汽车燃油泵密封制品用耐低温耐含醇汽油氟橡胶胶料的配方优化
2022-07-20郑书军徐玉朵
郑书军,徐玉朵,李 丹
(江苏海川卓越密封材料有限公司,江苏 镇江 212400)
甲醇汽油和乙醇汽油作为汽油替代能源,不仅可以节省石油资源,还可以减少污染,因而又被称为“绿色能源”或“清洁燃料”[1-6]。在日本,乙醇质量分数为20%的乙醇汽油(CE20)和甲醇质量分数为20%的甲醇汽油(CM20)市场占有率较高。巴西作为世界上唯一不销售纯汽油的国家,车用燃料以CE20为主,美国车用燃料以乙醇质量分数为10%的乙醇汽油为主[7-11]。
与纯甲醇、乙醇和汽油相比,这几种燃料的混合物对橡胶和塑料的溶胀作用更强[5,12-13]。乙醇汽油和甲醇汽油会缩短发动机橡胶密封制品的使用寿命,因此开展橡胶制品对含醇汽油的耐受性能研究十分必要。
日本本田公司开发的汽车和高档摩托车新机型出口巴西和美国,其燃油泵使用的燃料油为乙醇汽油或甲醇汽油,配套密封制品的使用工况复杂、密封要求苛刻,同时需耐低温、耐臭氧、耐燃油、耐乙醇汽油和甲醇汽油[14]。
氟橡胶(FKM)是主链或侧链上含有氟原子的一种高分子弹性体,具有优异的耐高温、耐油和耐化学药品性能。二元FKM是偏氟乙烯和六氟丙烯的共聚物,三元FKM是偏氟乙烯、四氟乙烯和六氟丙烯的共聚物。本工作研究不同氟含量(质量分数,下同)和不同类型FKM对耐含醇汽油性能的影响,以研制出满足日本本田公司标准要求的耐含醇汽油的汽车燃油泵密封材料。
1 实验
1.1 原材料
FKM,牌号2603和246,国内某公司产品;牌号G603,G621,G671和LT-302,日本某公司产品;牌号PL855,意大利某公司产品;牌号Viton GF600S,GLT600S,A401C和B601C,美国某公司产品。炭黑N990,加拿大肯卡伯公司产品。氧化镁,日本协和工业株式会社产品。氢氧化钙,日本井上石灰株式会社产品。加工助剂WS-280,德国Struktol公司产品。六氟双酚A(双酚AF)和苄基三苯基氯化磷(BPP),日本旭硝子株式会社产品。硫化剂Luperox 101XL-45,法国阿科玛公司产品。
1.2 配方
配方见表1和2。

表1 配方A1—A9 份
1.3 主要设备和仪器
ML-6型开炼机,佰弘机械(上海)有限公司产品;2010型智能无转子硫化仪、智能电子拉力试验机和UA-2074型臭氧老化试验箱,优肯科技股份有限公司产品;MZ-4016B型门尼粘度仪、401A型老化试验箱、MZ-4068型橡胶低温脆性测定仪和高低温试验箱,江苏明珠试验机械有限公司产品;数显恒温水浴槽,常州丹瑞实验仪器设备有限公司产品。
1.4 试样制备
胶料在开炼机上混炼。先将辊距调小,加入FKM,薄通8—10次,包辊约2 min,再调整辊距直到出现一定量的堆积胶,然后加入配合剂,辊温控制为50~60 ℃。加料顺序为:FKM→棕榈蜡、加工助剂WS-280、吸酸剂(氧化镁和氢氧化钙)→补强填充剂→硫化剂(双酚AF、BPP)。混炼均匀后,薄通5—6次,打三角包3—4个,下片,制得混炼胶。混炼胶停放12 h后,返炼并薄通5次,下片。用无转子硫化仪测试混炼胶180 ℃时的t90;用平板硫化机采用两段硫化工艺制备硫化胶试样,一段硫化条件为180 ℃×t90,二段硫化条件为200 ℃×24 h。
1.5 性能测试
硬度按GB/T 531.1—2008《硫化橡胶或热塑性橡胶 压入硬度试验方法 第1部分:邵氏硬度计法(邵尔硬度)》测试;拉伸性能按GB/T 528—2009《硫化橡胶或热塑性橡胶 拉伸应力应变性能的测定》测试;压缩永久变形按GB/T 7759.1—2015《硫化橡胶或热塑性橡胶 压缩永久变形测定 第1部分:在常温及高温条件下》测试;脆性温度按GB/T 1682—2014《硫化橡胶 低温脆性的测定 单试样法》测试;热氧老化试验按GB/T 3512—2014《硫化橡胶或热塑性橡胶 热空气加速老化和耐热试验》在老化试验箱中进行,老化试样放置16 h后测试;臭氧老化试验按GB/T 7762—2014《硫化橡胶或热塑性橡胶 耐臭氧龟裂 静态拉伸试验》在臭氧老化箱中进行;耐油试验按GB/T 1690—2010《硫化橡胶或热塑性橡胶 耐液体试验方法》进行,汽油Fuel C(分析纯)组分为异辛醇/甲苯(体积比为1/1),CE20(分析纯)组分为汽油/无水乙醇(体积比为4/1),CM20(分析纯)组分为汽油和甲醇(体积比为4/1),试样浸泡完毕后在1 min内进行测试。
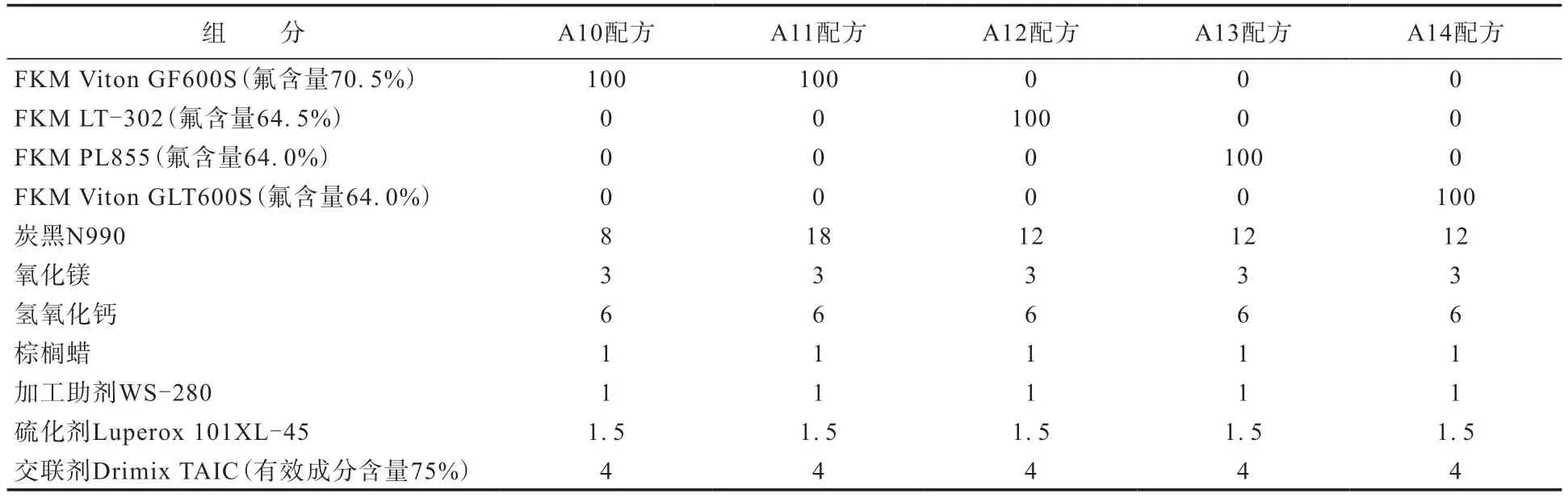
表2 配方A10—A14 份
2 结果与讨论
2.1 FKM性能对比
A1—A7配方胶料性能见表3,A8—A14配方胶料性能见表4。

表4 A8—A14配方胶料性能
2.1.1 二元和三元FKM胶料性能
从表3可以看出:国产二元FKM 2603(A1配方)胶料在耐CE20试验后,拉伸强度变化率超过日本本田公司指标范围,体积变化率接近指标上限;FKM 2603胶料在耐CM20试验后,拉伸强度变化率和体积变化率均超过指标范围;国产三元FKM 246(A2配方)胶料在耐CE20试验后,拉伸强度变化率超过指标范围,体积变化率接近指标上限;FKM 246胶料在耐CM20试验后,拉伸强度变化率超过指标范围,体积变化率接近指标上限。分析认为:CE20和CM20对FKM具有极强的侵蚀和破坏作用,普通国产FKM无法满足日本本田公司标准指标要求;FKM 2603和246(氟含量均为66%)胶料的耐含醇汽油性能基本接近,说明FKM的耐含醇汽油性能与氟含量相关,与二元或三元FKM相关性不大;与二元FKM 2603胶料相比,三元FKM 246胶料的耐含醇汽油性能略优。

表3 A1—A7配方胶料性能
2.1.2 不同氟含量FKM胶料性能
从表3和4可以看出,在A4,A5,A7和A8配方胶料中,随着氟含量的增大,FKM胶料在CE20和CM20中的体积变化率明显减小,耐含醇汽油性能提高。分析认为,随着氟含量的增大,氟橡胶中的树脂片段增多,主要是由于四氟乙烯和六氟丙烯含量增大,提高了对燃料油的阻隔性能[15-17]。
2.1.3 不同硬度FKM胶料性能
分析不同硬度二元FKM Viton A401C(A3和A4配方)和三元FKM Viton B601C(A6和A7配方)胶料性能。从表3可以看出:A3配方胶料的耐汽油Fuel C、耐CE20和耐CM20试验后的拉伸强度变化率均超出指标范围,体积变化率接近指标上限;硬度较大的A4配方胶料性能均满足指标要求;A6和A7配方胶料均满足指标要求,硬度较大的A7配方胶料耐含醇汽油性能更好。总的来看,在相同牌号FKM基础上,硬度较大的FKM胶料的耐含醇汽油性能更好。
2.1.4 高氟含量FKM胶料性能
分析高氟含量(68.5%~70.5%)FKM胶料性能。从表3和4可以看出,A7,A8,A9和A11配方胶料的耐含醇汽油性能总体较好,其中以过氧化物硫化的FKM Viton GF600S(A11配方)胶料的综合物理性能和耐含醇汽油性能更好。
2.1.5 过氧化物硫化型FKM胶料性能
国外FKM厂家为改善FKM的耐低温性能,在FKM侧链上通过引入醚键,破坏分子链结构的规整性,增加氟碳分子链的柔顺性,以达到降低玻璃化温度的目的,同时提高耐介质性能,并且可使用过氧化物硫化。日本本田公司标准进一步将指标中低温脆性温度由-15 ℃降低到-35 ℃,并增加了-30 ℃低温压缩永久变形指标。
本工作分析FKM Viton GF600S(A10配方)、FKM LT-302(A12配方)、FKM PL855(A13配方)、FKM Viton GLT600S(A14配方)这4种过氧化物硫化型FKM胶料的性能。从表4可以看出:氟含量较高的过氧化物硫化型FKM GF600S(A10配方)胶料在含醇汽油中的硬度变化和体积变化率最小,-35 ℃脆性温度达到-36 ℃,满足指标要求,但低温压缩永久变形(-30 ℃×24 h)为92%,超过指标范围;综合考虑低温脆性、低温压缩永久变形、综合物理性能和耐含醇汽油性能,本工作选择采用FKM Viton GLT600S作为主体材料的A14配方作为优化配方。
2.2 优化配方胶料性能
2.2.1 物理性能和耐油性能
从表4可以看出,优化配方(A14配方)胶料的物理性能、抗压缩永久变形性能、低温脆性、耐热老化性能以及耐燃油和耐含醇汽油性能均达到指标要求。
2.2.2 耐臭氧老化性能
将A14配方胶料进行臭氧老化试验(臭氧体积分数为50×10-8,拉伸率为20%,温度为40 ℃,老化时间为200 h)。结果表明,臭氧老化试验后A14配方胶料表面无龟裂,达到指标要求。
2.2.3 耐金属污染性能
将A14配方胶料按照日本本田松江研究所HES D3200 2.4.1~13试验标准进行金属腐蚀性和污染性试验。结果表明,A14配方胶料的耐金属腐蚀和污染性均符合指标要求。
2.2.4 耐燃料抽出性能
将A14配方胶料按照日本本田松江研究所HES D3200 2.4.1~10试验标准进行燃料抽出性试验。结果表明,胶料的燃料(Fuel C和CE20)抽出性均符合不大于0.05 mL的指标要求。
3 结论
(1)含醇汽油对FKM具有极强的侵蚀和破坏作用,普通国产FKM无法满足日本本田公司汽车燃油泵密封材料标准要求。
(2)氟含量较大、硬度较大的FKM胶料的耐含醇汽油性能较好;过氧化物硫化型FKM胶料的综合物理性能和耐含醇汽油性能更好。
(3)综合考虑,选择美国产的过氧化物硫化型FKM Viton GLT600S作为主体材料的优化配方胶料综合物理性能、耐低温、耐臭氧、耐汽油、耐含醇汽油、耐金属污染和耐燃料抽出性能均达到日本本田公司标准要求。
(4)采用优化配方胶料生产的密封制品已用于日本本田公司汽车和摩托车含醇汽油燃油泵,产品质量得到日本本田公司和市场的认可,已批量生产且独家供货,产品合格率达95%以上。