仿玻璃卡工艺在低定量纸张上应用研究
2022-06-18陈勇军戴胜杰
陈勇军,戴胜杰
(昆山市生力包装材料有限公司,江苏 昆山 215316)
0 引言
玻璃卡纸是一种每平方米重量>150g的铸涂纸。一般的涂布卡纸,由于表面涂层含有大量的填料,用以填充纸纤维并保留吸墨能力,这样生产的纸张表面亮度不高,且平整度也很低,人们就将纸张用表面极平滑的金属缸进行压光处理,以提高表面的平整度。如果待涂层固化后再进行压光,表面亮度和平整度的改进效果非常有限,因此就采用在热塑性颜料涂层还处于湿态的时候,用表面镀铬的金属缸进行超级压光,这样可保证涂层在干燥后表面能复制出金属缸的镜面效果,以达到最佳的平整度和光泽度。这种方法在行业中被命名为铸涂法,玻璃卡纸也被称为铸涂纸。热塑颜料涂层在未干燥的条件下直接接触缸面且受到较大的压力,所以不会发生在已固化涂层条件下收缩的情况,并且热塑涂层在高压下,约束了涂层收缩卷曲的现象,这样形成的涂层在成膜后就会更有规律的排列;同时,因涂层成膜过程一直有缸面贴合,镀铬缸面则会将其光滑和平整度极高的表面复制到涂层的表面,使得涂层固化后具有极高的平整度。在涂层固化的过程中,涂料含有的水分只能从纸张背面逸出,使得纸张表面保留了很多的细小的针孔,这些小孔正好有利于印刷油墨的吸收,因此,用此法所做的纸张既可保持表面极高的平整度又能保留部分纸张自身的吸收性[1]。
玻璃卡纸多应用于各种高档产品,增加包装物的光泽和平整度,使得包装的产品显得档次更高,例如有专门的产品为航空玻璃卡等。选用玻璃卡作为产品的包装材料,使得产品具有一种用料考究、装潢精美之意。用其做成食品、药品、化妆品等包装盒,密封性也更好,玻璃卡就成为了象征高档包装的材料之一。另外,所有的包装印刷企业都有追求高利润的意愿,通过开发一些附加值高、个性化强的产品成为一个最有效的手段。
烟包行业所用纸张的定量范围是从30g/㎡到230g/㎡。烟包用纸不同的烟单和不同的客户,对表面效果的要求多种多样,例如:表面亮度值、后道加工工艺、纸张幅宽和克重、VOCs等,客户只采购一种规格的玻璃卡纸很难满足所有产品的要求;而造纸厂一般都是生产固定规格大批量的产品,不会根据客户个性化的要求提供多种规格的玻璃卡纸。因此人们开始研究使用普通常规的烟用包装纸,在现用的网辊涂布的工艺条件下,加工出多种多样的玻璃卡纸,在生产的过程中当然没有可用来热压的镀铬高亮烘缸,所用涂料的组成也相对简单,方便根据多样化的要求进行调节。因此,人们使用薄膜代替烘缸,用烘箱加热,将涂料先涂布在薄膜上,立即与原纸贴合,在涂料湿态的状态下经烘箱加热干燥固化,随后将薄膜剥离,就能生产出类似玻璃卡纸表面高光泽、高平整度的纸张,因为是仿造玻璃卡纸的生产方式制造的纸张,所以在行业内被命名为仿玻璃卡纸。仿玻璃卡纸在表面的平整度上略差于玻璃卡纸,但表面亮度完全可达到玻璃卡纸的水平,甚至会更高,鉴于其后道应用的多样性,在烟包行业得到了广泛的使用。从烟包用条盒、小盒到烟用内衬纸,再到烟嘴处的接装纸,都能看到仿玻璃卡纸的身影。仿玻璃卡纸既保有了剥离卡纸较高的亮度、高于普通纸张的表面平整度,降低了成本,保证了烟包行业的卫生指标,又能通过涂层和工艺的个性化设计来满足后续不同加工、印刷工艺的要求,达到简约而不简单的目的。
烟草包装分为外包装纸和内包装纸,外包装纸包括条、小盒,纸张定量一般大于100g/㎡,内包装纸包括内衬纸和接装纸,内衬纸的定量一般在50g/㎡到90g/㎡,接装纸的定量都低于40g/㎡。仿玻璃卡工艺在外包装纸以及内衬纸上都有成熟的应用,而在卫生指标更加严格、直接入口的接装纸上却鲜有成熟的应用。这是由于镀铝和高光接装纸都使用转移工艺,生产出来的产品在平整度、亮度等方面都非常优异,而随着环保要求的提高,接装纸的VOCs以及生产时溶剂排放要求也更加严格。转移工艺所用的油性涂料,在溶剂排放和溶剂残留方面难控制,成本也较高,在烟用接装纸产品中使用风险日益增加。水性转移涂料,一般以水性聚氨酯乳液为主体,不仅成本高,且受到溶剂杂质残留的限制更多。比如聚氨酯乳液合成时需使用的有机氨中和剂和后扩链剂,以及一些高沸点溶剂等,这些都属于杂质项,且不易挥发,极易造成成品纸中杂质总量超 标[2-4]。因此,使用仿玻璃卡工艺加工低定量纸张又一次成为行业的热门话题,不仅生产成本降低、生产工序简化,丙烯酸酯乳液的残留单体可通过脱挥工艺消除,且无需加入高沸点溶剂,大大消除了引入杂质的隐患。本文选用两款常用水性仿玻璃卡涂料,通过调整涂布量、涂料的Tg,研究了仿玻璃卡工艺在接装纸等低定量纸张的性能变化,并确定达到最佳效果的工艺条件。
1 实验
1.1 主要原料
水性苯丙类仿玻璃卡涂料WL-1301A,Tg=30℃,固含为45%,WL-1401A,Tg=70℃,固含为45%;30g/m2烟用接装原纸,牡丹江纸业;厚度为14μm的BOPET薄膜,常州钟恒。
1.2 实验工艺
用稀释液(乙醇:水=1:1)将待测试的仿玻璃卡涂料稀释配制至不同固含和不同Tg值,使用秦华龙门式复合机涂布,采用200目陶瓷辊,湿涂量约7g/㎡,18米烘箱:60℃-100℃梯度设置;将仿玻璃卡涂料先涂布在BOPET膜上,立即与烟用接装原纸贴合,再进入烘箱烘干,最后经冷却辊冷却收卷,放置24小时后将BOPET剥离,制得仿玻璃卡烟用接装底纸。
1.3 产品的性能及表征
主要检测仪器见表1。

表1 检测仪器
1.3.1 固含
测试方法依据GB1725-79。本实验称取1g左右的测试样在铝箔杯中,选用130℃烘焙1小时的条件测试[4]。计算方法如下:
式中:W—容器重量,克;
W1—烘烤、出烘箱冷却后试样和容器的重量,克;G—试样重量,克。
1.3.2 表面平滑度
根据《GB/T 456纸和纸板平滑度的测定(别克法)》,使用纸张平滑度测试仪测试[5]。测试单位以S来计量。
1.3.3 剥离力
使用拉力机测试BOPET膜和涂层分开的强度,表征实际生产时仿玻璃卡涂料剥离性。
1.3.4 光泽度
台式镜向光度计,使用85°角测试表面光泽度[6]。
2 结果与讨论
通过调整仿玻璃卡涂料固含,制得不同涂布干量的仿玻璃卡烟用接装底纸,分析纸张光泽度、剥离力和平滑度的变化情况。对比两款不同Tg的仿玻璃卡涂料在相同涂层干量的条件下,纸张光泽度、剥离力和平滑度的变化情况。
2.1 涂层干量
通过改变WL-1401A的固含,其他工艺不变,测试成品纸表面平滑度和光泽度的变化。
从表2中可看出,仿玻璃卡涂层干量低于2.8g/㎡,成品纸的表面平滑度和光泽度会急剧下降。这是因为涂层干量偏低,对纸张表面的空隙填充不够,导致表面不平整。因此,涂层干量低于2.8g/㎡的产品,在进行凹印印刷时,表面会出现油墨吸收不均匀现象,且印刷后表面光泽度差。

表2 涂层干量对表面性能的影响
2.2 仿玻璃卡涂层玻璃化转变温度(Tg)
选定涂料固含为45%,通过改变WL-1401A和WL-1301A混拼比例,获得不同Tg的仿玻璃卡涂料,研究仿玻璃卡烟用接装底纸的剥离力、光泽度。配方乳液的Tg为理论值计算所得:
T:混合乳液的Tg
T1:WL-1401A的Tg
T2:WL-1301的Tg
M:1、2分别是WL-1401A和WL-1301A的质量分数。
从表3的结果中发现,仿玻璃卡涂料的Tg在41℃-57℃之间,剥离力较低,且表面光泽度达到最佳。Tg低于41℃,剥离力会明显增加,表面光泽度也会下降。那是因为低Tg的涂料,粘性和成膜性更强,影响了涂层的干燥效率和与PET膜的分离效果,导致剥离力增加,且容易出现剥离不净的问题,使得产品的表面光泽度偏低。Tg高于57℃,剥离力更低,但表面光泽度却有下降,这是因为涂料的成膜性变差,导致纸张表面成膜致密性变差,可能出现细微的裂纹,从而影响了成品纸的光泽度。为了确定光泽度下降的原因,挑选了Tg为48℃和70℃的成品纸样,进行真空镀铝,用扫描电镜观察表面差异。
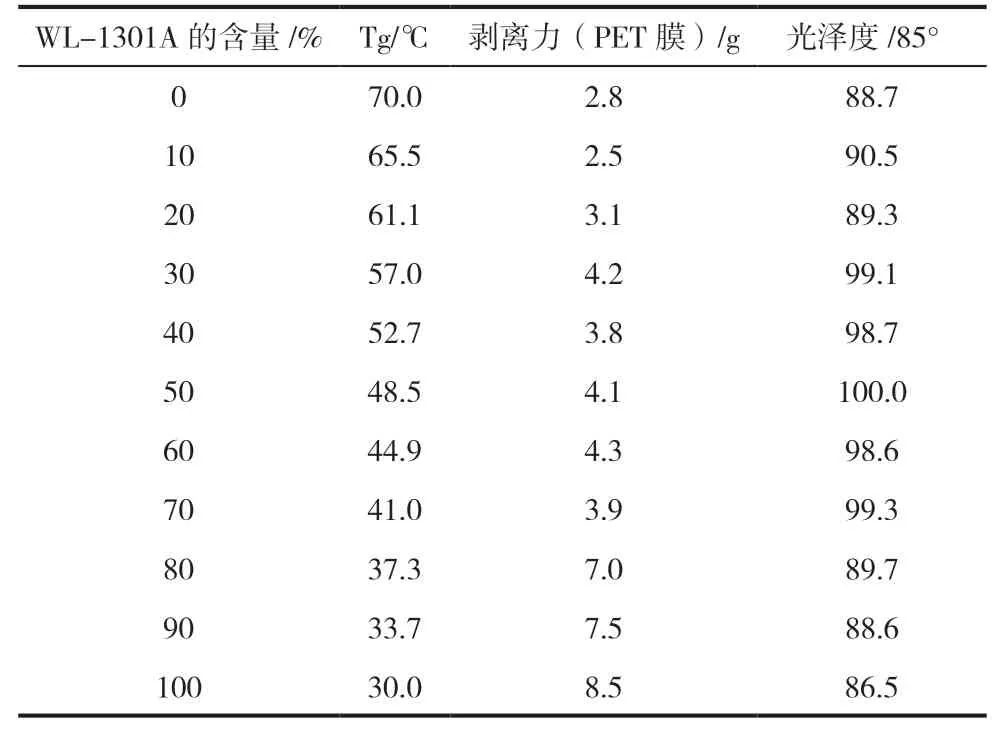
表3 Tg对纸张性能的影响
从图6电镜的结果可明显地看出Tg过高的仿玻璃卡涂料,涂层表面产生了大量的裂纹,影响了成品纸的表面光泽度。
3 结论
仿玻璃卡烟用接装底纸的表面光泽度受到涂层干量、涂料Tg和剥离效果的共同影响,涂层干量需要大于 2.8g/㎡才能有效地封闭纸张表面的缺陷;而涂料Tg太低则剥离效果差,Tg太高则成膜性差,都会导致表面光泽度的缺失。因此仿玻璃卡涂料最佳Tg应控制在41℃-57℃之间,涂层干量达到2.8g/㎡,才能既适合涂布机生产,又能达到该产品最佳的表面亮度。
