化工行业旧设备利用的实践与思考
2022-07-06彭景煜刘建鹏黄学忠马建伟
彭景煜,刘建鹏,黄学忠,马建伟
(中化蓝天氟材料有限公司,浙江 绍兴 312369)
近年来,随着化工产业大整治、大提升,化工园区转型升级,部分企业存在改造或搬迁项目。从资源再利用和节约成本方面考虑,这些项目会涉及到设备的再利用和改造再利用。为更好地管控旧设备利用带来的风险[1],本文重点阐述旧设备转移再利用中存在的常见问题及相关的应对措施,提出可供参考的管理流程。
1 旧设备利用案例
案例1:2017 年8 月,某装置高压缓冲罐按TSG 21—2016《固定式压力容器安全技术监察规程》[2]要求安排强制检验,检验工程师在现场发现设备铭牌上面介质显示为R245(五氟丙烷)、氯气、氟化氢,而实际介质是R143a(1,1,1-三氟乙烷)、氯化氢、氟化氢,两者介质不一致,当即提出整改,否则停用。该高压缓冲罐因装置整体停用转移至其他装置再利用。
案例2:2020 年8 月,某项目旧设备跨省利用,转移近10 余台设备,其中有动设备、静设备(含压力容器若干台)、电仪设备、机组。跨省转移设备,对旧设备利用的完整性提出了更高要求,难点有:
(1)再利用的冰机机组处于氮气保护状态,配套的换热器、缓冲罐等压力容器资料齐全,并在设计使用寿命之内,机组使用已近8 年,停用1年多,完整性待确认。
(2)有机汽化器属于压力容器,其设计工作压力为1.2 MPa,而实际工作压力为1.3 MPa,但在设计压力(1.6 MPa)以内,设备工作压力需变更。
(3)产品储槽调整为压缩空气缓冲罐,介质不一致,需变更。
(4)机泵设备停用1 年多,完整性待确认。
(5)石墨换热器、内衬静设备停用1 年多,完整性待确认。
结合上述案例,旧设备利用存在较多需要确认的问题,见表1。
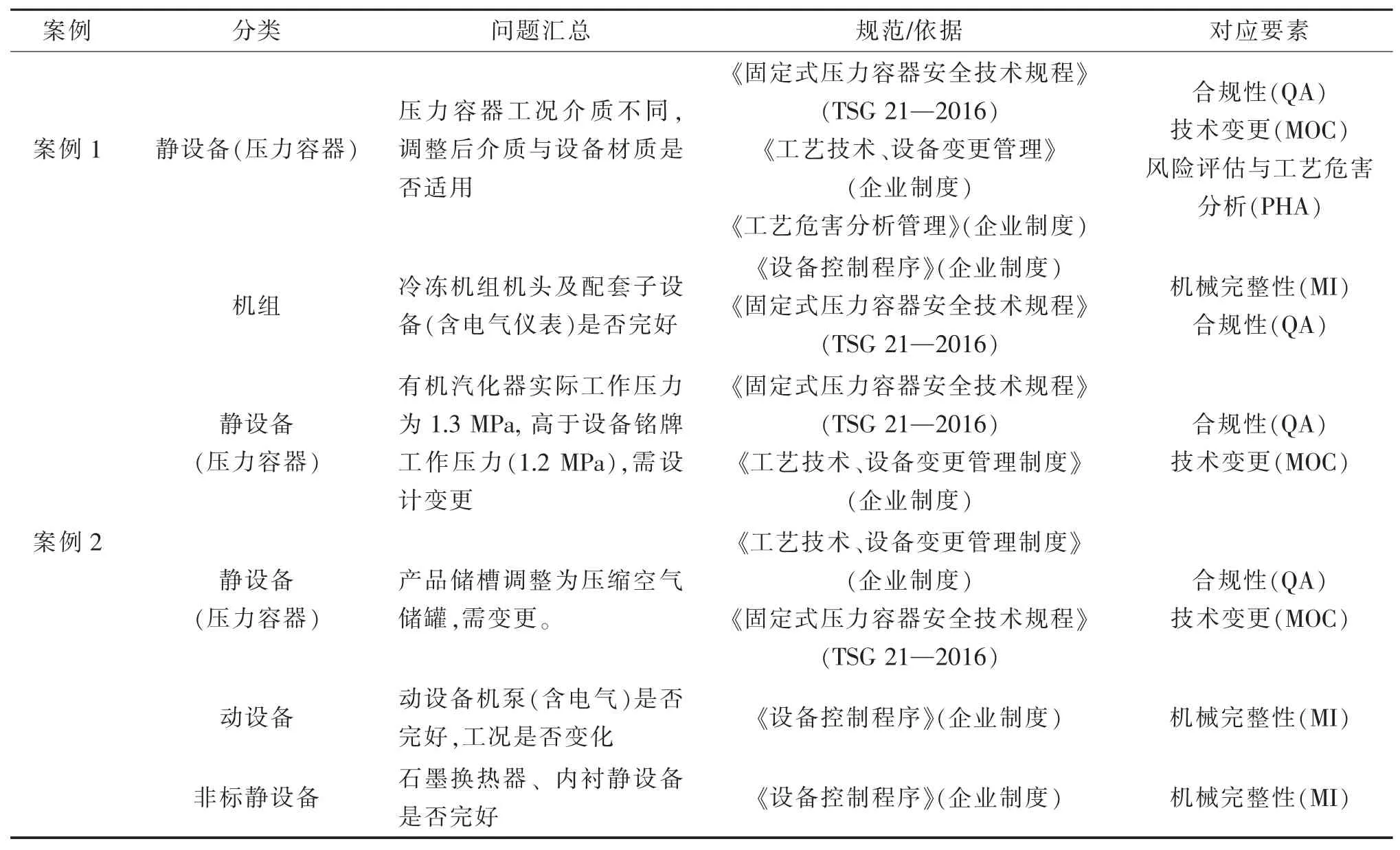
表1 案例问题汇总分类表
若上述问题在旧设备转移之前没有得到解决,后续旧设备再利用生产中可能存在隐患。因此,要系统地处理问题,应从技术角度入手,较详细地建立设备完整性评估标准。
2 旧设备利用原则
结合案例可知,旧设备不同于新设备的质量保证,结合不同设备类型和使用工况,考虑的角度不一样,因此需要确立一定的原则。首先,梳理旧设备转移全流程[3],结合流程的关注点以确定原则。
项目或改造装置初步设计后,大致确认工艺所需设备类型,结合旧设备信息(PSI),初步确定设备的匹配性;对项目设备进行分类,并结合现有设备分级(MI)要求,区分关键设备与一般设备;对应分级所需旧设备,建立不同的完整性确认方案;对设备参数、尺寸、设备重量等进行确认;进行试压试漏、无损探伤,确保设备完好;土建专业考虑基础承载核算。
结合上述项目旧设备利用的过程,建立旧设备转移全流程及关注点,见图1。
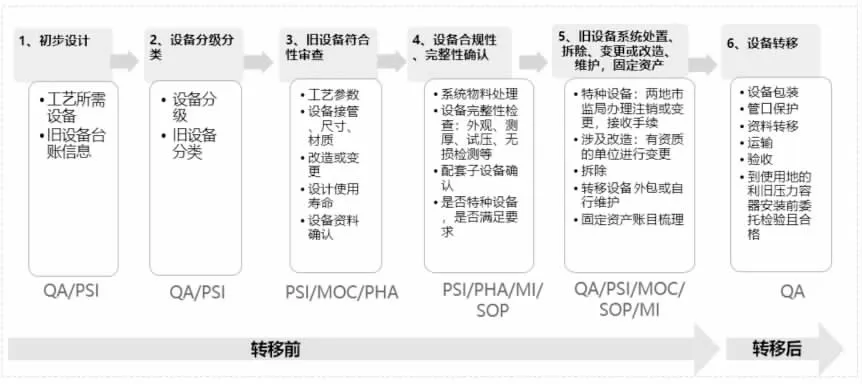
图1 旧设备转移全流程及关注点
2.1 专业分类
按旧设备类型分专业进行管理,可分为5 大类,见图2。

图2 旧设备专业分类
2.2 旧设备利用依据
旧设备在利用前必须进行充分论证,结合旧设备专业分类,可从以下三方面进行论证。
(1)务必确认设备是可靠的。如何确定设备可靠程度,需要分类建立旧设备利用前检查标准。如内衬储槽,在设备转移之前先确定设备的工艺参数、接管数量;其次确定设备完整性,原设备清理置换合格后,按设备验收标准进行检查,内衬层进行电火花检测(对于原储存盐酸等可能产生氢气之类易燃、易爆介质的内衬储罐,该方法需充分论证后才可实施),壁厚符合要求等。通用检查标准可根据设备分类逐一建立。
(2)务必确认设备是合规的。必须严格按照《特种设备使用管理规则》(TSG 08—2017)[4]、《固定式压力容器安全技术监察规程》(TSG 21—2016)及相关的规范标准进行资料检查、设备检验检测并验收合格,以确保设备档案、材料、结构、强度、刚度满足工艺条件和安全使用要求。部分特种设备还应满足当地地方法规。
涉及合规性的设备需转移地主管部门确认。跨区域转移的设备,例如:
(a)甲地转移到乙地的设备,属于省内异地转移的,要求在甲地办理压力容器注销、转移手续;在乙地办理接收手续,旧设备在安装前应检验合格,安装监督检验后再办理注册登记。
(b)甲地转移至乙地的设备,属于省外异地转移的,需要在甲地办理注销、移装手续,提前到乙地市场监督管理局办理告知(因不在乙地特种设备信息化系统账户上),再委托检验,乙地市场监督管理局根据当地特种设备检测研究院的检验结果办理接收手续,安装资料提交后方可办理使用登记证。其中工艺参数的不一致会影响到后续使用,如案例1。
(3)所有设备转移前需要内部清理,置换合格,避免设备内部未清理的固废、危废的转移;涉及特种设备改造(设计或施工)的、检验单位必须要有相应的资质,改造或检验人员须取得国家认可的专业资质证书,以确保设备改造的合规性及质量保证。
2.3 相关技术要求
(1)设计使用寿命:压力容器设计使用寿命根据腐蚀裕量及原始设计参数,一般有6 年、8年、10 年、15 年、20 年。如果达到设计使用寿命,旧设备利用使用地将不接受移装;常压及其他设备结合旧设备利用工况的要求及重要性,确定完整性后可利用。
(2)设计资料:特种设备设计、制造技术资料和文件,包括设计文件、产品质量合格证明(含合格证及其数据表、质量证明书)、安装及使用维护保养说明、监督检验证书、型式试验证书等,特种设备安装、改造和修理等方案、图样材料质量证明书和施工质量证明文件、安装改造修理监督检验报告、验收报告等技术资料。设计资料缺失的设备,旧设备利用使用地不接受转移使用。
(3)无损检测:旧设备不仅需要做外观及测厚检测,还应考虑射线、磁粉、超声等检测手段,必要时还要考虑TOFD(衍射时差法超声检测)、涡流及气密性检测,以确保设备完整性。
(4)热处理及酸洗钝化:原设备有热处理要求的,改造焊接后需要重新热处理;酸洗钝化处理需要结合介质及材质要求,若原设备需要,改造后需要重新钝化。
(5)改造资料:压力容器的改造或者重大修理方案,应当经过原设计单位或者具备相应资质的设计单位出具书面资料。
(6)其他:动设备需确保电机绝缘、防爆等级、设备参数、介质等符合要求。特别应注意涉及氟化氢等特殊介质,过流部件的适用性,例如氢氟酸不可使用陶瓷类密封材料;必要时,动设备在转移前应提前维护。内衬设备管口密封面提前保护;容器、换热器等设备应提前确定管口方位、大小,以满足设备使用工况;做好耐压试验,氯气、无水氟化氢(AHF)等高度或极度危害介质必要时做泄漏试验,确保设备完整性。
3 旧设备转移后使用工况的考虑
3.1 同一用途、整体利用
设备整体不变,用途不变,工艺参数、材质、工况等参数与设计无区别,这类设备属于较为简易的旧设备利用,涉及专业范围比较少,只要考虑设备本身完整性、设备布置、基础承载、设备使用寿命。设备本身的完整性必须符合要求,设备布置满足场地要求,设备使用寿命在有效期之内,否则不宜再利用。其次,要考虑子设备的合规性要求,是否满足完整性及合规性要求,如冷冻机组的转移,不仅要考虑冷冻机机头的完整性,还要考虑各冷却器、缓冲罐、电仪设备等子设备是否满足要求。
3.2 同一用途、型式不同
设备无变化,用途一致,装置现场的工艺参数、工况与设计无区别,但设备结构型式不同,这类设备也属于较为简易的旧设备利用,需要考虑设备基础参数符合工艺要求。例如螺旋板式换热器调整为列管换热器、材质由20# 钢调整至S30408 不锈钢,同时还要考虑设备接管、结构承载、工艺管路改造等问题,在工艺变更(MOC)及风险分析(PHA)时应进行充分考虑,以满足要求。
3.3 改变用途、参数并涉及特种设备
设备用途变更、参数变化,这类问题较为综合,论证过程也涉及多专业。如果是压力容器,既要考虑设备设计压力、设计温度、设计介质、工作压力、工作温度、工作介质等运行参数的符合性,还要考虑材质是否适用,结构承重是否满足等。如果工艺参数不符合设备设计参数,还要考虑设备改造,改造单位需要有对应的设计资质,并经过设计许可、原设备强度论证、设计计算、材质鉴定、改造备案、改造监督检验、监造、无损检测、出厂耐压试验等系统的质量保证(QA)流程,以保证设备合规性及完整性,例如案例2 中的有机汽化器,介质增加了氯化氢(HCl),工作压力由1.2 MPa 调整至1.5 MPa。设备所属单位除了提供现有设备状况及原始检验记录外,还需要提供N06600(镍基合金)材质的晶间腐蚀试验报告,设计单位才能同意按改造流程接收设备变更的委托,这类问题均需要提前考虑并充分论证。
4 结语
工程项目或技术改造过程使用的旧设备不同于新设备引进,不仅要考虑旧设备的技术参数需要满足实际工艺技术的要求,还要考虑旧设备自身强度等可靠性;采用应力分析标准设计的设备,还需要考虑疲劳分析。因此,作为化工设备管理技术人员,对旧设备的技术要求要充分掌握,严格遵守现行的国家法规、标准,保证旧设备符合要求,不能利用的坚决不用,避免留下安全隐患。
旧设备利用的管理是化工设备管理中一个特殊的区域,在化工行业比较常见,目前行业内缺少旧设备可利用的标准和方法,本文可为相关人员提供一定参考。
