冲压外圈圆柱滚子轴承失效分析
2022-06-05卢群瑶
冲压外圈圆柱滚子轴承(Drawn Cup Roller Bearing),是一种新型径向轴承。与传统圆柱滚子轴承CRB(Cylinder Roller Bearing)相比,冲压外圈圆柱滚子轴承省去了内圈结构,通常需要配合支撑轴,用经过磨削处理的轴颈部位取代传统内圈。轴承结构如图1-1所示,传统圆柱轴承中的外圈是通过管件或者锻造件机加工而成,再经过一系列车削、磨削工艺制造而成。冲压外圈圆柱滚子轴承的外圈是由优质钢板精密冲压成型。在同等承载能力下,外圈更薄
,且无内圈设计,质量更轻,占据变速箱空间更小,能更好地实现变速箱整体轻量化和小型化的设计目标。本文以某小扭矩6速DCT变速箱开发项目为依托,本文所讨论的冲压外圈圆柱滚子轴承位于输出轴前端。总共35台变速箱进行了耐久测试,仅有37%的轴承达到计算寿命,其余均出现早期失效。本文通过失效分析,找出轴承失效根本原因,并对整改对策进行研究。

1 冲压外圈圆柱滚子轴承介绍
传统圆柱滚子轴承生产过程为:
从根本上来说,现如今的老年人拒绝再做子女的“免费保姆”,开始提出“有偿带孙”的要求,实际上反映出的是社会经济关系、养老机制改变对家庭伦理关系的冲击。因为以前是父母帮子女带孩子,父母老了以后子女再承担赡养父母的责任,这其中多少有一种“等价互换”的成分在里面。而现在很多老人老有所依之后不再依赖传统的“养儿防老”,这也是社会发展、时代进步的体现。那么作为子女,只要条件允许,给父母一些“亲情补贴”,让父母能够体会到自己劳动的价值所在,顺便也让父母手头宽裕一些,心里的安全感多一些,又有什么不好呢?
在我国,官民往往属于一种上下级的关系。“官员一向高高在上,对于普通民众来说,具有某种神秘色彩。官员与民众的这种关系形成了与之相适应的官民对话体系。”[4]微博的出现在很大程度上消解了这种不平等,使得话语权得到重新分配。但许多官员很难适应这种改变,在微博上发布信息时依然表现出日常工作中形成的官方姿态。
内圈:锻造→车加工→热处理→内圆磨→端面磨削→挡边磨削→滚道磨削→挡边超精→滚道超精。
外圈:锻造→车加工→热处理→外圆磨→端面磨→挡边磨削→滚道磨削→挡边超精→滚道超精。
对失效轴承的数量和失效形式进行统计,如表2-1所示。从轴承应用位置分布来看,G位置失效轴承17件,D位置失效轴承8件,说明G位置轴承发生失效的概率大于D位置。从材料剥落的位置来看,80%的材料剥落发生在外圈滚道面,52%发生在轴颈面,32%的材料剥落同时出现内外圈滚道面。但从这组失效数据,无法分析出真正的剥落起源。另发现2例滚子表面材料剥落的情况,通常,滚子剥落案例较少,原因是滚动体本身硬度高于外圈和内圈
。
根据以上测量方法,从轴承不同生产批次中随机抽取1件样品进行检测。其中批次2的样本量较大,所以将其分为4组,从每组取样1件检测。测量结果如表2-2所示,各批次样品表面硬度及渗碳层深度均在设计要求范围内。
外圈:冲压(钢带)→热处理→局部退火→内壁抛光
装配:保持架装配→滚子装配→卷边→检测→清洗防锈→包装
首先加载特定的转速,再施加设定好的径向载荷,在保证润滑条件良好的情况下,监测测试轴承温度和噪音的变化。测试条件参数设置如表3-1所示。
质量控制方面,冷冲压工艺通过冲压机和模具的配合,实现金属材料塑性变形或者分离,冲压模具保证了产品的尺寸一致性和互换性。此外,金属材料在冲压时发生冷作硬化效应,使轴承外圈表面硬度增加,使产品具有较好的机械性能。传统圆柱滚子轴承使用机加工工艺虽然耗时较长,但能达到较好精度;而冲压工艺容易带来壁厚不均匀,圆度不一致等问题,依赖于冲压设备和模具精度
。
原材料使用方面,冷冲压要求钢材具有良好塑性和韧性,而传统圆柱滚子轴承制造的机加工工艺对材料的适用性更广
。
轴承应用方面,冲压工艺对轴承尺寸有一定要求。宽度越宽,壁厚越厚的轴承,越容易出现外圈挤压破裂等现象。另外冲压外圈圆柱滚子轴承没有内圈,使得壳体与轴承的安装操作更简单
,减少操作时间。
然而,在当前的数学教学过程中,很多教师因为数形结合的教学意识不强、疏于对数形结合教学技能的练习,无法在教学过程中准确、规范、清晰、高效的绘制出便于学生理解与记忆的图形。很多教师仍然沿用过去死记硬背、题海战术的教学方法,学生的积极性在复杂繁重又提高不明显的数学学习过程中时常受到打击,教育教学的水平成绩始终得不到长足发展和进步。
2 轴承失效分析
2.1 失效状态及数据
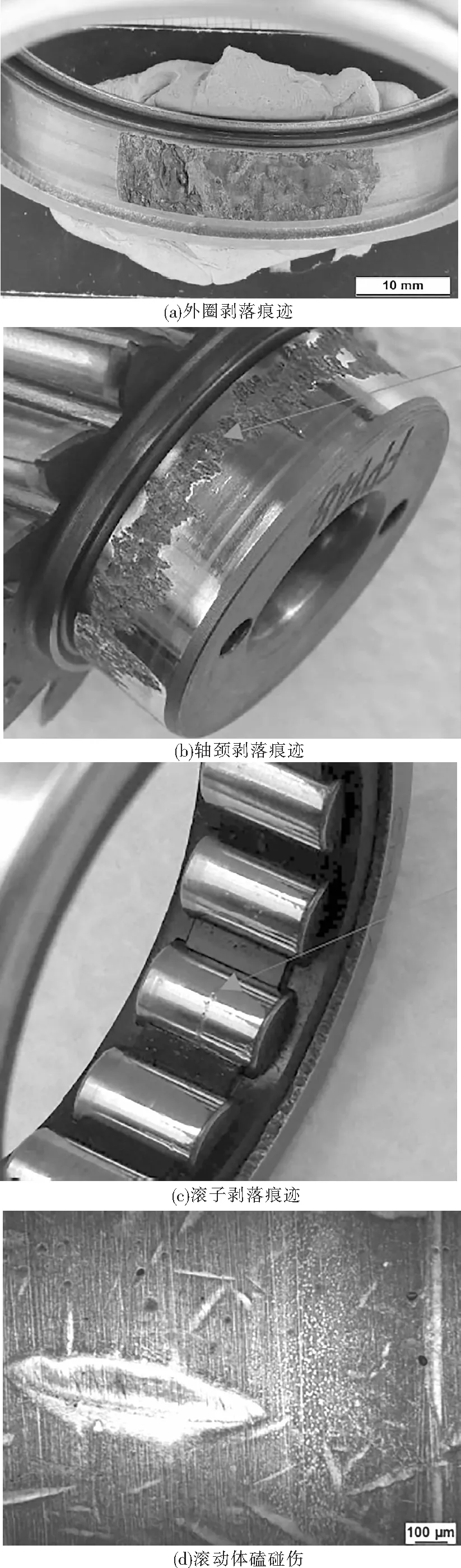
本文所描述的轴承失效表现如下:
(1)外圈滚道面出现严重材料剥落,如图2-1(a)所示;
(2)与轴承配合的轴颈出现严重材料剥落,如图2-1(b)所示;
(3)少数滚子表面出现材料剥落的痕迹,如图2-1(c)所示;
(4)滚动体表面存在磕碰伤:在部分失效轴承中,发现滚动体表面出现一定深度和长度的磕碰伤,如图2-1(d)所示;
例4 (2017年重庆中考A卷第18题)如图6,正方形ABCD中,AD=4,点E是对角线AC上一点,连接DE,过点E作EF⊥ED,交AB于点F,连接DF,交AC于点G,将△EFG沿EF翻折,得到△EFM,连接DM,交EF于点N,若点F是AB的中点,则△EMN的周长是________.
装配:内/外圈与保持架和滚子的装配→检测→清洗防锈→包装。

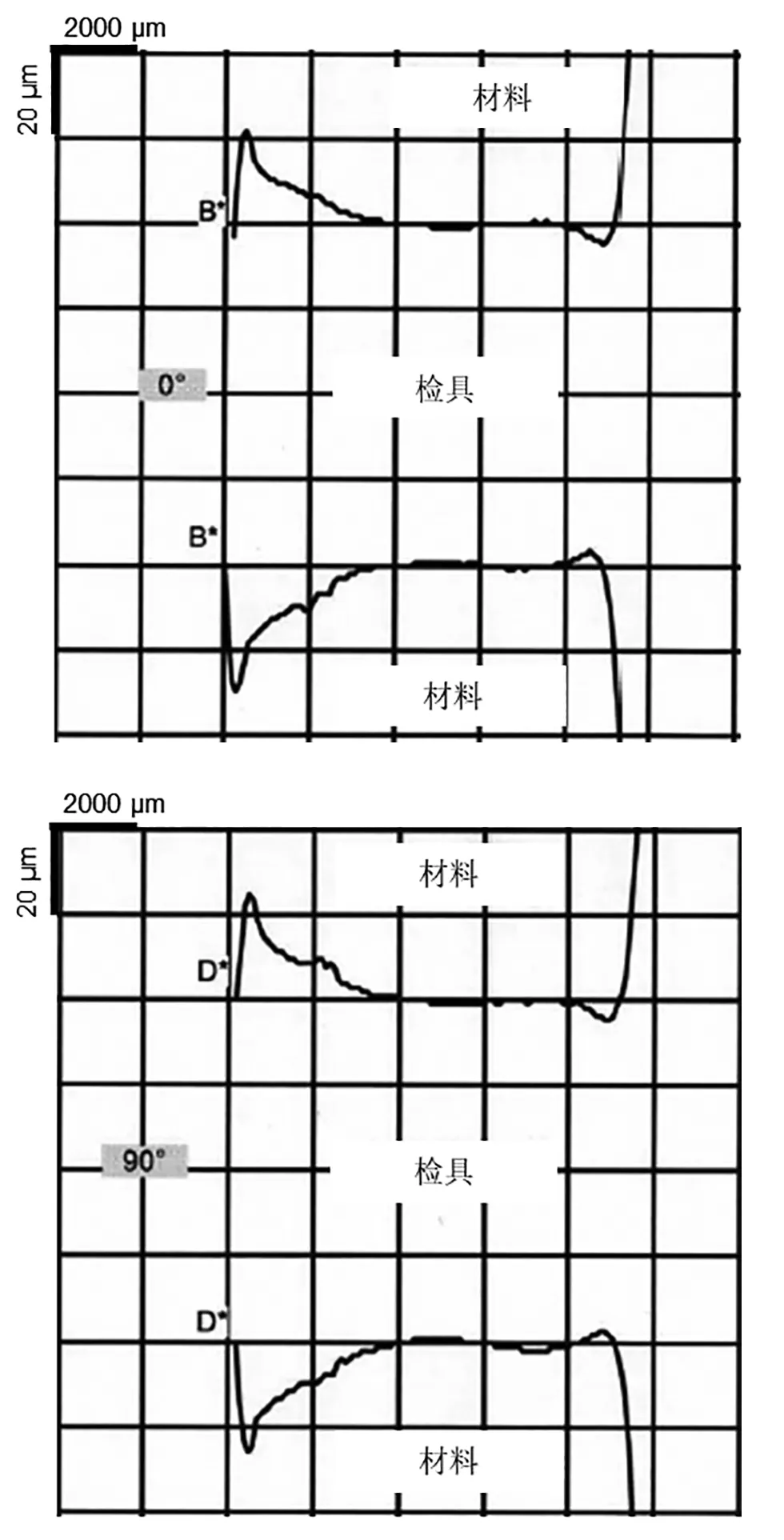
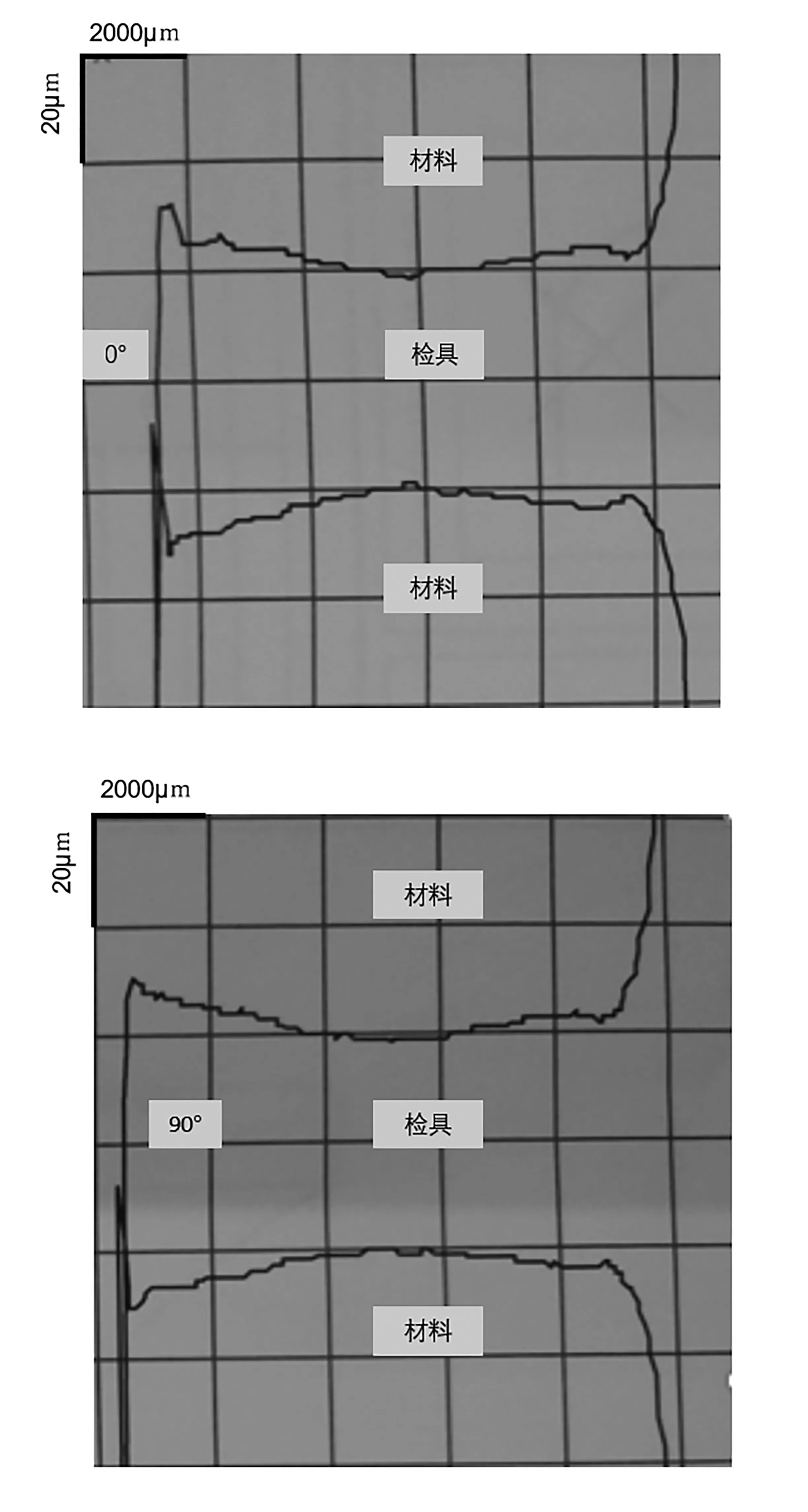
外圈滚道轮廓的检测方法是,在没有滚子和保持架的情况下,将热处理后的外圈进行卷边。并压入对应变速箱壳体内径的定制环规检具中,如图2-2所示。使用精密测量仪分别对压入后的外圈内壁轮廓进行描绘。
2.2 轴承批次间质量参数排查
2.2.1 硬度及渗碳层深度
通常使用布氏硬度或维氏硬度评价材料表面硬度。布氏硬度(HB)是用一定大小的载荷把钢性压头压入被测金属材料表面,保持一段时间后,计算载荷与压痕表面积的比值。维氏硬度是将规定角度的正四棱锥体金刚石压头在一定载荷下压入材料表面,测量压痕对角线长度,维氏硬度值(HV)与载荷除以压痕表面积的商成正比。本文采用维氏硬度对材料表面硬度进行评价。
测量渗碳层深度的方法是根据零件横切面的硬度梯度绘制硬度分步曲线,最后选择硬度为550HV处的深度,测量其与表面的距离。
冲压外圈圆柱滚子轴承生产过程:
公路路基路面防水施工直接关系到公路工程的整体质量,在汛期雨水量较大时,雨水渗透到公路路基极易导致公路路基路面发生严重的沉降,使路面形成裂缝,更为严重时还会导致路基整体沉陷。而公路路基路面防水施工能够有效提升了公路路基路面的防水性能,提升了公路工程的整体质量,对保证人们安全出行有重要意义。
2.2.2 外圈滚道轮廓
从当前的数据来看,无法分析出失效起源。但由于G位置材料剥落概率最高,所以着重分析G位置轴承。
5)成果数据导出。将服务器中更新好的1∶250 000 DLG数据库导出为FILE GEODATABASE格式,并按目录组织结构整理成果数据[1]。

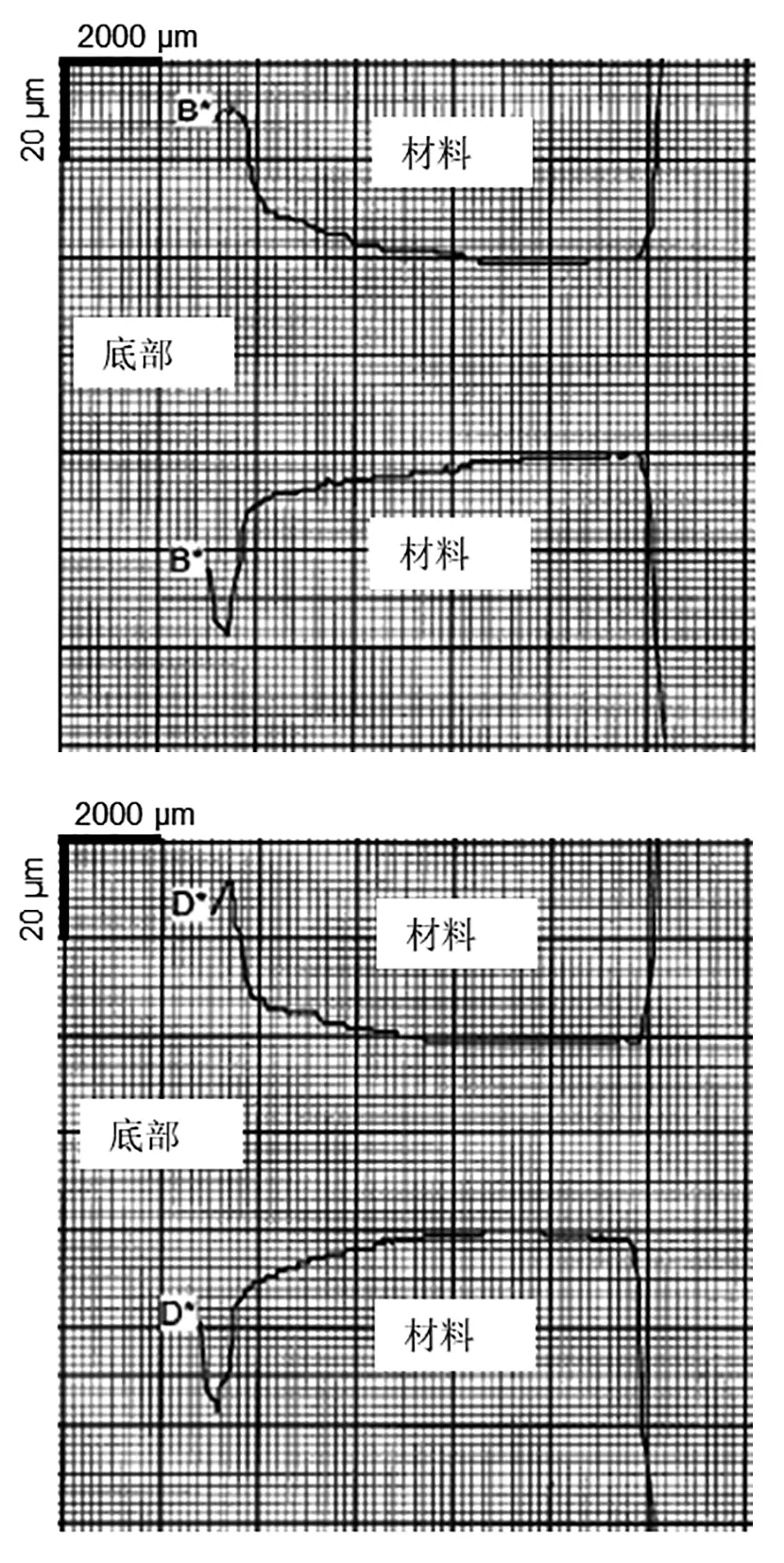
如图2-3(a)和图2-3(b)所示,分别对检测样本0°和90°方向轮廓进行描绘。对比发现,批次2中的轴承在外圈滚道存在明显的材料堆积,堆积高度约为5μm。在滚道面的材料堆积很容易造成轴承应力集中。应力集中,是指零件在受力时,由于截面的变化,导致局部应力急剧增大的现象。应力集中一般产生在缺口、沟槽处。如图2-3所示,卷边凹槽附近的材料堆积如果直接与滚动体接触,会导致接触线上应力重新分配,在材料堆积处形成应力波峰。当滚子反复通过承载区,局部应力最终超过材料疲劳极限时,材料开始出现早期疲劳,逐步产生材料剥落和扩散。因此提出假设:外圈滚道轮廓异常是导致轴承失效的主要原因。
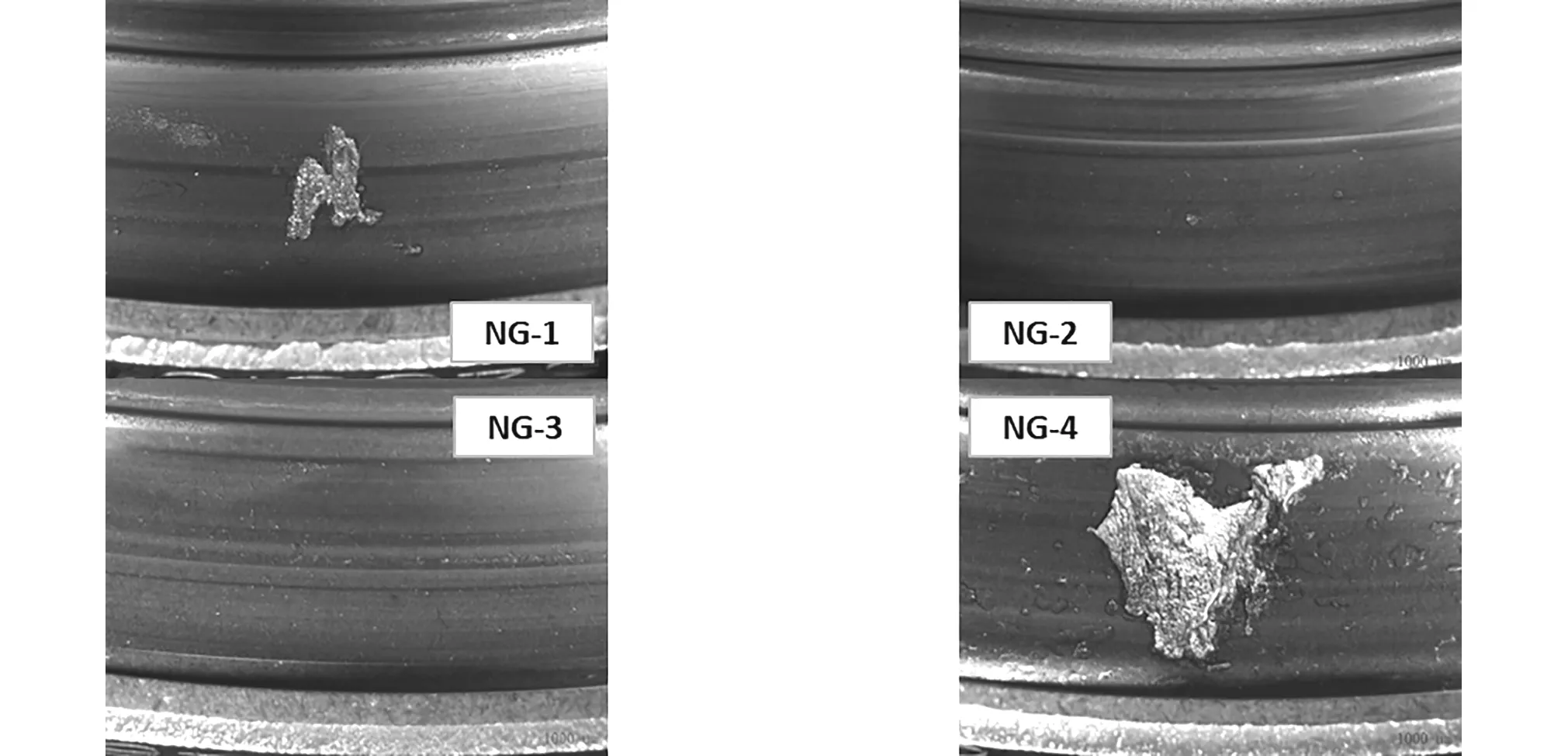
测试结果如表3-2所示。结果显示NG组1和组2都没有通过测试。其中,3个测试轴承出现外圈滚道剥落现象。NG-3在199.7小时处尚未发现明显失效痕迹,但由于与NG-4处于同一测试装置中,所以无法单独再进行测试。
3 实验验证
3.1 滚子磕碰伤测试
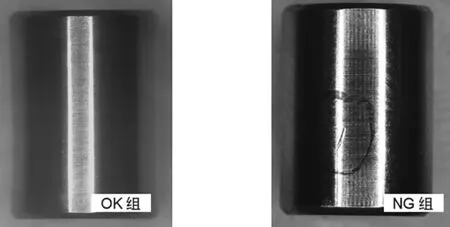
为了验证滚子表面磕碰伤对轴承寿命的影响,从同一批次中,随机抽取8件轴承样本,分成4组,其中1组和2组为NG轴承组,3组和4组为OK轴承组。OK轴承组使用表面无明显磕碰伤的滚子。NG轴承组使用的滚子表面有长度大于800μm的磕碰伤,如图3-1所示。
将轴承分别安装到轴承测试台架中,轴承顶部装有温度传感器,可以监控测试过程中的温度变化。台架中同时具备压入加载装置和加速传感器,可以实现对加载压力和转速的调节。
如上所述,冲压外圈圆柱滚子轴承缩短了轴承制造加工时间,减少生产设备数量、生产人员。减少材料浪费,以及多道生产工艺带来的高报废率,生产质量更稳定,效率更高,降低了生产成本。

话是这么说,结婚二十多年了,夫妻还是相亲相爱的。砖子连忙从抽屉里翻出一张老人头,匆匆赶往大闸口,买来了夫人的指令,另加了他的偏爱:花生米、炝百页、猪耳朵。返途遇熟人,搭几句话,到家,赵仙童的菜已做好。

组和
组都通过了测试,并且轴承滚道没有发现材料剥落的迹象。而
组和
组中
/
的轴承出现剥落,如图
所示。根据该实验结果可以能得出结论:轴承滚动体上的磕碰伤会导致轴承失效。
(1)工程可行性研究报告。投资决策阶段的工程可行性研究报告(项目建议书,含估算)确定了项目建设内容和投资资金,为保证后期的建设施工的顺利开展和资金的科学预留,要充分重视前期的现场查勘和地质勘查。
我国爬升模板的研发晚于国外发达国家,80年代末,爬模施工技术应用于桥梁及高层建设。至今爬模施工技术方法得到了明显的提升。在很多桥梁高层建筑施工中应用得到广泛推广。但对爬模的研发及施工工艺方面与国外发达国家相比仍存在很大差距。国内爬模设备模块化及规范化水平不高,需向国外先进的爬模工艺技术学习。
3.2 外圈轮廓对轴承寿命影响测试
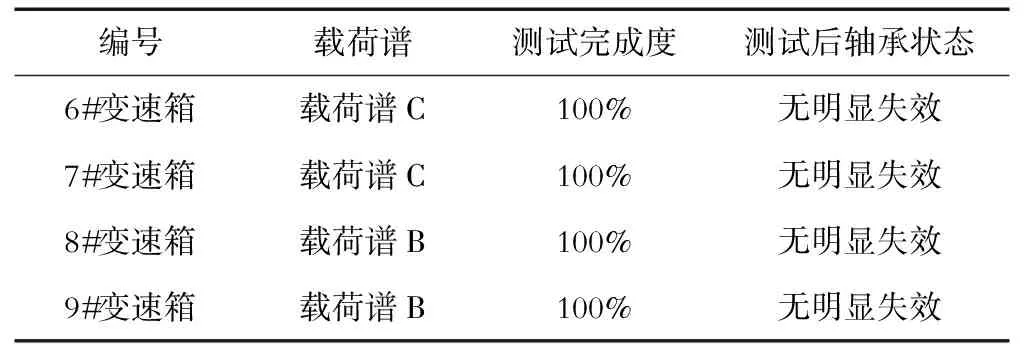
通过修改卷边工艺参数,获得一批滚道轮廓为理想状态的轴承,如图3-3所示。将修正后的轴承安装到4个变速箱壳体中,并对变速箱进行标记。通过变速箱耐久测试验证轴承滚道轮廓对轴承寿命的影响。测试结果如表3-3所示,所有变速箱都通过测试。
由此可判断,轴承失效的主要原因是外圈滚道轮廓异常。
4 结论
根据上述研究可得出如下结论:
(1)压入力的变化都没有改变轴承失效的状态,因此判定压入力不是导致轴承失效的原因。
(2)滚子表面磕碰伤尺寸在800μm以上时,在轴承寿命测试中出现大批量轴承失效,因此判定滚子表面磕碰伤是导致轴承失效的原因。
圆柱壳轴压屈曲临界载荷试验值与模拟值偏差30.8%,开孔圆柱壳轴压屈曲临界载荷试验值与模拟值偏差33.9%,含补强件圆柱壳轴压屈曲临界载荷试验值与模拟值偏差13.8%。试验结果比模拟结果小,可能的原因有以下几种:(1)由于圆柱壳试验件通过焊接而成,有一条竖向焊缝的影响,采用这类工艺制作完成的圆柱壳主要存在非对称的初始缺陷[1]以及材料本身缺陷;(2)壳体不直度造成荷载偏心。
(3)经过工艺改善,理想滚道轮廓的轴承全部通过变速箱台架测试,判定滚道轮廓形态与轴承失效直接相关。
[1]孙雁,刘正兴.薄壁冲压外圈滚针轴承向中型、重型发展的可行性探讨[J]. 轴承, 1992(5): 8-10,49. #1
[2]张迪,卢显达.轴承知识[J].哈尔滨轴承, 2017(3): 42-53.
[3]张雷,王冠兵.汽车轴承的现状和发展方向[J].轴承, 1998(8): 8-10. #2
[4]肖景容,姜奎华.冲压工艺学[M]. 机械工业出版社,2012.
[5]代小娟.滚针轴承薄壁外圈冲压成形工艺分析[J].机械,2017,6(44): 6-7, 43.
[6]平子维,周友国,黄进.变速器滚子轴承常见失效原因分析[J]. 传动技术,2020 34(2):44-48.
