国内外氯化亚砜产品的差距研究和电子级氯化亚砜生产工艺方法探索
2022-06-21潘英曙
潘英曙
(江西世龙实业股份有限公司,江西 乐平333311)
氯化亚砜又名亚硫酰氯、氯化亚硫酰,学名二氯亚砜,是一种无机化合物,化学式是SOCl2。 相对密度(水=1)1.64,可混溶于苯、氯仿、四氯化碳等,140 ℃时分解。 主要用于有机物的氯化剂,如醇类羟基、酸酐、有机磺酸和硝基化合物的合成或置换,还用于制备药物中间体、有机酸酐、染料中间体等合成的催化剂。 氯化亚砜是锂电池(新能源汽车动力电池)电解液双氟磺酰亚胺锂(LiFSI)的原料之一。
1 国内产品现状
国内生产氯化亚砜的厂家众多,山东凯盛、江西世龙、金禾实业等是国内产能较大的厂家,各家生产的氯化亚砜产品质量相差不大,均为国内先进水平。但国内生产厂家的氯化亚砜产品质量均达不到电子级产品质量,不能用于制造锂电池。
目前, 国内最大的锂电池生产商亿纬锂能公司每年所需电子级氯化亚砜3 000~4 000 t (正在逐年增加,随着新能源汽车行业的飞速发展,预计所需氯化亚砜产品将会成倍增长), 国内市场占比70%左右,其生产所需氯化亚砜均是从德国朗盛公司进口。相比国内氯化亚砜产品,进口产品价格昂贵(其包装价格昂贵),供货周期较长,明显具有较大短板。因中美贸易摩擦加剧及欧盟自身等问题,2022 年开始,美国限制氯化亚砜等产品出口中国。 这种世界格局的变化必然导致国内锂电池生产商拓展国内供应商,亿纬锂能公司走在了国内锂电池生产商的前列。
2009 年,亿纬锂能公司开始着手寻求国内氯化亚砜产品的供应商, 并对世龙公司氯化亚砜产品进行了小范围试用。 世龙的产品质量符合当时的技术标准,但因产品包装问题没有合作成功。当时国内氯化亚砜产品均使用PE 塑料桶进行包装, 存在密封不达标问题,且塑料桶耐不了负压,亿纬公司使用真空抽吸工艺,致使包装桶变形、破裂、泄漏,存在发生安全事故的风险。
2021 年,因氯化亚砜进口的问题,亿纬锂能公司迫切需要国内的电子级氯化亚砜供应商, 世龙公司也希望产品质量更上一个台阶,基于这种需求,双方开始了新一轮的合作与探索, 亿纬锂能公司对世龙公司的氯化亚砜产品进行了频繁的试用(实验小试)。 亿纬公司在世龙公司现场的测试结果见表1。
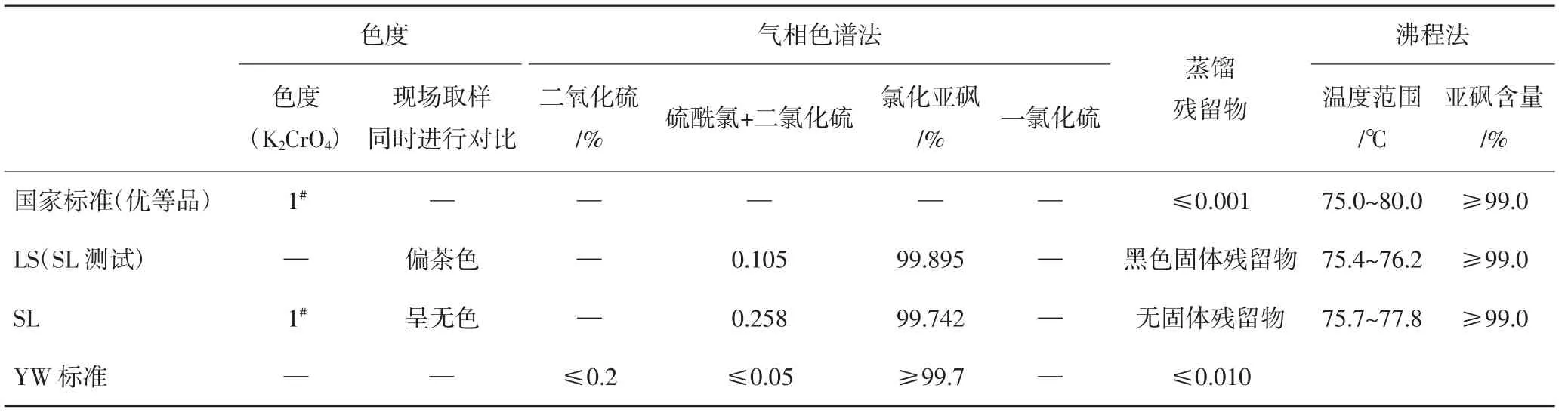
表1 氯化亚砜产品质量对比
通过对国内外产品简单的测试和比较, 发现两者存在明显差异。 经过分析后发现是取样点存在差异,国外公司是从包装桶内提取,世龙公司是从生产工艺管道中提取, 其取样点差异使产品质量不具有可比性。后续通过沸程法对比(均为桶装样品),国内氯化亚砜产品明显发黄,且蒸馏黑色残留物明显。
通过对国内外氯化亚砜产品进行综合性能测试比较后发现, 国内氯化亚砜产品质量指标与国外氯化亚砜的差距主要表现在以下几个方面。
1.1 产品色泽的差距
因锂电池产品的精密性和工艺需要, 无论是国外还是国内氯化亚砜产品,在投料使用前,亿纬公司通常采用玻璃生产装备进行真空减压蒸馏, 进一步剔除原料氯化亚砜因包装等带入的杂质。 该生产装备及方法可有效剔除原料氯化亚砜中的多种杂质,如氯化亚砜与包装容器发生反应产生的氧化物以及铁离子等。
国外公司使用的是公司自产的镀锌铁桶, 氯化亚砜产品通过真空氮气保护包装系统注入包装桶内, 通过多种方式运输至亿纬公司。 其产品在桶内的色泽为茶色,通过真空抽吸,经过蒸馏装置剔除杂质,蒸馏后氯化亚砜产品色泽为无色,符合亿纬公司产品使用标准。
而国内氯化亚砜产品(以世龙公司为代表)使用A304 不锈钢包装桶,氯化亚砜产品通过人工氮气保护注入包装桶内,通过道路运输至亿纬公司。其氯化亚砜产品在包装桶内的色泽为淡黄色, 通过同样的蒸馏系统剔除杂质, 蒸馏后氯化亚砜产品色泽仍为淡黄色,即产品色泽无明显变化。与亿纬公司产品使用标准有一定的差距。
1.2 氯化亚砜产品纯度的差距
氯化亚砜产品的纯度是产品质量的重要指标,直接决定了产品的等级。 国内外氯化亚砜产品均达到了国内氯化亚砜行业的优级品指标, 但这种优级品指标很笼统(沸程法纯度达99.0%以上,色泽达到一定标准即可)。 作为锂电池的特殊原料,氯化亚砜产品质量指标要求更严格, 普通的优级品纯度指标远不能满足要求。 根据亿纬公司制定的原料指标标准, 达到电子级氯化亚砜产品的一个刚性条件是其纯度必须达到99.7%以上(色谱法)。
亿纬公司分别对国外公司和世龙公司氯化亚砜产品进行取样,采取气相色谱法进行分析对比。国外氯化亚砜产品纯度约为99.895%, 世龙公司氯化亚砜产品纯度约为99.742%。 虽然世龙公司氯化亚砜产品纯度达到了亿纬公司电子级氯化亚砜的使用标准(从产品纯度这一单一指标来看,世龙公司产品及国内其他氯化亚砜产品有替代进口的可能),但与国外公司相比,仍有一定差距。
1.3 产品蒸馏后残留物含量的差距(主要指标为铁离子含量)
氯化亚砜产品蒸馏残留物的多少(主要指铁离子含量) 是衡量其是否达到电子级产品的一个重要指标。 铁离子的存在直接影响到锂电池产品的使用寿命及使用过程中的诸多情况(如电压等)。
亿纬公司多次对氯化亚砜产品(送去的不锈钢包装桶内样品,非现场取样)进行蒸馏残留物测试,朗盛公司氯化亚砜产品铁离子含量为1.576×10-6左右, 世龙公司氯化亚砜产品铁离子含量高达12.387×10-6左右。 这一指标与当时亿纬公司在世龙公司现场取样测试的结果相差较大。 世龙公司与亿纬公司技术人员多次协作探讨, 推测这可能是不锈钢包装桶所致(氯化亚砜产品与不锈钢包装桶的钝化氧化层发生反应, 其中的铁离子进入氯化亚砜产品), 于是世龙公司改用玻璃制品容器样品进行测试,检测出铁离子含量约为3.923×10-6,指标明显下降,但与朗盛公司产品仍有较大差距。后经研究发现国内氯化亚砜产品的生产装备大部分为不锈钢材质,氯化亚砜产品流经的设备管道众多,其中的铁元素溶入氯化亚砜产品之中, 导致氯化亚砜产品中铁离子含量较高。
1.4 微量物质含量的差别
亿纬公司对国外公司和世龙公司氯化亚砜产品进行气相色谱法分析, 通过两家公司产品色谱图例进行观察对比。两家公司色谱图明显有区别,国外公司氯化亚砜产品色谱图仅有一个波峰, 其最高峰值略高于世龙公司氯化亚砜产品, 波峰最高值便是氯化亚砜产品的含量(99.895%);世龙公司氯化亚砜产品色谱图有两个波峰, 即在大波峰前方并列一个非常微小的波峰,正是这个小波峰,拉低了后面大波峰的峰值, 也解释了世龙公司氯化亚砜产品波峰略低于国外公司的原因, 即氯化亚砜产品含量略低(99.742%)。 色谱图上微小波峰对应的区域是硫酰氯及二氯化硫, 证明了现场取样测试时世龙公司氯化亚砜产品中的微物质即硫酰氯及二氯化硫含量高于国外公司(数据见表1)。
1.5 包装工艺及包装容器的差别
通过亿纬公司了解到, 国外公司与世龙公司包装工艺及包装容器方面存在较大差别。 朗盛公司使用的是自主研发的智能真空氮气保护包装系统,该包装系统可有效阻止空气与产品接触; 氯化亚砜产品使用的包装容器为自主生产的镀锌铁桶, 镀锌层可有效阻止铁离子进入氯化亚砜产品之中。 世龙公司使用的是人工充氮保护包装系统, 存在诸多不确定性, 难以有效隔绝空气, 产品有可能与空气接触(主要是与空气中的水分接触发生分解反应); 氯化亚砜产品的包装容器为国内购置的不锈钢包装桶,不能有效阻止铁离子进入氯化亚砜产品之中(不锈钢包装桶具有钝化层, 而酸性的氯化亚砜可与钝化层发生反应)。
2 国内产品用于锂电池存在的问题
产品使用情况取决于以国内外氯化亚砜产品为原料生产出的电芯产品性能、消耗成本等。亿纬公司分别使用两家公司氯化亚砜送样产品制作电芯,并经过后续一系列测试, 如制作电芯负载电压于不同储存方式的变化(主要是温度及时间方面指标变化情况), 制作电芯升温电压于不同储存方式的变化(主要是温度及时间方面指标变化情况)等。
2.1 送样制作电芯测试情况
经过亿纬公司检验测试,结果非常明显,使用世龙公司氯化亚砜制作的电芯的负载电压低于朗盛公司氯化亚砜制作的电芯;不同储存环境下,世龙公司氯化亚砜所制作的电芯在常温下的电压与朗盛公司差异较大(性能略低)。
2.2 消耗成本情况
世龙公司氯化亚砜产品含量略低,制作锂电池电解液双氟磺酰亚胺锂所需要的氯化亚砜消耗略高,相较于国外公司氯化亚砜产品,其消耗的氯化亚砜约增加0.5%。 由于反应过程的特殊性,其他原料消耗也相应有所增加, 增加了锂电池的制造成本。
2.3 能源消耗情况
世龙公司氯化亚砜产品色泽较深、 铁离子含量较高, 亿纬公司需通过二次甚至多次蒸馏才能符合铁离子含量使用标准,使其色泽接近国外产品。其消耗的能源(以蒸汽计)明显高于朗盛公司,每吨亚砜产品约多消耗0.65 t 蒸汽。 多次蒸馏会造成氯化亚砜产品的损耗,从而使氯化亚砜消耗升高。
3 针对差距和存在问题的优化处理方案
通过比较和分析, 亿纬公司和世龙公司认为与国外氯化亚砜产品的差距并不是不可逾越的, 可以通过工艺改进和技术攻关等手段来解决。
在亿纬公司相关技术人员的协作下, 世龙公司技术人员找出了国内氯化亚砜产品与进口产品质量等方面的差距与不足, 结合自身的生产装备和工艺特点,世龙公司组织技术人员不断攻关,探索出了以下行之有效的方法, 并进行了实验室小型试验及相应中型试验, 在提高氯化亚砜产品质量等方面取得了较好的进展。
3.1 玻璃精馏工艺实验装置的投入和使用
针对锂电池生产的精密性和工艺特点, 借鉴亿纬公司提纯生产工艺, 世龙公司增加了一套中型玻璃精馏工艺实验装置,即全装置均使用玻璃设备、管道及四氟连接件。通过该套装置,对来自三级精馏工序的成品优级品氯化亚砜重新进行精馏萃取, 剔除其中的杂质,提高氯化亚砜产品的纯度和色泽指标,达到电子级氯化亚砜产品标准。
3.1.1 玻璃精馏工艺实验装置流程
来自三级精馏工序的成品优级品氯化亚砜计量进入玻璃精馏塔再沸器内, 加热后的氯化亚砜气体上升,通过陶瓷填料,与向下流动的氯化亚砜液体不断发生传质传热, 在此过程中氯化亚砜产品逐步得到提纯,并在一定高度塔节实施采出(塔中采出),得到合格的电子级氯化亚砜产品。 再沸器底部实行不间断计量排污(主要剔除铁离子及高沸物等),排出物通过管道排入三级精馏工序,进行三级精馏。塔顶冷凝的氯化亚砜产品排至二级精馏系统(主要剔除硫酰氯及二氯化硫),进行二级精馏。 玻璃精馏工艺实验装置流程简图见图1。

图1 玻璃精馏工艺实验装置流程简图
3.1.2 玻璃精馏工艺实验装置应用分析及产品指标测试
通过国内诸多制药公司及亿纬公司的实际经验了解到,玻璃设备及管道可以有效阻止铁离子等杂质进入氯化亚砜产品。 通过对玻璃精馏系统头尾部分氯化亚砜产品剔除,可有效剔除硫酰氯、二氯化硫等低沸物以及一氯化硫、铁离子等高沸点高比重物质。 在玻璃精馏塔内,氯化亚砜产品经过陶瓷填料层的不断传质传热,可有效达到提纯脱色的目的。
经过分析和测试, 世龙公司通过中型试验玻璃精馏系统得到的氯化亚砜产品无论是产品纯度、色泽及铁离子含量等相应指标,均与国外产品接近,甚至个别指标更好。 下一步工作重点就是送样品至亿纬公司,进行制作电芯测试,分析生产的电芯产品性能。
3.2 产品包装工艺、设备的应用和构想
通过上述中型试验,氯化亚砜产品质量基本达到了国际先进水平,但并不能批量生产应用。 仍然需要解决氯化亚砜产品的包装问题。 因氯化亚砜产品的特殊性, 国内暂无一家包装设备能达到氯化亚砜产品真空充氮包装标准, 也无一种包装桶能达到使用要求(包装的产品不是变色变质就是包装桶穿孔泄漏)。
解决办法有以下两种选择。
(1)直接从朗盛公司进口包装系统和包装容器,但造价比较昂贵,且程序繁杂。
(2)使用氮气保护槽罐系统。氮气保护槽罐系统可以较好地隔绝空气,避免将杂质带入产品,而且产品运输、装卸、贮存、使用较方便(虽然首次使用会造成铁离子等杂质进入氯化亚砜产品, 但可以通过玻璃蒸馏系统脱除)。
世龙公司与亿纬公司协商后达成一致, 当世龙公司氯化亚砜产品质量达到电子级产品标准时,该公司可以以贮槽储存代替桶装储存。 可以使用不锈钢槽罐车专车输送, 亿纬公司建造双相不锈钢贮槽贮存氯化亚砜产品。
4 结语
有了电子级氯化亚砜产品领域的研究和探索方向,并在取得突破性进展的情况下,国内氯化亚砜产品终将取代进口产品,迎来质的飞跃。
