荧光磁粉检测阀体表面的方法研究
2022-05-30栾林翰殷荣帅崔勃
栾林翰 殷荣帅 崔勃

【摘要】磁粉检测是无损检测的常见方法之一。本文先将磁粉检测中常用的线圈法、中心导体法进行对比分析,然后结合GE公司对阀体表面检测的具体要求,提出采用线圈法和中心导体法对阀体表面进行检测。对于L/D小于2的特殊工件,只要灵敏度试片测试达到要求就可以用磁粉线圈法进行检测。
【关键词】阀体;磁粉检测;灵敏度
【DOI编码】10.3969/j.issn.1674-4977.2022.03.013
Study on Fluorescent Magnetic Particle Testing Method for Valve Body Surface
LUANLin-han1,YINRong-shuai2,CUI Bo3
(1.Fushun Dongyuan Nondestructive Testing Co.,Ltd.,Fushun 113000,China;2.Fushun CNPC testing Engineering Co.,Ltd.,Fushun 113000,China;3.Fushun Institute of Technological Innovation,Fushun 113000,China)
Abstract:Magnetic particle testing is one of the common methods of non-destructive testing. First,the coil method and center conductor method commonly used in magnetic particle testing are compared and analyzed,and then combined with the specific requirements of GE for valve body surface testing,it is proposed to adopt the coil method and center conductor method. The surface of the valve body is inspected. For special workpieces with L/D less than 2,as long as the sensitivity test piece test meets the requirements,the magnetic powder coil method can be used for testing.
Key words:valve body;magnetic particle detection;sensitivity
磁粉檢测法是利用漏磁场吸附磁粉形成磁痕显示从而进行检测的一种方法。漏磁场是铁磁性材料磁化后,在不连续处或磁路截面发生变化处,磁感应线进入和离开表面时所形成的磁场。空气中的磁导率远远小于铁磁性材料的磁导率时就会形成漏磁场。如果已磁化的工件上存在不连续性或裂纹,则磁感应线会优先通过磁导率高的工件,导致部分磁感应线从缺陷下面绕过,形成压缩,造成磁场强度增大。磁粉向此移动聚集得到肉眼可见的相关显示,从而发现缺陷。磁粉检测法适用于检测板材、棒材、管材的锻件、铸件、焊接件的表面与磁力线方向尽可能垂直的缺陷。当工件中的缺陷与磁力线方向小于30°时,工件中的缺陷基本上发现不了,所以磁粉检测法不适用于检测工件中浅而宽的缺陷。线圈法、中心导体法是磁粉检测中常用的两种方法。
1线圈法
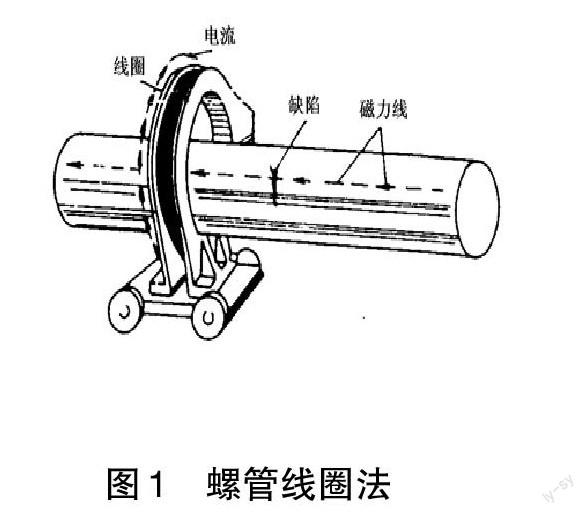
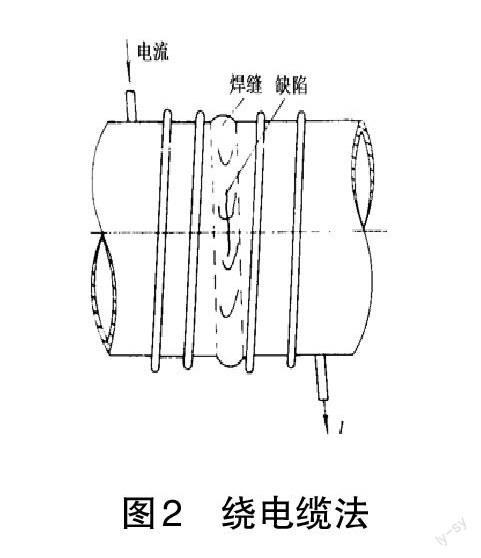
采用线圈法检测工件的周向(横向)缺陷时,将工件置于带电线圈内或用软电缆缠绕工件形成纵向磁场进行电磁检测。线圈法主要用于焊缝、轴线、管子、棒材、铸件和锻件等长零件的磁粉检测。检测方法具体为螺管线圈法(见图1)、绕电缆法(见图2)。
1.1纵向磁化要求
1)工件在线圈中磁化与工件的长度L和直径D之比(L/D)有密切关系,L/D愈小愈难磁化,所以,必须要求L/D≥2,若L/D<2,应采用与工件外径相似的铁磁性延长块将工件接长,使L/D≥2;2)工件的纵轴应与线圈的轴线平行;3)要将工件紧贴线圈内壁放置进行磁化;4)对于长工件应分段磁化,并应有10%的有效磁场重叠;5)线圈的有效磁化区是从线圈端部向外延伸150 mm的范围内,超过150 mm以外区域,磁化强度应采用标准试片确定。
1.2线圈法的优点
1)非电接触;2)方法简单;3)大型工件用绕电缆法很容易得到纵向磁场;4)有较高的检测灵敏度。
1.3线圈法的注意事项
1)L/D值对退磁场和灵敏度有很大的影响,决定安匝数时要加以考虑;2)工件端面的缺陷会降低检测灵敏度;3)为了将工件端部效应减至最小,应采用快速断电的措施。
2中心导体法
中心导体法是从空心件的孔中钻出导线,并将其置于孔中心,电流流经导体形成周向磁场(见图3),因此,中心导体法又称电流贯通法、穿棒法和芯棒法。该方法可用于检查空心工件内外表面平行于电流的纵向不连续性,以及工件端部的径向不连续性。由于内表面的磁场强度大于外表面,中心导体法可以更清晰地检测出工件内表面的缺陷。内孔弯曲的工件,则使用软电缆代替铜棒进行中心导体法磁化。
2.1中心导体法的优点
1)磁化电流不从工件上直接流过,不产生电弧;2)空心工件的内、外表面及端面都会产生周向磁场;3)重量轻的工件可用芯棒支承,多个小工件可穿在芯棒上一次磁化;4)一次通电,工件全长都能得到周向磁化;5)工艺方法简单、检测效率高;6)有较高的检测灵敏度。
2.2中心导体法的缺点
1)对于厚壁、外表面缺陷的工件检测灵敏度比内表面缺陷检测低很多;2)检查大直径管件,采用偏置芯棒法检测时需转动工件进行多次磁化和检验;3)仅适用于有孔工件的检验。
3磁粉检测的工艺规程及注意事项
磁粉检测对表面光滑的铸件检测有较高的灵敏度,其工艺规程主要为:磁化规范—预处理—磁化工件—施加磁粉或磁悬液—磁痕分析评定—退磁—后处理。
为了工件表面检测区域保持干燥,预处理时去除污秽、水垢、焊渣、油、油漆等影响检测的无关物。荧光磁粉悬浮液检查需要通过梨形的ASTM标准离心分离管进行分离处理,分离管最小刻度为0.05 mL。在读数前,100 mL的磁粉悬浮液应在石油蒸馏悬浮液中沉淀大约60分钟或水击蒸馏液中沉淀大约30分钟。评估要根据相应的标准对缺陷进行记录和评定。退磁是当零件的残留磁性干扰后续处理或使用时,应在完成检验后使零件恢复到磁中性状态。后处理是检测后对零件表面杂物进行处理。
4针对GE的产品检测方案
被检工件是GE公司的阀体。阀体是表面光洁度高的精密工件,出现的缺陷都很细微,并且工件多为圆柱形或圆饼形。缺陷产生方向很可能是纵向的,端面常出现横向的缺陷。
4.1GE对产品检测的要求
对阀体的磁粉检测用的是固定式磁粉探伤机,线圈匝数为4(见图4)。因为GE公司的阀体属于表面高光洁度的工件,荧光磁粉都是有机载体,不可以用水作为载体,用水作为载体会使工件表面生锈影响工件的使用,同时用瓶(罐)装的荧光磁粉也要检测其浓度,达到GE公司规范标准之后才可以使用。根据GE公司規范,阀体检测不允许使用接触法,要对工件进行周向、纵向磁化,检测表面任何方向的缺陷。
4.2具体检测方案
根据GE公司提出的检测要求制定检测工艺规范,由于需要对工件进行纵向和横向的磁化,所以,我们决定采用中心导体法和线圈法两种方法对工件进行检测。这批工件的检测难度在于纵向磁化条件不符合标准。
中心导体法用于检测工件内、外表面和电流方向平行的纵向缺陷和端面的径向缺陷,磁体或通电导体通过筒体产生循环磁场。磁化规范见表1。
可以大致确定磁化电流,同时必须用灵敏度试片检验灵敏度是否达到要求。工件是由多个圆柱、圆饼组成,只要中间最大的灵敏度满足就可以。中间的大圆柱有效直径D=205mm,通过经验公式得出磁化电流为1640~3280 A,在用灵敏度试片检验时发现,实际用4102A的电流灵敏度即可达到要求。
纵向磁化用的是线圈法,根据磁化规范计算,
1)当L/D≤4时,零件磁场强度计算公式为:
安-匝数=[35000/(1/0)]+2
2)当2≤L/D≤4时,零件磁场强度计算公式为:
安-匝数=45000/(L/D)
在使用线圈法时,当工件在线圈内被磁化,由于L/D小于2导致工件两极会产生很大的磁极(磁铁各部位的磁性强弱不同,靠近磁铁两端磁性特别强、吸附磁粉特别多的区域称为磁极)。铁磁性材料磁化时,由材料中磁极所产生的磁场称为退磁场,它能削弱外加磁场。工件L/D越小,退磁场就越大。如果工件两端磁化不够,那么细小缺陷可能检测不出来。为了增加L/D值使其大于2,可以在工件两端加上磁极延长块,这样是达到了标准,但是要考虑到这是批量100%的检测,若两端加上磁极延长块会大大增加工作量,延长工作时间,所以,两端加上磁极延长块方法不适用。
工作中确定是否可以用该种方法,要先确定灵敏度是否达到要求,用灵敏度试片进行测试。我们先将工件放入线圈中,采用纵向检测方法时所用的电流大小,线圈匝数为4进行磁化,用灵敏度试片对工件的内外表面及横截面进行检验,发
现灵敏度试片测出灵敏度都达到要求(见图5)。
经过多次沟通与交流,GE工程师责任负责人在L/D小于2不符合标准而灵敏度试片检测符合标准情况下同意检测。在黑光灯下用荧光磁粉检测,利用周向、纵向两个方向的磁化,可以发现工件表面任何方向的缺陷。对工件检测完成之后,检测发现工件剩磁大于5高斯时需要退磁,退磁后的剩磁量不得超过3高斯。
5结语
美国GE公司的阀体,如果存在缺陷,相对比较难被发现。对此,我公司根据标准来制定工艺卡,通过比较磁粉、检测方法、载液的不同,采用适用于检测表面光洁度高的阀体工件的荧光磁粉法对工件进行检测。该方法检测灵敏度高、检测速度快,并且不会损坏阀体。
【参考文献】
[1]魏同锋.阀体三通管的荧光磁粉检测[J].中国标准化,2020(6):175-178+183.
[2]柳晓民,张幼德,庞东旭.用荧光磁粉检测重要压力容器的表面缺陷[J].压力容器,2004,21(8):49-50.
[3]罗俊勇,张续,牟曦辉,等.非标准可见光照度下荧光磁粉检测应用研究[J].四川化工,2017,20(2):39-41+47.
[4]郑何程,冯建,卢继平.表面裂纹荧光磁粉检测分析[J].科技传播,2013(23):155-156.
