基于HP滤波法的数控铣削加工误差波动特征分析
2022-07-09黄胜王祖金
黄胜 王祖金





摘 要:数控铣削加工是现代加工技术的重要手段和方法,研究其加工误差的波动规律和特征,有利于提高数控加工的精度和质量。现以表面粗糙度为例,采用HP滤波法对数控铣削加工误差的波动特征进行分析,结果表明,表面粗糙度随进给速度、每齿进给量的增加而增加,随主轴转速的增加而减小;表面粗糙度随进给速度、每齿进给量和主轴转速的变化而产生波动性,其波动程度受主轴转速的影响较大,受每齿进给量的影响较小;在主轴转速为620 r/min时表面粗糙度波动性随进给速度的增加而呈现出稳定性。
关键词:数控铣削加工;加工误差;波动;HP滤波法
中图分类号:TH161+.5 文献标志码:A 文章编号:1671-0797(2022)13-0074-04
DOI:10.19514/j.cnki.cn32-1628/tm.2022.13.021
0 引言
数控铣削加工技术是数字控制技术中较为广泛的产业化应用技术,也是现代加工技术的重要手段和方法。数控铣削的加工误差直接影响到零件的加工精度和质量,为此研究其加工误差具有重要的意义[1-2]。目前,部分学者对数控铣削加工误差进行了研究[3-4],但是研究其加工误差波动特征的报道较少。
本文选用进给速度、主轴转速、每齿进给量三个数控铣削加工的主要参数为基础,研究其对表面粗糙度的波动影响。采用HP滤波法建立数控铣削加工误差波动特征模型,分析其在三个参数影响下的波动特征和规律,旨在提高数控铣削加工精度,为减少加工误差提供决策依据。
1 系统建模方法
HP滤波法是进行波动测量分析的一种有效的方法,具有理论完善、运用灵活、拟合效果较好等特点。它是趋势的拟合效果和平滑程度的折中,其拟合效果要优于线性回归法。考虑到数控铣削加工过程中加工误差变化的复杂性(在不同的加工参数下,加工误差的增长性、降低性和波动性并存),本文选用HP滤波法对数控铣削加工误差波动进行测定分析。
HP滤波法的基本原理[5-6]:假定时间序列Yt是由趋势性成分Yt T和波动性成分Yt C组成,则时间序列:
Yt=Yt T+Yt C (t=1,2,3,…,T)(1)
式中:T为样本容量。
HP滤波即从Yt中将Yt T和Yt C分离出来,使得下式估计值最小:
(Yt-Yt T)2+λ[(YT t+1-Yt T)-(Yt T-YT t-1)]2(2)
式中:λ为控制平滑程度的惩罚因子,该参数需要事先给定。
λ越大,估计出的趋势线越光滑,反之越弯折。参考资料发现,当采用λ=6.25进行滤波时,趋势线所反映的波动更加细致,它既能反映大的波动变化,也能显示较小的波动起伏,故本文采用λ=6.25进行HP滤波分析。短期波动用变异率RV进行描述,其计算公式为:
RV=Yt C/Yt T×100%(3)
RV反映了变量在特定时间上对长期趋势的偏离幅度。
以进给速度、主轴转速、每齿进给量三个参数的变化作为时间序列,以表面粗糙度为例,建立数控铣削加工误差波动特征模型。
基于HP滤波法的数控铣削加工误差波动特征分析流程如图1所示。
2 数控铣削加工误差波动特征
本文选用参考文献[7]中的实验数据作为研究样本,应用Eviews6.0作为计量工具,以进给速度、主轴转速、每齿进给量三个参数的变化作为时间序列,对数控铣削加工的表面粗糙度进行波动特征分析。
2.1 长期波动分析
对主轴转速分别为620 r/min和1 250 r/min時不同进给速度下的表面粗糙度,以及进给速度恒定为50 mm/min时不同主轴转速和进给量下的表面粗糙度进行HP滤波,分别计算不同参数下的HP趋势值,并给出表示长期波动的平滑趋势图。
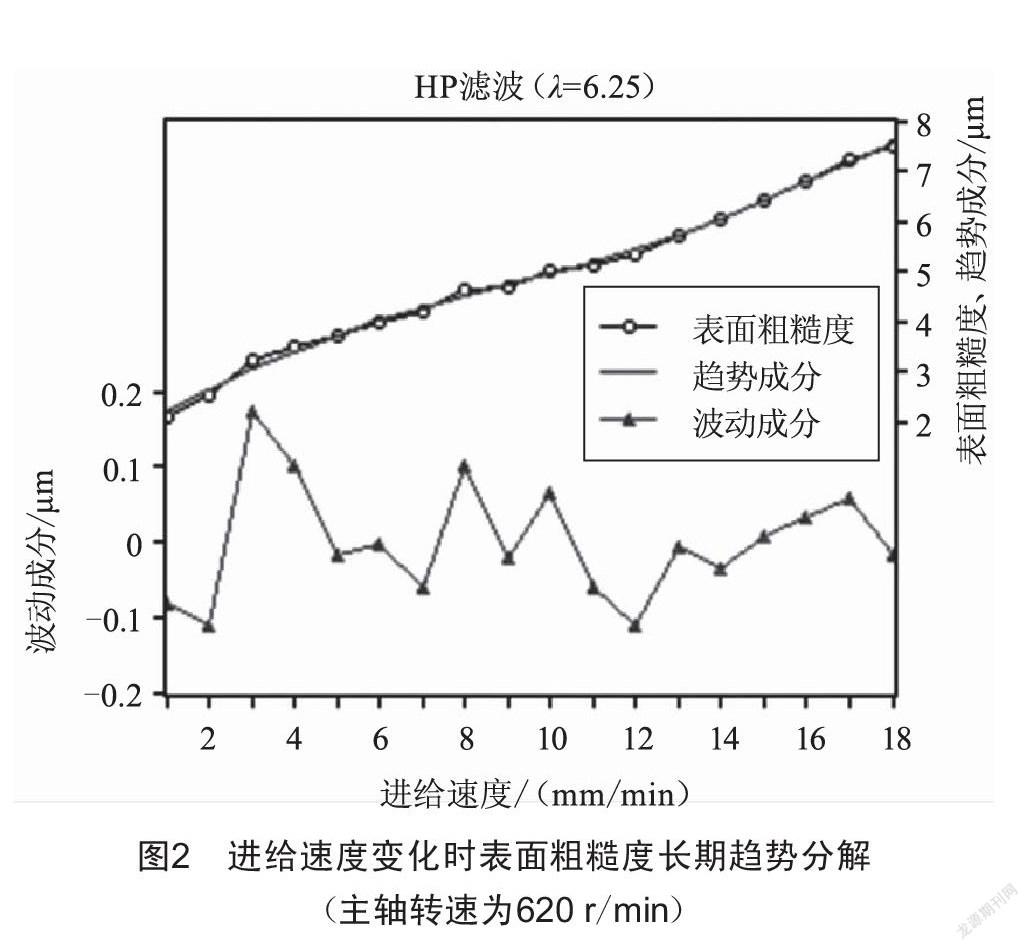
2.1.1 主轴转速恒定时,不同进给速度下的表面粗糙度波动特征
从图2和图3可知,当主轴转速分别恒定为620 r/min和1 250 r/min时,表面粗糙度随着进给速度的增加而增加。当主轴转速为620 r/min,进给速度以10 mm/min和30 mm/min的递增速率在10~300 mm/min范围内递增时,表面粗糙度趋势值的平均递增率为7.62%;当主轴转速为1 250 r/min,进给速度以20 mm/min的递增速率在20~300 mm/min范围内递增时,表面粗糙度趋势值的平均增长率为8.47%;同时随着进给速度的增加,其增长率均呈现先减小后增大的趋势。
2.1.2 进给速度恒定时,不同主轴转速和进给量下的表面粗糙度波动特征
从图4和图5可知,在进给速度恒定时,表面粗糙度随着主轴转速的增高而递减,平均递减率为12.27%;随着每齿进给量的增加而递增,平均增长率为6.44%。同时其趋势值在递减或递增的过程中,出现小幅振荡的现象。
2.2 短期波动分析
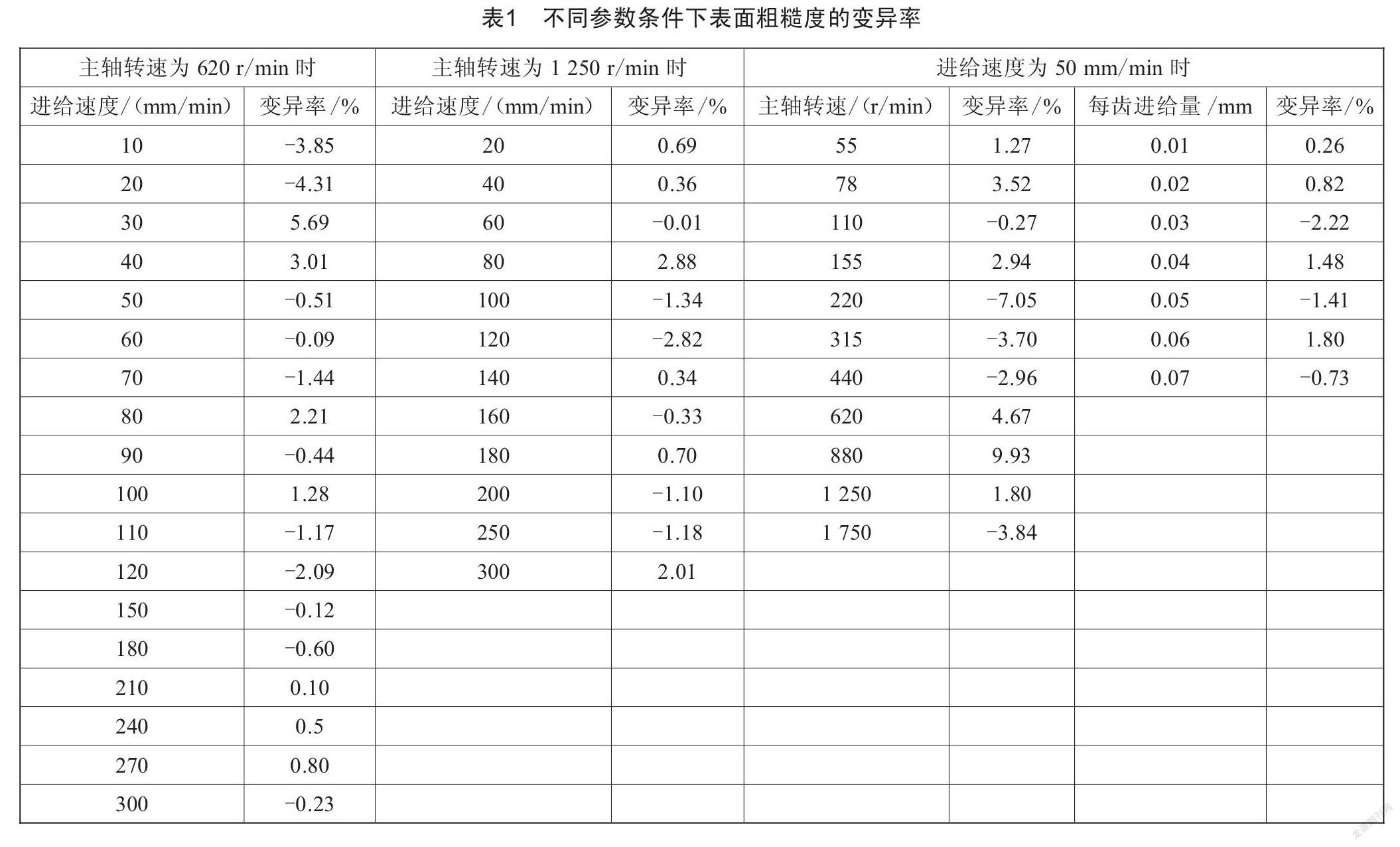
利用公式(3)及剔除长期趋势后的数据计算出不同参数情况下表面粗糙度的变异率RV,如表1所示。
根据周期波动理论,按照“峰—谷—峰”的形态特征,对不同参数情况下的表面粗糙度进行周期划分,结果如表2所示。
由表1和表2可知,当主轴转速为620 r/min,进给速度在10~300 mm/min范围内变化时,表面粗糙度发生了4次周期波动,波动的平均间距为72.5 mm/min,最小间距为20 mm/min,最大间距为150 mm/min,表明表面粗糙度较易受到进给速度的影响而产生波动。随着进给速度的增大,其波动周期的间距逐渐增大,表明表面粗糙度波动频率降低,即其波动性受进给速度的影响程度随着进给速度的增加而降低。4个周期的平均波幅为5.36%,最大波幅为9.54%,最小波幅为1.40%,波幅呈现递减趋势,表明表面粗糙度波动的幅度随进给速度的递增而逐渐减小。
当主轴转速为1 250 r/min,进给速度在20~300 mm/min范围内变化时,表面粗糙度发生了3次周期波动,波动的平均间距为83.3 mm/min,最小间距为30 mm/min,最大间距为120 mm/min,且随着进给速度的增大,其波动周期的间距逐渐增大,波幅呈现大小交替的现象,表明表面粗糙度的变化幅度较不稳定。
当进给速度恒定为50 mm/min,主轴转速在55~1 750 r/min范围内变化时,表面粗糙度共发生3次周期波动,波动间距随主轴转速递增而增大,平均波幅为13.77%,表明随着主轴转速的增加,表面误差稳定性增强。
当进给速度恒定为50 mm/min,每齿进给量在0.01~0.07 mm范围内变化时,表面粗糙度共发生3次周期波动,波动间距均为0.02 mm/min,平均波幅为3.32%,其各个周期的波幅均接近平均波幅,表明每齿进给量对表面粗糙度波动的影响较小,表面粗糙度呈现稳定性波动。
3 结语
本文分别以进给速度、主轴转速和每齿进给量三个参数为时间序列,研究了表面粗糙度的波动特征。结合不同参数条件下的表面粗糙度HP趋势值和波动长期趋势线可知,表面粗糙度随着进给速度、每齿进给量的增加而增加,随着主轴转速的增加而减小。根据表面粗糙度周期分析,表面粗糙度的波动程度受到主轴转速的影响较大,受到每齿进给量的影响较小;在主轴转速为620 r/min时,其所受的影响程度随着进给速度的增大而减小。
[参考文献]
[1] 陈洪涛.数控加工工艺与编程[M].4版.北京:高等教育出版社,2021.
[2] 赵刚.数控铣削编程与加工[M].2版.北京:化学工业出版社,2019.
[3] 曾煜,裴圣华,易国华.基于数控铣削加工的自由曲面表面质量研究现状[J].内燃机与配件,2019(24):95-96.
[4] 刘文静,邢冠梅,靳岚,等.基于模糊故障树的数控龙门铣床加工误差分析与试验[J].组合机床与自动化加工技术,2020(1):67-70.
[5] 史代敏,谢小燕.应用时间序列分析[M].2版.北京:高等教育出版社,2019.
[6] 李乃乾,孫晨童.小波与传统滤波方法提取周期信息的比较研究[J].统计与决策,2021,37(1):29-34.
[7] 陈伟珍,邓岐杏,王祖金.数控铣削加工工艺参数研究[J].装备制造技术,2007(2):7-8.
收稿日期:2022-04-15
作者简介:黄胜(1985—),男,广西崇左人,硕士研究生,工程师,主要从事自动控制、智能制造技术教学与研究工作。
王祖金(1963—),男,广西南宁人,工程师,实验师,主要从事实践教学及研究工作。
