碳钢厚板对接焊缝相控阵检测技术与射线检测技术比较分析
2022-06-23宋文华
宋文华

摘要:在碳钢厚板的广泛应用背景下,以往的射线检测技术无法更为精准地探测出板材面积型缺陷,且射线技术对面积型缺陷的检出率及典型小体积型缺陷的信噪比不断降低。因此,人们提出超声相控阵检测技术的主张,本文在阐述超声相控阵检测技术原理的基础上,对超声相控阵检测技术和射线检测技术在碳钢厚板检测中的问题进行探究。
关键词:碳钢厚板接焊缝相控阵检测技术射线检测技术
Comparative Analysis of Phased Array Inspection Technology and Radiographic Inspection Technology for Butt Weld of Carbon Steel Thick Plate
SONG Wenhua
(Shenyang Market Supervision Service Center(Shenyang Inspection and Testing Center), Shenyang Liaoning 110000)
Abstract: In the context of the wide application of carbon steel thick plates, the previous radiographic testing technology can not detect the plate area defects more accurately, the detection rate of area defects and the signal-to-noise ratio of typical small volume defects by ray technology are decreasing. Therefore, people put forward the idea of ultrasonic phased array detection technology, based on the principle of ultrasonic phased array detection technology, the problems of ultrasonic phased array detection technology and radiographic detection technology in the detection of thick carbon steel plates are explored.
Key Words: Carbon steel thick plate; Butt weld; Phased array detection technology; Radiographic testing technology
超声相控阵检测技术是在20世纪90年代后期出现的,后来在发达国家逐渐推广发展的被广泛应用在压力容器和压力管道对接焊接接头的质量检测技术形式,随后被人们广泛应用到重要机电设备及汽轮机叶片根部和涡轮圆盘等设备内部缺陷检测工作中。使用超声相控阵检测技术支持下的扇形扫查方法能够精准地检测出碳钢厚板对接焊缝体积缺陷和面积缺陷。
1 超声相控阵检测技术
1.1 超声相控阵原理
超声相控阵会在脉冲出现延迟之后来触动一些位置,通过触动这些位置来调节压电晶片在不同环境下所产生的变化。在具体实施操作的时候,相控阵子单元的延迟时间深受其所在环境的影响。因而在使用相控阵探头检测的时候会呈现出以下几个方面的特点[1]。(1)依托计算机网络系统来调节声控波束的角度、变化幅度及产生的聚集距离。(2)在小型化的探头支持下来对设备所在的位置和彼此之间呈现出来的角度进行检测分析。(3)可以对复杂形状开展多元检测。在这一检测方法的作用下能够精准地反映出焊缝内部的基本情况,从而帮助相关人员更为直观地了解厚板的缺陷问题。在超声相控阵检测技术的支持下能够帮助人们更好地应对复杂的检测现场,从而提升检测数据信息的精准性。
1.2 超声相控阵检测技术
超声相控阵检测技术是超声成像检测技术的重要检测形式,在具体实施操作的时候会借助多个分列的小压电元件(晶片)和电子方法控制各个组元的触发时间,使得超声波主要声束能够在设定好的范围内朝着任意的方向传播,并能够根据需要在任意深度上实现聚焦。超声相控阵检测技术具有灵活多变的特点,在具体实施的时候可以根据试验件的厚度来确定聚焦基本条件,最终对试件的材质、板材的厚度来开展检测。在计算机技术的深入发展下,超声成像技术中的超声相控阵检测技术显示出了以下几个方面的优势[2]。
(1)超声相控阵检测技术支持下的相控阵超声声束能够完成聚焦检测,实现对声束的偏转处理。和射线检测技术相比,超声相控阵检测技术支持下的扇形扫查能够扩大检测范围,最终提升检测效率。(2)超声相控阵检测技术可以通过内部的软件来模拟出实际检测结构,并实现仿真模拟测试分析。在具体实施操作的时候通过在软件中输入检测焊缝的实际结构和尺寸大小就能够模拟出声束的扫描范围和扫描路径,最终扩大数据检测范围。同时,在物件出现问题的时候,超声相控阵检测技术还能够帮助相关人员直观地观察缺陷在焊缝中的位置。(3)在超声相控阵检测技术的支持下缩短扫查距离。在探头不移动的时候,为了能够处理焊缝聚焦波束的变化,可以采取恰当的措施来自动调节楔块的角度、线性变化和总体约束偏移,并在移动探头不变的情况来合理把控声束的扫查范围,在有需要的时候同一时间实现对发射横纵波的检测。
2 射线检测的局限分析
基于核電站的复杂性,为了能够保证核电站的稳定运行,在设计核电产品时候要充分考虑其安全数值和周围的服役周期,由此就会使得部分板材的焊缝厚度增大,板材的制造、焊接和检测难度也会加大。射线检测技术是碳钢厚板厚度检测的主要技术形式,其底片能够精准地反映出焊缝内部的缺陷影像信息,并为产品质量证明文件的永久性保存提供充分的支持。但是从实际应用操作上来看,射线检测技术在使用时对体积缺陷检测比较敏感,对面积缺陷的检测敏感度较低。在板材厚度增加的情况下,如果穿越板材厚度的力量缺乏,那么就会降低碳钢厚板缺陷在射线底片上的对比度,碳钢厚板的缺陷率也会降低[3]。
从实际应用情况来看,碳钢厚板射线检测的工作流程繁琐,工作量较大,在具体实施操作的时候为了能够保障系统运作得到正确信息的支持,需要做好设备防护管理和辐射调控工作,如在开展射线检测的时候要注重采取积极的措施规避交叉作业的现象。对于射线连接位置上可能出现的缝隙要采取必要的措施去处理这些缝隙,其中,超声相位控制检测技术就能够应用恰当的技术手段来有效处理厚板的对接缝隙,在先进技术手段的支持下来弥补以往检测可能遇到的局限性问题。
3 模拟缺陷试块的设计
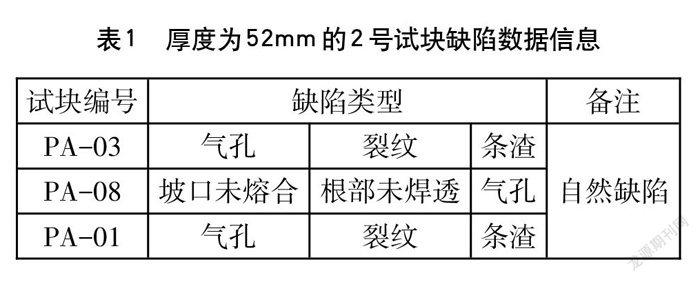
为了能够验证超声成像检测技术和射线检测技术对厚板焊缝检测工作开展所产生的深刻影响,本文以1300 mm厚度的试验块为基本研究对象,在这个试验快上开展试验分析。从实际实施操作中,会提前在试验块上埋设不同类型、不同大小的试验快假设研究对象,通过使用不同的检测方式来对试块存在的缺陷进行分析,全面了解缺陷检出率。在检测过程我们发现碳钢板的主要设计缺陷如:一区存在条渣、坡口未熔合的缺陷;二区存在未焊透、坡口未熔合的缺陷;三区存在裂纹和层间未熔合的缺陷。试块2是厚度为52mm的一系列碳钢对接焊缝,总体设计出了3个试块,每个试块上面包含3个自然缺陷,在控制焊缝的时候会发现相同性质的焊缝存在自身尺寸大小不一致的现象[4]。厚度为52mm的2号试块缺陷数据信息如表1所示。
4 缺陷试块不同检测方法的结果对比
4.1 试块1检测数据对比
(1)相控阵的检测。使用ISONIC2009相控阵仪器设备开展焊缝参数结构设计,在探头距离焊缝边缘175mm的位置上使用拥有32个晶片的探头,扇形角度在36°~69°的设备来完成对焊缝的一次性扫查。在具体实施的时候参考反射体会严格按照ASME标准中对横孔制作曲线的规定来进行设计。经过一系列的检测分析,在第一个区域内没有出现未熔合和条渣,在第二个区域发现了未焊透、未熔合和条渣,在第三个区域发现各个层间未熔合及裂纹缺陷。(2)X射线检测。在开展射线检测的时候所使用的加速器型号是9Mev,透照焦距为2.5m,增感屏铅元素的厚度在5mm,透照时间为2min。在射线底片0-1的区域范围内仅仅能够发现在距离端部0处90mm的位置上出现了一个缺陷,经过判断验证这个缺陷是条渣,条渣的长度在14mm。在第一个区域范围内的未熔合的及气孔缺陷没有被检测出来。在第二个区域没有检测出未焊透。在射线底片1-2位置上发现两个位置的缺陷,包含裂纹缺陷和未熔合缺陷,裂纹缺陷的长度为20mm,未熔合缺陷的长度为6mm。这两个缺陷的影像表现比较淡,在底片上也仅仅是模糊能够看到。在不了解预埋缺陷的情况下,对于钢板的缺陷会经常性地出现错误判断,各个缺陷在底片上的对比度较低,在第二个区域上的未焊透没有检查出来,在第三个区域上也没有发现层间未熔合缺陷[5]。(3)检测数据信息的综合对比分析。使用上述描绘的相控阵和射线检测工艺参数来对试验块开展检测分析,各个检测方法作用下的检出情况如表2所示。
4.2 试块2系列检测数据新的对比
(1)相控阵检测。第一,PA探头参数。在测试分析的时候探头牵扯到了32个晶片,一次激发16个晶片,耦合补偿6dB。第二,检测灵敏度的参数。测试基准灵敏度一般直径为3mm的横通孔。对三块自然缺陷开展模拟试验快分析,最终发现三个试验快中有九个缺陷被完全检测出来。(2)射线检测。使用SITE3605射线机进行射线检测,检测时的管电压是340 kV,每分钟的曝光量为15mA[6]。
4.3 检测数据总结
模拟试验所包含的信息有气孔、裂纹、未熔合、未焊透、条渣、层间未熔合6个常见的缺陷。对待这些缺陷,在具体实施操作的时候使用超声成像检测技术形式会达到精准化的检测效果,超声检测技术应用的效率要比射线检测缺陷所达到的结果理想。有至少6个危险性缺陷没有检测出来。伴随钢板厚度的增加,射线缺陷的检出率会在以往的基础上进一步降低,最终检出率会降低到50%左右。52mm厚度试验快上的射线检出率为78%。由此可以充分证明了,射线缺陷检出率数值大小会和板材的厚度呈现出一种反比的关系,且在具体实施操作的时候,超声成像检测缺陷的检出率不会受到板块自身厚度干扰的影响,其独特的成像方式有效弥补了传统意义上常规超声检测存在的问题。
5 结语
综上所述,通过对以上实际缺陷位置的不同检测方法应用比对分析我们发现,射线检测技术在厚板对接焊缝检测中存在一定的缺陷,导致厚板缺陷检测率低下,不仅如此,在厚板厚度增加的情况下,对厚板的面积型缺陷检出率也在不断变差。在现代科学技术的发展支持下,人们提出了超声检测的主张,经过实验对比分析发现,超声检测方式实现了从脉冲反射法常规检测到可记录成像检测的转变,弥补了以往常规超声检测的不足。
参考文献
[1] 王景人,支泽林,靳超.小径管焊缝X射线数字成像检测与相控阵成像检测技术对比[J].无损检测,2018,40(4):30-35,40.
[2] 李新蕾,邹伟光,莫永兴,等.无损检测技术对比研究[J].工业技术创新,2018,5(2):102-105.
[3]黄旭.鋼结构桥梁焊缝无损检测技术探讨[J].江西建材,2021(12):65-67.
[4] 李守彬,夏中杰,孔晨光,等.相控阵超声检测技术在核电厂不等厚对接环焊缝检测中的应用[J].压力容器,2020,37(10):64-69.
[5]唐亮,张进,邓小云.核电厂BOSS焊缝的相控阵超声检测[J].无损检测,2019,41(6):46-50.
[6]汤建帮,康志平,余哲,等.核电厂BOSS头焊缝相控阵超声检测技术[J].无损检测,2018,40(10):29-33.
