磁场作用下2205 双相不锈钢焊缝成形与组织特征
2022-06-22孙清洁李富祥冀永壮刘一搏靳鹏任惠圣
孙清洁,李富祥,冀永壮,刘一搏,靳鹏,任惠圣
(1.哈尔滨工业大学,先进焊接与连接国家重点实验室,哈尔滨,150001;2.哈尔滨工业大学(威海),山东省特种焊接技术重点实验室,威海,264209)
0 序言
双相不锈钢(duplex stainless steel,DSS)由于显微组织中奥氏体相(γ)和铁素体相(δ)的比例接近50/50,其结合了奥氏体不锈钢和铁素体不锈钢的优点,在一般腐蚀环境中表现出优异的性能,因此被广泛应用于土木工程、海洋工程等领域[1-4].
熔化焊是DSS 常用的焊接方法.在DSS 熔化焊过程中,熔池在经历了非平衡凝固过程后,容易出现DSS 焊接接头中的奥氏体/铁素体两相组织的不平衡[5],从而使接头性能恶化.在DSS 的焊接接头中,由于相比例失调,焊缝熔合区容易在力学行为中失效[6].同时,不同焊接方法的冷却速率不同,会导致焊缝γ 相和δ 相的体积分数存在差异[7].传统低能量密度的电弧焊,如气体保护焊(gas metal arc welding,GMAW)和埋弧焊(submerged arc welding,SAW),由于其冷却速度较慢,焊接接头奥氏体含量能够得到保证,但大热输入易导致接头变形、应力严重,不适用薄板的焊接.高能量密度的激光焊、电子束焊焊接变形小,焊接接头热影响区窄,但对于DSS 而言,热输入太低会导致铁素体含量的升高.从热输入的角度讲,钨极氩弧焊(gas tungsten arc welding,GTAW)介于以上两类焊接方法之间,对于薄板可实现自熔式或者填丝焊接.采用GTAW焊接薄壁DSS 板材时,虽然接头的奥氏体含量高于高能量束焊接方法的接头,但常常仍然无法达到工业的应用标准(奥氏体应含量大于25%)[8],同时接头中柱状的铁素体组织也会恶化焊缝的力学性能[9].
焊后热处理在一定程度上可以改善焊缝区的相比例,但这无疑增加了生产周期以及制造成本[10].磁场辅助焊接技术可以改善接头质量,日益受到学术界及工业界的关注.García-Rentería 等人[11-12]考虑到磁场对熔池的搅拌作用,将2205 DSS板材放置在轴向磁场中进行GMAW 焊接,发现磁场的施加可以增加焊缝中奥氏体的含量,其认为细化的铁素体为奥氏体的析出提供了更多的形核位点.Biradar 等人[13]利用摆动电弧GTAW 焊接Al-Mg-Si 合金,结果表明摆动电弧可细化晶粒,从而使接头的强度和塑性得到提高.Yuan 等人[14]采用磁场辅助摆动电弧GTAW 焊接镁合金,结果表明摆动电弧会降低熔池的冷却速率,从而增加成分过冷,细化焊缝中镁合金的枝晶.
磁场辅助焊接可为DSS 的焊接提供新思路,但关于磁场辅助GTAW 电弧摆动焊接薄壁DSS 的报道仍然匮乏.鉴于此,文中采用摆动电弧GTAW 对2205 DSS 进行自熔焊接,并讨论了不同励磁电流下焊缝成形特征以及微观组织演变.该研究旨在明确摆动电弧对2205 DSS 焊缝成形及组织的影响,并为磁控焊接的发展提供一定的试验依据.
1 试验方法
试验材料尺寸为100 mm × 100 mm × 3 mm 的2205 DSS 双相不锈钢板,母材的名义化学成分如表1 所示.

表1 2205 DSS 名义化学成分 (质量分数,%)Table 1 Nominal chemical compositions of 2205 DSS base metal
用于试验的摆动电弧GTAW 焊接平台如图1所示,焊枪与机械手臂集成,从而实现自动控制.基于课题组前期的关于磁场辅助焊接的研究成果[15-16],采用单磁极的磁发生装置(励磁线圈1 000匝),通过改变励磁电流来调节电弧的摆动幅度,励磁频率为1 Hz.采用的钨极直径为3.2 mm,钨极尖端角度为30°.具体焊接工艺参数如表2 所示.
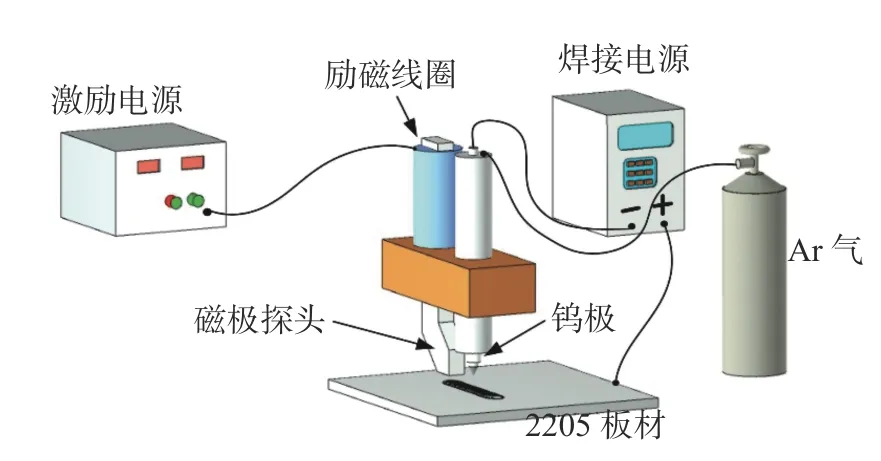
图1 摆动电弧GTAW 焊接平台Fig.1 GTAW platform with arc oscillation
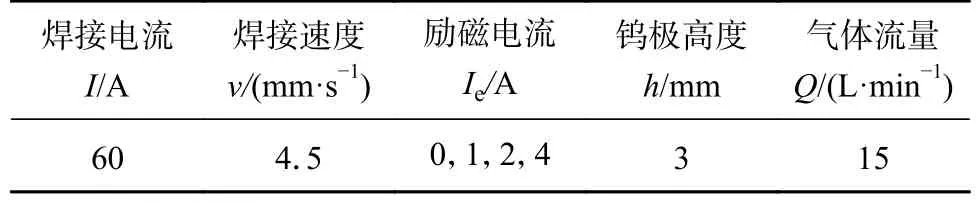
表2 焊接工艺参数Table 2 Welding parameters
垂直于焊缝方向切取金相试样并进行组织观察.金相试样经打磨抛光后在体积分数为30% 的硝酸水溶液中施加2.5 V 的电压进行电化学腐蚀,腐蚀时间8~ 10 s.为了获得焊缝组织的相比例及晶粒特征信息,采用配备了电子背散射衍射 (electron back scatter diffraction,EBSD)的ZEISS 扫描电子显微镜对试样进行观察.EBSD 试样制备与金相试样存在差异,将机械抛光后的EBSD 试样放置在由20 mL 高氯酸和80 mL 冰醋酸配置成的溶液中进行电解抛光,采用的电压为25 V,抛光时间为25~30 s.EBSD 图像采集时采用加速电压为20 kV,扫描步长为3.5 μm,使用TSLOIM 型分析软件对EBSD数据进行分析.
为了获取硬度分布特征,采用MICRO-586 型硬度测试计对不同接头的硬度进行测量,试验力为0.98 N,加载时间为10 s,测量点间距为0.5 mm.
2 试验结果与分析
2.1 接头截面特征
图2 为不同励磁电流下接头截面形貌.不同励磁电流下的焊缝截面特征存在差异.当不施加磁场时(励磁电流为0 A),接头呈现为未焊透的状态;施加励磁电流1 和2 A 后焊缝发生熔透;当励磁电流为4 A 时,熔合情况变差,但熔深依然大于不施加磁场的接头.根据焊缝截面形貌,对不同励磁电流下的焊缝特征进行具体描述和特征分析.如图3 所示,W1表示焊缝上宽度,W2表示焊缝根部宽度,D表示焊缝熔深.提取后的特征值分别统计在图4 中.如图4a 所示,施加电弧摆动后,焊缝上熔宽会变宽,同时当励磁电流为4 A 时,上熔宽取得最大值;对于根部熔宽而言,励磁电流为1A 时取得最大值,同时由于励磁电流为0 和4 A 时焊缝未熔透,故根部宽度为0 mm.
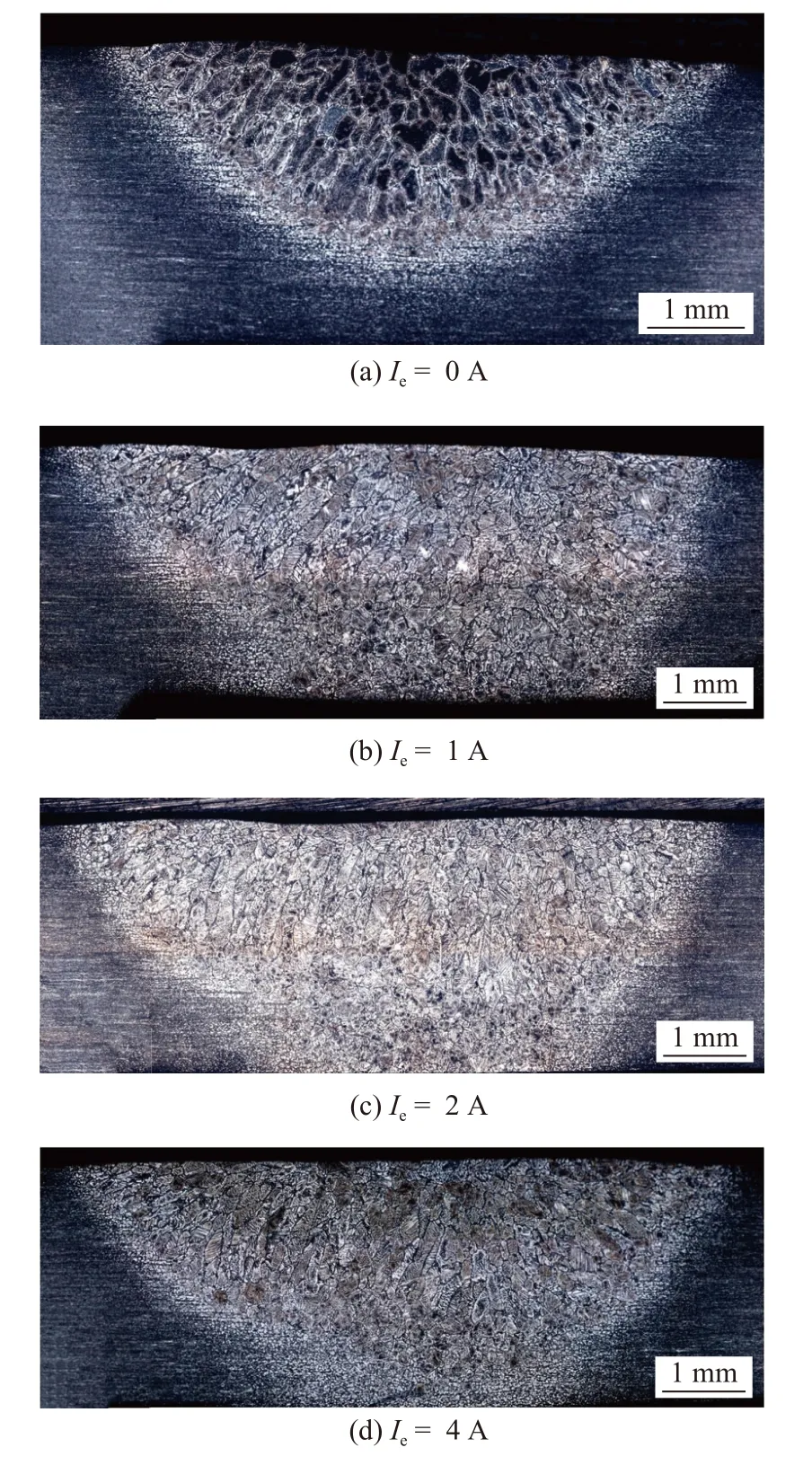
图2 不同励磁电流下接头截面形貌Fig.2 Cross section morphology of welds with different excitation currents.(a) Ie=0 A;(b) Ie=1 A;(c) Ie=2 A;(d) Ie=4 A
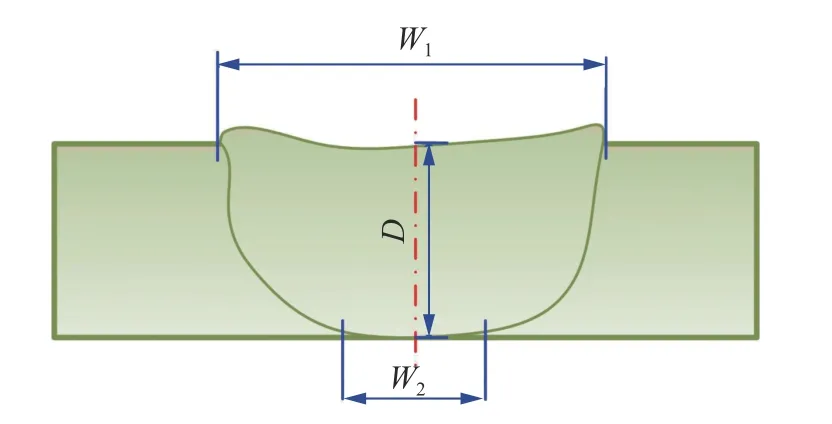
图3 焊缝截面特征定义Fig.3 Characteristic of weld section
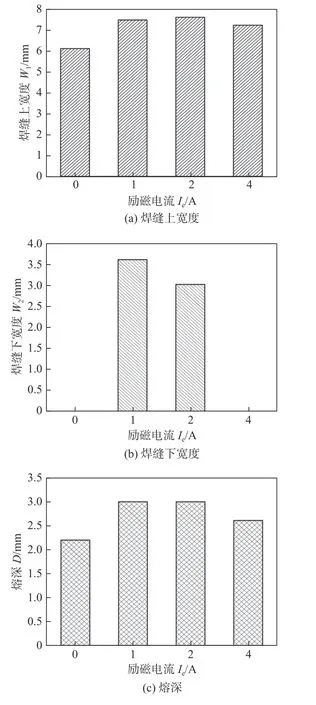
图4 不同焊接参数下的接头特征信息Fig.4 Specific characteristic information with different excitation currents.(a) top width of the weld;(b)nether width of the weld;(c) penetration depth of the weld
焊缝的形貌及熔合情况与电弧的形态及能量息息相关.在横向磁场辅助GTAW 中,电弧实现摆动,主要依赖于外加磁场在电弧区域产生了交变磁场,而电弧由带电粒子构成;当磁场感应强度B(mangetic flux density)达到一定值时,电弧区域的带电粒子即可在洛伦兹力的迫使下做圆周运动,形成摆动电弧[17].带电粒子在磁场中所受的洛伦兹力F由式(1)描述.

式中:F为洛伦兹力;q为带电粒子的电荷量;B为磁感应强度.
当焊接电流一定时,可视为带电粒子的速度一定,带电粒子所受的洛伦兹力与B成正比.根据电磁学知识,B值满足式(2).

式中:NIe代表磁动势(N为线圈匝数,试验中为定值;Ie为励磁电流),那么增加励磁电流,即增加B,电弧摆动幅度随之增大.
电弧摆动势必会引发电弧长度发生变化,电弧长度增长会导致电弧电压升高[17].根据焊接热输入计算公式(3),焊接热效率系数δ与焊接方法有关,可视为常数.

式中:Q为焊接热输入;δ为焊接热效率系数;U为电弧电压;I为焊接电流;v为焊接速度.
当焊接电流I与焊接速度v一定时,焊接热输入取决于焊接电压值的大小.摆动电弧的热输入可能大于无电弧摆动,从而造成施加了电弧摆动后的熔深增大.但并不意味着励磁电流越大,熔深越大.当励磁电流增大,电弧长度虽然增加,但电弧加热面积也会增大,从而可能导致单位面积的受热密度降低,这也是励磁电流为4 A 时熔深减小的原因.
2.2 微观组织与接头性能
借助EBSD 技术可以获得焊缝中晶粒的详细信息.图5 为不同焊接条件下焊缝中铁素体的反极图以及铁素体/奥氏体两相图.双相不锈钢在焊接过程中,焊缝中容易出现铁素体的柱状晶粒[7,9],而奥氏体往往在铁素体晶间和晶粒内部析出.当不施加磁场时,在焊缝中可以发现粗大的铁素体柱状晶,结合两相图,发现少量的奥氏体在铁素体的晶间析出.施加了磁场后,当励磁电流为1 A 时,铁素体晶粒呈现为等轴状,同时大量的奥氏体在铁素体晶粒内部和晶间析出;当励磁电流为2 A 时,铁素体晶粒为等轴状与柱状的混合模式;当励磁电流继续增大到4 A 时,铁素体晶粒依然为柱状晶与等轴晶的混合,但铁素体晶粒有粗化的趋势.基于EBSD图像,对铁素体晶粒大小和奥氏体含量进行了统计,如图6 所示.不施加磁场时,铁素体平均晶粒尺寸最大约为236.5 μm,奥氏体含量处在最低水平,体积分数约5.5%;励磁电流为1 A 时,铁素体平均晶粒尺寸最小为164.2 μm,奥氏体含量同样也达到最高值34.7%;随着励磁电流的增大,铁素体晶粒逐渐变大,奥氏体含量逐渐降低.因此,摆动电弧可对DSS 的焊缝组织进行调控.
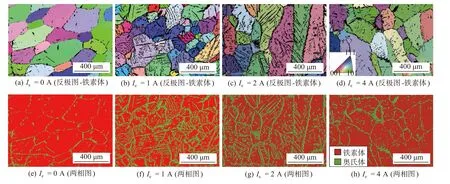
图5 不同焊接参数下焊缝微观组织EBSD 分析Fig.5 EBSD analysis of microstructure of welds with different excitation currents.(a) Ie=0 A (IPF map of ferrite);(b) Ie=1 A (IPF map of ferrite);(c) Ie=2 A (IPF map of ferrite);(d) Ie=4 A (IPF map of ferrite);(e) Ie=0 A (phase map);(f) Ie=1 A (phase map);(g) Ie=2 A (phase map);(h) Ie=4 A (phase map)
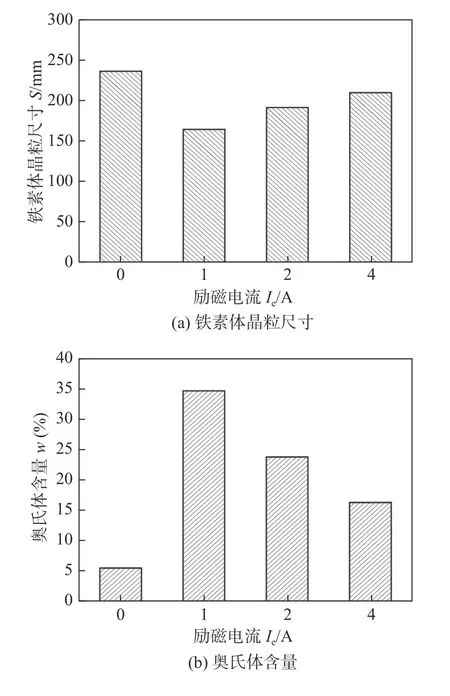
图6 不同励磁电流下焊缝中铁素体晶粒尺寸及奥氏体含量Fig.6 Ferrite grain size and austenite content of the welds with different excitation currents.(a) ferrite grain size;(b) austenite content
双相不锈钢在焊接凝固过程中的凝固模式为FA 模式[1],电弧摆动可造成双相不锈钢熔池凝固过程中铁素体基体的细化.励磁电流为1 A 时,晶粒细化效果最为明显.摆动电弧会改变熔池的受热状态,为分析磁场作用下DSS 焊缝中的组织演变,首先,需明确电弧的运动轨迹.在电弧摆动过程中,电弧的运动轨迹并非是直线,其实际上按如图7 所示的锯齿轨迹行走,图中1~ 6 号点代表不同时刻的熔池中心位置.根据Yuan 等人[14]所述,锯齿形的电弧行走方式会使熔池交叉.在焊接过程中,实际上每次摆动的电弧是对已被预热的金属进行焊接,但被预热的区域仅仅是待形成熔池的一部分,最终诱发了熔池内部温度梯度的降低,导致固液界面前沿处的成分过冷被增加,从而经过电弧摆动后发生重熔的柱状晶转变为等轴晶.由于成分过冷的存在,熔断的柱状晶得以幸存.不同励磁电流下,电弧的摆动幅度不同.随着励磁电流的增加,受热区域增大,单位面积上的热量将会减小,从而温度梯度会随之减小,成分过冷的作用也会减弱,奥氏体含量增加,如图8 所示.奥氏体含量之所以增加的原因,一是铁素体晶粒的细化,同时也为奥氏体的析出提供了更多的形核位点;二是摆动电弧在一定程度上能够降低冷却速率[14],从而为奥氏体的析出提供了更多的时间.如此以来,不同励磁电流下铁素体与奥氏体的演变特征得以阐明.
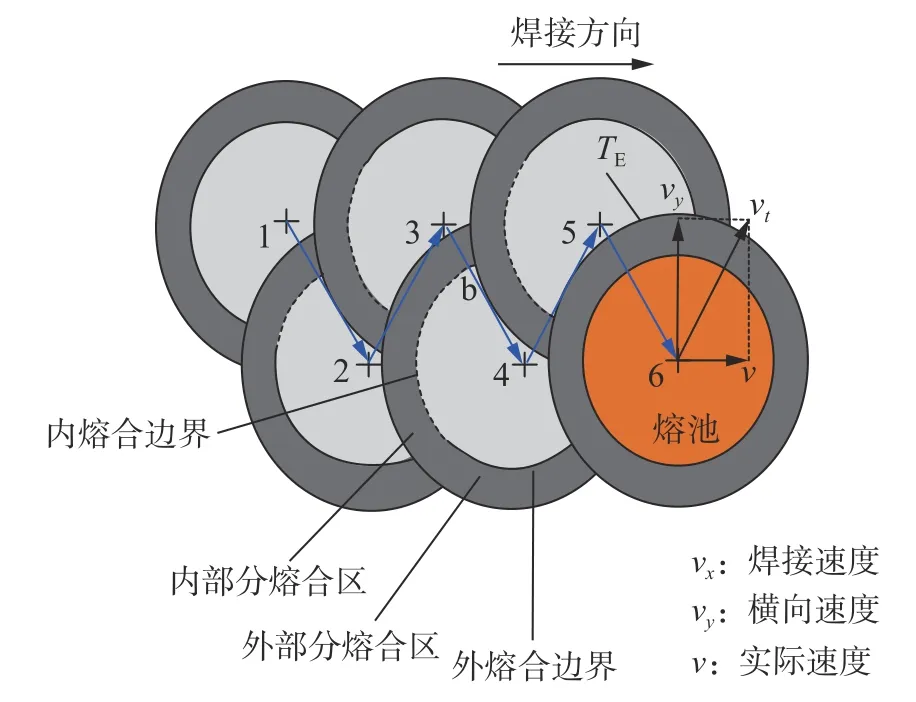
图7 摆动电弧的锯齿形行走轨迹Fig.7 Zigzag trajectory of the oscillating arc
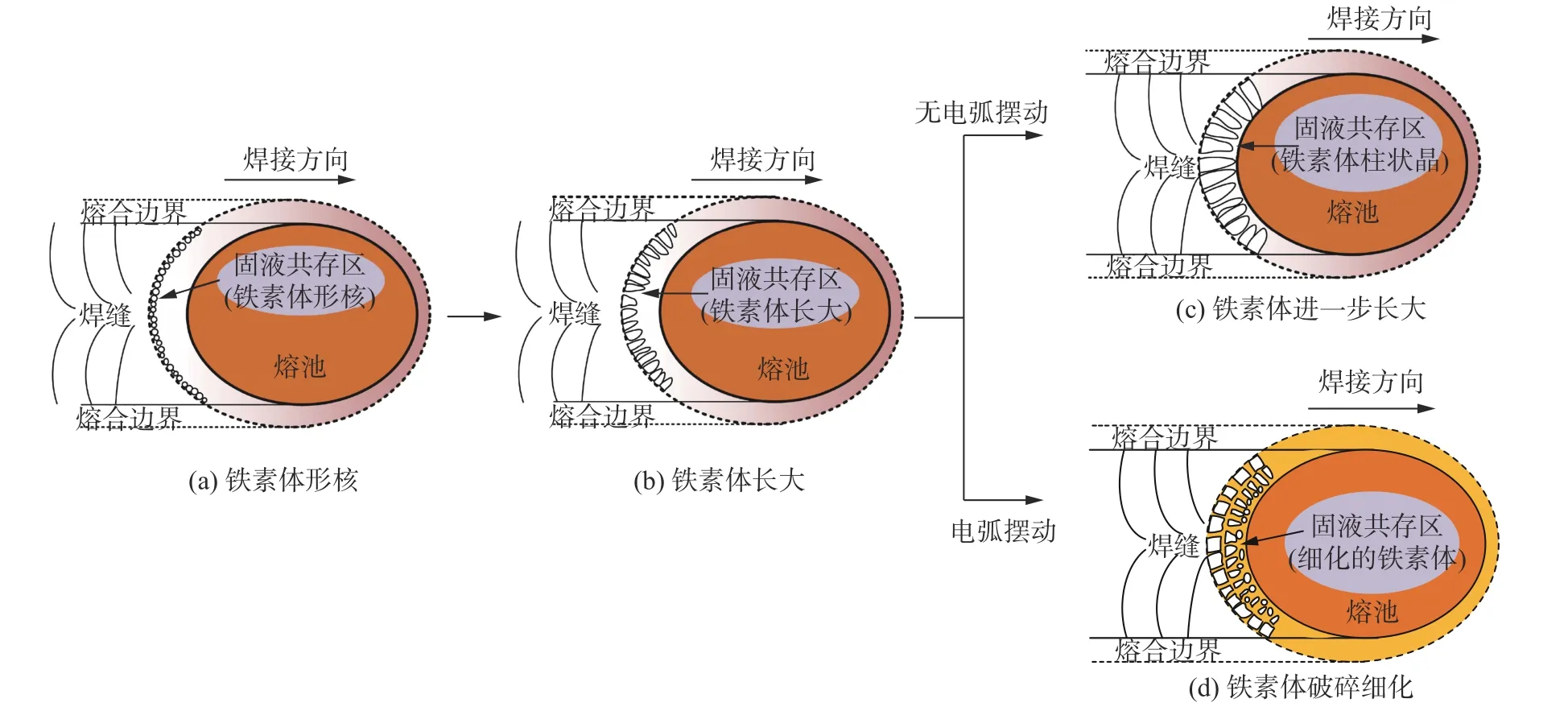
图8 电弧摆动下铁素体晶粒的细化机制Fig.8 Refinement mechanism of ferrite.(a) nucleation of ferrite;(b) ferrite growth;(c) further growth of ferrite without arc oscillation;(d) refinement of ferrite with arc oscillation
2.3 硬度分布特征
双相不锈钢接头在经历了冶金熔池的非平衡凝固过程后,接头的两相比例将会发生变化,不同的励磁电流下,铁素体与奥氏体相比例的改变也会诱发组织硬度的变化.图9 为不同励磁电流下的硬度分布特征.从图9 可以看到,在不施加磁场时,焊缝区域的硬度值水平较高,施加了磁场后,硬度值明显降低;随着励磁电流的增加,硬度值水平各有不同程度的增加.焊缝的整体硬度水平都高于母材.对于硬度的分析,通常认为晶粒尺寸与硬度大小存在一定的关系.换言之,可用霍尔-佩齐关系式来描述硬度的变化,即晶粒越细,硬度越高.当励磁电流为1 A 时,平均晶粒尺寸最小,推测此焊接条件下的焊缝硬度应该最高,但这与试验中硬度分布不相符.关于双相不锈钢焊接的研究报道,奥氏体含量的上升可降低接头的硬度[7].Gao 等人[2]采用纳米压痕的方法,表征出双相不锈钢接头中铁素体具有比奥氏体更硬的特性.不同焊接条件下的硬度分布演变得以明确,即基于双相不锈钢的两相本身的硬度属性,在摆动电弧作用下焊缝中奥氏体含量的提高,从而降低了焊缝的硬度值.
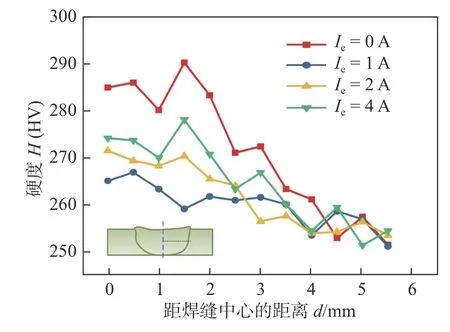
图9 不同励磁电流下接头硬度分布特征Fig.9 Hardness distribution of the welds with different excitation currents
3 结论
(1)摆动电弧可以改变DSS 接头的焊缝成形,并促进焊缝熔合.但随着励磁电流的增大,焊缝的熔透效果变差.
(2)在摆动电弧作用下,焊缝中铁素体得到细化.当励磁电流为1 A 时,晶粒细化效果最为显著,此时奥氏体含量也达到最高值.随着励磁电流的增大,铁素体晶粒细化效果逐渐减弱,同时奥氏体含量也呈现出逐渐降低的趋势.
(3)摆动电弧诱发的焊缝硬度变化,主要依赖于奥氏体与铁素体的相比例.奥氏体含量越高,焊缝组织的硬度越低.
