催化裂化装置烟机进出口管道施工总结
2022-07-13杨航超
杨航超
陕西化建工程有限责任公司 陕西杨凌 712100
催化裂化装置烟气轮机(以下简称烟机)一般转速高达6000~7000r/ min,在近700℃的高温下长期工作,定子和转子间的间隙特别小,机壳的细小变形或者转子和定子间的细微移动,都会导致烟机运转异常甚至破坏。因此,要求与烟机相连接的入口和出口管道作用在烟机上的力和力矩必须小于某一较小的给定值,不但要尽量减小热膨胀时的推力,而且要恰当地应用支、吊、滚、导向、限位的方法,把管线重量支撑在土建结构上,并减小支座摩擦力才能满足烟机对推力、力矩的限制要求。因此,对管线制造和安装准确定的要求很高,不允许因制造粗糙和安装超差产生的附加安装力和力矩作用在烟机上。
1 主要施工工艺及质量控制要点
1.1 管道流程
由三旋出来的烟气分两路,正常情况下一路去烟气轮机入口,通过烟气轮机做功为主风机提供动力,烟气经烟气轮机出口通过水封罐后与另一路合并去余热锅炉,进一步能量回收;一路经过双动滑阀、降压孔板至余热锅炉能量回收后去烟囱。非正常时候的烟气全部经降压孔板去余热锅炉后能量回收后排放至烟囱。烟气轮机典型流程图见图1。
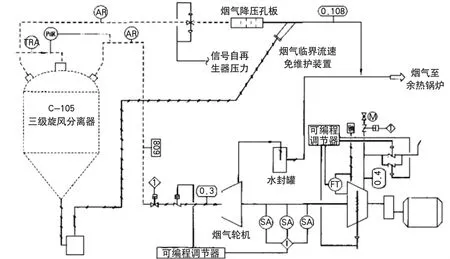
图1 烟气轮机典型流程图
1.2 烟机入口管线安装
烟机入口管线应该在机组找正、机座灌浆完毕后进行,最后安装到位。安装顺序是先把烟机入口短锥用螺栓把上,由烟机向外安装管线。膨胀节装运用的螺杆不得拆除,膨胀节作为一个钢性元件安装入管线中,弹簧的限位卡块不得取下。在水平段与烟机同心度偏差调整完毕,支、吊、限位架均安装合格后,松开部分膨胀节装运用的螺杆,拉动管线进行预变位(此时管线上的支管未配管,阀门调节机构等附件未安装,外保温也未施工)。管道施工完毕后,试车前,拆除件36- 0 的装运螺栓和弹簧支架12- 0 的定位销,开始进入工作状态。
1.2.1 膨胀节的安装
(1)膨胀节内表面应用砂轮打磨、清理干净,安装时铰链板位置必须严格按图纸要求方位安装,偏差≤±1°;膨胀节沿管线长度位置偏差应≤±30mm。
(2)组装膨胀节时对波纹管加以保护,防止电弧烧穿或焊渣飞溅到波纹管上。
(3)严禁用膨胀节来补偿安装误差;1.2.2 支、吊、限位架的安装
安装烟机入口管线时,应先采用临时支架将管线暂时支好,临时支架应方便调节、牢固可靠,易拆装。当整个管线、阀门、膨胀节就位后,测量支点、吊点的相对位置,以及管线与烟机同轴度偏差等,尤其必须保证离烟机入口最近一个支座的轴线和烟机轴线严格对中。出现偏差时,先调整支、吊点的相对位置,无法满足的应修改土建支架和基础等。合格后安装滚动支座,滚动支座的底板必须水平,使滚动盘的每个滚子都能接触受力(滚子能自由滚动);将支耳与管线焊平焊牢,两侧支耳的下表面必须与管线中心在同一水平面上,安装时先点焊,调整后再焊接;将滚动支座与土建基础预埋件焊接牢固。当管线左右偏差调好后,保证滚轮与限位箱两侧的距离必须均匀,然后将限位架与土建基础(或架)焊牢(滚轮能自由滚动)。摆式支座应参考以上滚动支座的安装方法和制造厂的安装说明进行安装。当弹簧吊架安装合格并受力后,取出每个弹簧的限位块,弹簧即进入工作状态。
1.2.3 预变位
管线按照图纸尺寸组对,测量几何尺寸符合图纸要求后,再进行预变位。预变位前应拆除膨胀节13- 0、16- 0、21- 0 的装运螺杆,以及摆式支架31- 0 和件44- 0,45- 0 吊架的定位销,并注意按照设计要求调整摆式支架角度,检查摆式支架下部的导向板间隙(≤2mm)。拉动管线,将预拉管口组对焊接,先预拉组装垂直段,再预拉组装水平段。
1.3 烟机出口管线的安装
安装顺序由烟机向外安装。安装时应在烟机出口处两个法兰面之间盖上一张薄铁皮,厚度为垫片厚度,防止杂物调入烟机;把膨胀节作为一个钢性元件装入管线中,此时膨胀节上的装运螺栓不得拆除,上紧螺栓或卡住法兰,保证膨胀节的垂直度,偏差应≤3mm;调整好固定支座的高度,待膨胀节和管线焊接完毕后,将固定支座与管线和钢结构焊死;安装膨胀节上的弹簧吊架,把薄铁皮取下,松开膨胀节上的装运螺杆,把弹簧的限位卡块取下,调整安装刻度至图纸要求;测量两法兰密封面的错口和相距尺寸,满足要求后上紧螺栓,管线安装完毕。
2 烟机入口管线的检查和调整
2.1 检查
管线安装、焊接、保温、配管、清理及初检完毕后,开烟机前必须通知有关人员到齐,卸去入口管烟机短锥连接法兰的螺栓和垫片,观察是否将临时支吊架全部拆除,以及各支吊、限位点的有关尺寸和弹簧吊架标尺,测量两法兰密封面的错口和相距尺寸。法兰密封面错口应不大于1mm,密封面相距小于水平预变位值。入口管法兰密封面要求平行,密封面周边间隙均匀,其偏差不大于3mm;法兰螺栓孔应对中,在没有任何外力的作用的情况下,每个螺栓都可顺利穿过螺栓孔为合格。入口管内表面应进一步打磨、擦、沾,做到干净无尘。待所有检查人员检查合格后,才能放入垫片紧螺栓,此后不得随意动管线的支、吊、限位弹簧和滚轮等零件。具体检查项目如下:
(1)两法兰面错口和相距尺寸;
(2)每个螺栓是否都能顺利穿过螺栓孔;
(3)是否有外力作用在管线上(千斤顶、倒链等);
(4)入口管内表面是否干净无尘;
(5)各支、吊、限位点的有关尺寸和弹簧标尺是否满足图纸要求,弹簧限位卡块是否取下;
(6)管线是否进行预变位,膨胀节装运固定螺栓是否取下,膨胀节铰链板方位是否正确;
(7)支座是否满足设计要求,滚动支座滚子是否和支耳底板充分接触,是否有足够的滚动距离,滚动支座的限位滚轮是否安装正确,与限位箱距离是否合适;
(8)管线上的配管是否有足够的随管线膨胀的移动距离,配管和土建的连接是否影响管线的膨胀运动。
2.2 调整
(1)当烟机入口管线上、下标高偏差或上下张口过大时,首先应检查滚动支座是否和烟机中心上下有偏差。如果中心上下有偏差,应调整滚动支座;如果中心上下偏差很小,应调整万向膨胀节后边的弹簧。
(2)若烟机入口管线左、右偏差或左、右张口偏差过大,首先应检查滚动支座是否和烟机中心对中,如果中心左右偏差大时,应调整限位滚轮和滚动支座;如果中心偏差很小、张口偏差大,则应重新调整限位滚轮和万向膨胀节后边的管线。
3 烟机出口管线的检查
3.1 检查
与烟机入口管线一样,在出口管线安装、焊接、衬里、清理及初检完毕后,开烟机前进行开工试运前的调整和检查;待有关人员到齐后,检查临时支吊架是否拆除完毕,膨胀节上的装运螺栓是否拆除,测量烟机出口法兰面的错口及相距尺寸。具体检查项目如下:
(1)两法兰面错口和相距尺寸;
(2)每个螺栓是够都能顺利穿过螺栓孔;
(3)是否有外力作用在管线上(千斤顶、倒链等);
(4)出口管水平段是否有衬里残渣;
(5)各支、吊点的相关尺寸和弹簧标尺是否满足图纸要求,弹簧限位卡块是否取下;
(6)管线是否进行预变位,膨胀节上的装运螺栓是否取下,膨胀节铰链板方位是否正确;
(7)固定支座是否与土建钢梁焊死;
3.2 调整
如果烟机出口管线两法兰之间的距离偏差太大,应调整出口固定支座和出口水平管标高。待固定支座调整后,把膨胀节和管线焊接完毕,再把固定支座与钢梁焊死。出口法兰的较小偏差均可用垂直段上的几个弹簧吊架来调整。
4 临时加固
预变位前安装管线需要采用钢性加固支撑水平管线,在滑动支座、摆式支架、弹簧吊架、弹簧支撑等相应位置设置临时支撑加固,在各组装管口处做十字撑加固,以保证管线安装时的各项尺寸。加固材料与本体管道接触部位加设不锈钢板过渡连接,防止碳钢和不锈钢直接接触。
(1)管口椭圆度加固:管线组装前需要在各对接口做十字撑加固,保证管口椭圆度。加固应在距离管口100mm处采用∠70×5 角钢做十字撑,待相邻管口组对焊接后,拆除十字撑并清除焊疤,打磨平整。
(2)管线支撑加固:水平管分别在滑动支座、摆式支架、弹簧吊架和弹簧支撑等相应位置设置临时支撑加固,保证管线组装各项尺寸。