丝粉协同高速激光熔覆不锈钢层组织性能研究
2022-05-28韩彬胡春阳韩伟贾晨昕张琪苏成明李美艳曹鹏
韩彬,胡春阳,韩伟,贾晨昕,张琪,苏成明,李美艳,曹鹏
丝粉协同高速激光熔覆不锈钢层组织性能研究
韩彬1,胡春阳1,韩伟2,贾晨昕1,张琪1,苏成明3,李美艳1,曹鹏3
(1.中国石油大学(华东)材料科学与工程学院,山东 青岛 266580;2.中国石油四川石化有限责任公司,成都 611930;3.陕西天元智能再制造股份有限公司,西安 710018)
探究海洋工程装备表面高效高质量强化及改性新技术,提高17-4PH不锈钢层制备效率及综合性能。采用高速激光熔覆技术制备17-4PH丝材、17-4PH丝材协同B4C粉末及17-4PH丝材协同Cr3C2粉末3种熔覆层。通过X射线衍射仪、扫描电镜及能谱仪等仪器分析熔覆层的组织结构。利用显微硬度计及电化学工作站测试熔覆层的硬度及耐蚀性。17-4PH丝材熔覆层主要为α相(马氏体),而2种丝粉协同熔覆层的相结构除α相(马氏体)外还出现γ相(奥氏体)。3种熔覆层组织及成分整体均匀,丝粉协同熔覆层晶界出现Cr、Nb等碳化物析出,表层分布碳化物颗粒。碳化物颗粒的添加提高了熔覆层硬度,尤其是B4C颗粒,其作为硬质相来增强熔覆层,在均匀细化晶粒的同时使得晶界和晶内析出大量第二相颗粒,硬度较未添加碳化物颗粒的17-4PH丝材熔覆层提升约35.53%。3种熔覆层在3.5%NaCl溶液中的耐腐蚀性均较好,尤其是协同添加Cr3C2颗粒的熔覆层,相较于17-4PH丝材熔覆层,其腐蚀电流密度由0.592 400 μA/cm2降低至0.014 094 μA/cm2,腐蚀电位由–0.314 05 V提高至–0.134 64 V。在40 mm/s的熔覆速度下,使用协同预热的焊丝与同轴送进的粉末,高效高质量制备了不锈钢层,充分结合了热丝熔覆效率高及送粉熔覆成分易调节等优点。相较于17-4PH丝材熔覆层,2种丝粉协同熔覆层的物相均除α相外出现了γ相,碳化物的添加细化了组织,且晶界有新的析出相。17-4PH丝材协同B4C粉末熔覆层硬度显著提高,而17-4PH丝材协同Cr3C2粉末熔覆层在3.5%NaCl溶液中的耐蚀性明显提升。
丝粉协同;高速激光熔覆;17-4PH不锈钢;B4C;Cr3C2;组织结构;显微硬度;耐蚀性
海洋环境复杂多变,海洋工程装备关键零部件表面性能及服役寿命在严苛工况下面临严峻挑战[1],亟需探究海洋工程装备表面高效高质强化及改性新技术。目前对易失效零部件进行表面改性或者失效零件再制造的手段主要有镀硬铬、热喷涂、堆焊、激光熔覆等,而激光熔覆快冷快热的特点及通过对能量的精确控制,使得热影响和稀释都较小[2],高效高品质、绿色环保、经济可靠的激光熔覆技术得到越来越广泛的应用。为了提高激光熔覆效率,高速激光熔覆及超高速激光熔覆逐渐发展起来。韩彬等[3]通过对比研究传统激光熔覆与高速激光熔覆镍基合金层的组织和耐磨性,发现高速激光熔覆层的稀释率更低,组织更细密,耐磨性也得到了提高。娄丽艳等[4]采用超高速激光熔覆开展了大量工作,制备了组织致密、性能良好的镍基WC复合耐磨涂层、钛合金阻燃涂层、CuAlNiCrFe高熵合金阻扩散涂层以及铝合金耐磨涂层。
目前,激光熔覆使用的材料主要为金属粉末,给料方式包括预置铺粉[5-6]、同轴送粉[7]、旁轴送粉[8]等,多种材料激光熔覆层的组织结构、硬度、耐蚀性等获得了广泛研究[9-10]。激光熔丝采用金属丝材作为材料,与粉末作为原料相比,具有加工效率高、材料利用率高、生产自由度大、表面成形质量好、生产效益高、无粉末污染等优点,得到了广泛研究[11]。王强等[12]采用旁轴送丝在2.7 m/min的扫描速度下制备了17-4PH熔覆层,该研究发现随激光功率的增加,熔覆层的高度先减小后增大,平均显微硬度则逐渐提高,综合考虑成形性、组织结构、热影响及硬度等因素,2 600 W为最佳激光熔覆功率。此外,关于轴向送丝、侧向送丝及各参数匹配影响的规律得到了一定的研究与发展。
在送丝高效激光熔覆的基础上,结合粉末材料易调节的优点,丝粉协同激光熔覆得到广泛研究。李福泉团队在丝粉同步激光熔覆研究方面开展了大量工作,制备了WC/Ti-6Al-4V[13-14]及WC/Al[15-17]等多种复合材料,对激光熔覆功率、成形性、组织结构、硬度及耐磨性进行了研究。Syed等[18]通过旁轴送出Cu粉协同旁轴送进Ni丝的方法,成功制备了梯度合金激光熔覆层,并实现了熔覆层形状、稀释率、枝晶间距、材料分布、硬度及热性能等方面的调控。但以上研究的熔覆速度和效率仍有待进一步提高。鉴于丝粉协同匹配影响及两者与激光耦合作用的复杂性和不确定性,该方面的研究仍是表面改性及再制造领域中的难点、热点问题,而且在高速激光扫描状态下进行丝粉协同熔覆更有望推动其工业应用。
17-4PH不锈钢因为兼具良好的机械性能和耐腐蚀性能,广泛地应用于海洋平台及海洋工程装备。采用激光熔覆技术在海洋装备关键零部件表面制备17-4PH不锈钢层是对海洋装备表面强化及改性的经济且有效的方法。本文为了探究海洋工程装备表面高效高质强化及改性新技术,提高海洋装备关键零部件表面17-4PH不锈钢层的制备效率及综合性能,结合热丝熔覆效率高及送粉熔覆成分易调节等优点,采用丝粉协同高速激光熔覆制备3种不锈钢层,并研究B4C、Cr3C2碳化物颗粒添加对熔覆层组织性能的影响。
1 试验
1.1 熔覆层制备
丝粉协同高速激光熔覆试验的基板选用大小为100 mm×100 mm×15 mm的20#钢,熔覆前对基板进行打磨除锈。熔覆丝材选用牌号为ER630、直径为1.2 mm的17-4PH不锈钢焊丝,其化学成分如表1所示。粉末为纯度大于99%且直径为45~150 μm的B4C颗粒及Cr3C2颗粒。
表1 17-4PH不锈钢焊丝的化学成分
丝粉协同高速激光熔覆试验在配备了Raycus RFL- A3000D光纤输出半导体激光器的ProLC-3000MT成套设备上进行。将不锈钢焊丝盘装于送丝轮上,并预出丝至导电嘴,调整送丝结构的位置及方向并保证焊丝端部在熔覆过程中稳定地送至激光光斑照射在基板的中心,将所需碳化物颗粒置于送粉筒中,碳化物粉末经送粉系统均匀的由对称分布于熔覆头的四路送粉铜管送出,在数字化控制面板选择并输入熔覆工艺参数后开始试验。丝粉协同的过程主要通过同轴送粉及旁轴送丝实现,通过控制送丝机构及送粉机构,控制焊丝与粉末的添加质量比约为12∶1。激光加工前,不锈钢丝已通过热丝电源及导电嘴预热,送粉气及保护气均选用纯度为99.99%的纯氮气。丝粉协同高速激光熔覆示意图如图1所示,激光熔覆的主要工艺参数如表2所示。

图1 激光熔覆示意图
1.2 组织结构表征及性能测试
1)成形良好的熔覆层打磨去渣后进行着色渗透探伤,无缺陷的熔覆层经电火花线切割成10 mm× 10 mm×10 mm的试样后,将待测试面用水砂纸由粗到细磨制并抛光。
2)采用X`Pert PRO MPD X-射线衍射仪(XRD)分析3种熔覆层的物相组成,测试条件为:Cu Kα靶,电压40 kV,电流40 mA,测试范围2=20°~100°,扫描速度4 (°)/min。
3)待测面用王水腐蚀均匀后,采用JSM-7200F型扫描电子显微镜观察3种熔覆层表面及截面的显微组织,并通过配套的EDS能谱仪对微区元素及成分进行检测分析。
4)采用HV-1000显微硬度计测试3种熔覆层截面的显微硬度,加载载荷为100 g,保载时间为15 s。从截面顶部到基体每隔0.1 mm测量显微硬度,每个试样截面检测平行的3列硬度值并取平均值。
5)采用CS310电化学工作站测试3种熔覆层表面在3.5%NaCl溶液中的耐均匀腐蚀性能,17-4PH丝材高速激光熔覆层、17-4PH丝材协同B4C粉末高速激光熔覆层及17-4PH丝材协同Cr3C2粉末高速激光熔覆层,分别用铜线固定连接后采用环氧树脂封装,只漏出完整的待测表面作为工作电极,铂片为辅助电极,饱和甘汞电极为参比电极。
表2 激光熔覆的工艺参数

Tab.2 Laser cladding process parameters
2 结果及分析
2.1 物相分析
图2是17-4PH丝材高速激光熔覆层、17-4PH丝材协同B4C粉末高速激光熔覆层及17-4PH丝材协同Cr3C2粉末高速激光熔覆层的XRD图谱。由图2可见,17-4PH熔覆层主要为α相(马氏体或铁素体),这是因为熔覆层成分中C的含量特别低,体心四方的马氏体晶格畸变非常小,XRD分析难以区分其与体心立方的铁素体[19-21];17-4PH丝材协同B4C粉末熔覆层除了主要的α相(马氏体或铁素体)外,还出现了少量γ相(奥氏体);而在17-4PH丝材协同Cr3C2粉末熔覆层中,γ相(奥氏体)成为了主要相,而α相(马氏体或铁素体)含量很少。添加碳化物颗粒的2种丝粉协同熔覆层出现γ相(奥氏体)的原因主要是C元素的加入,其溶于γ-Fe形成有限固溶体,作为奥氏体形成元素扩大奥氏体区。此外,Cr3C2的熔点(1 890 ℃)低于B4C的熔点(2 450 ℃),在熔覆过程中,更多的Cr3C2颗粒完全熔融进入熔覆层组织,更多的C元素在17-4PH丝材协同Cr3C2粉末高速激光熔覆层中扩大奥氏体区,使得γ相(奥氏体)成为主相。需要注意的是,根据17-4PH不锈钢特点[22-25],熔覆层中本应有少量的ε-Cu、NbC、M7C3及M23C6等沉淀相,但在其XRD图谱中并没有发现,这是由于熔覆层中Cu、Nb含量较少,且高速激光熔覆急冷急热的加工特点使得各种析出很少,XRD没有检测出来。此外,为了避免严重的应力集中及熔覆层韧性恶化,2种丝粉协同熔覆层仅添加了少量的碳化物颗粒,难以在2种熔覆层中通过XRD分析出所添加碳化物的明显特征峰。

图2 3种高速激光熔覆层的XRD图谱
2.2 显微组织及微区成分分析
图3为3种高速激光熔覆层表面的显微组织。图4为图3对应微区的面扫描成分。17-4PH熔覆层表面组织为不同取向的板条马氏体,成分均匀,未见明显的成分偏析;17-4PH丝材协同B4C粉末熔覆层表面中的细长马氏体排列整齐、形状规则,且沿马氏体取向出现了细小规则的等轴晶,晶界有明显的析出相,析出位置中B、C、Nb、Mo、Cr等元素含量明显偏高;而17-4PH丝材协同Cr3C2粉末熔覆层表面几乎全部是大小均匀、形状规则的等轴晶,仅剩少量的短小马氏体组织,晶界有明显析出,析出位置中Cr、C元素含量明显偏高。值得注意的是,3种熔覆层中的马氏体组织形貌并不相同,碳化物颗粒的添加使得熔覆层中的马氏体相含量减少,且形态发生转变。由3种熔覆层表面显微组织可以确定XRD分析中的α相为马氏体。
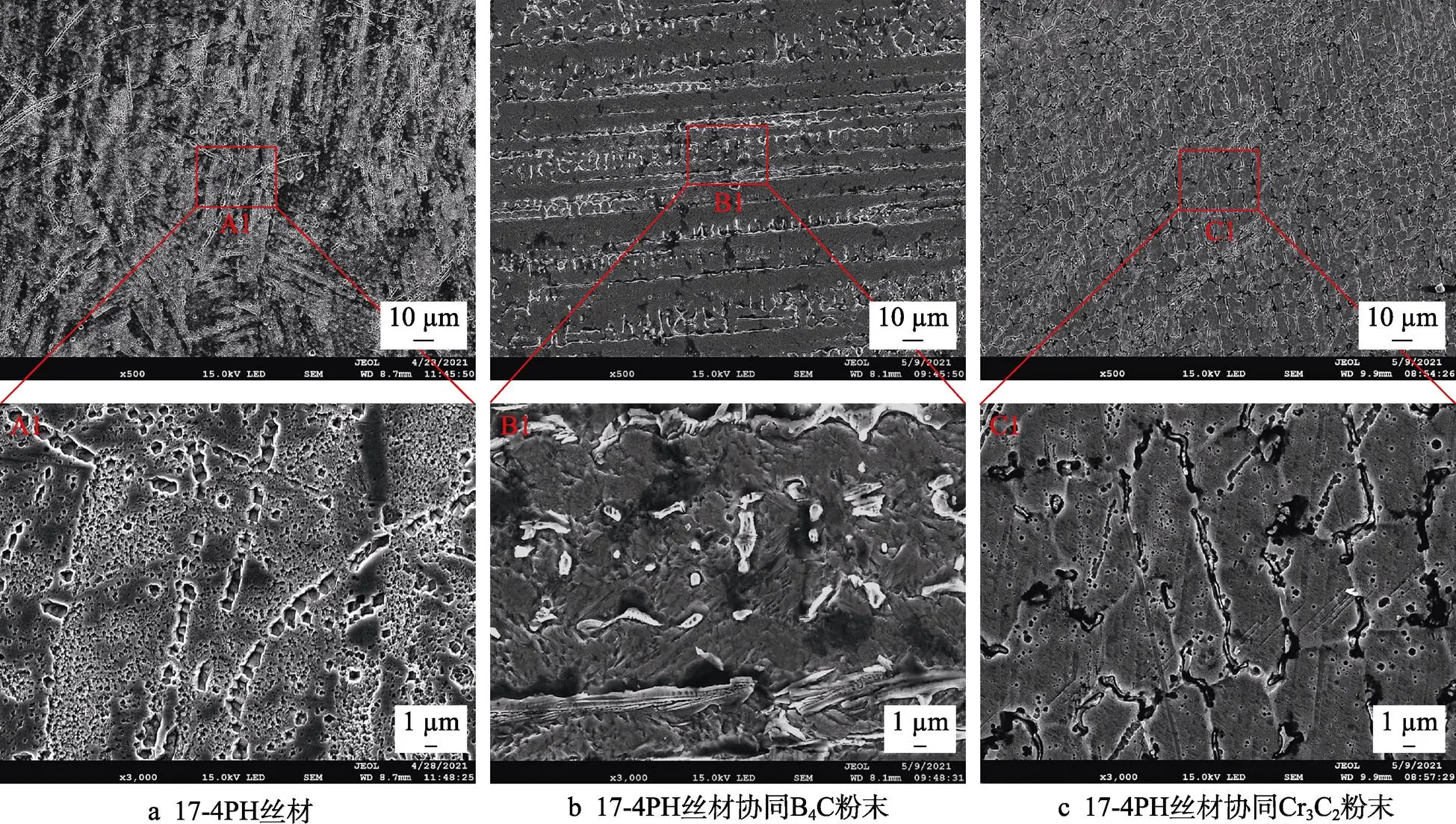
图3 3种高速激光熔覆层表面的显微组织
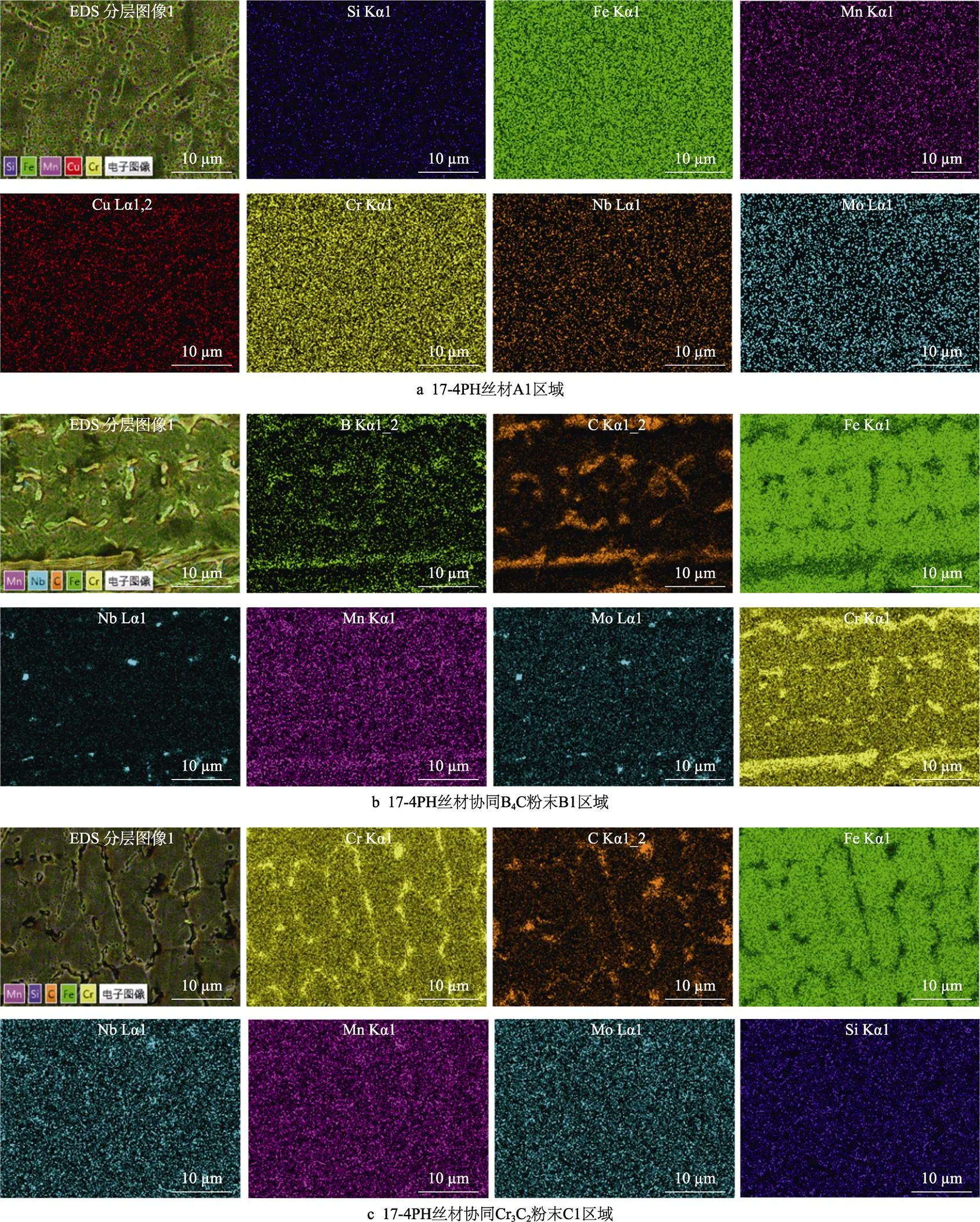
图4 3种高速激光熔覆层表面微区的成分
图5为3种高速激光熔覆层横截面的显微组织。图6为图5中标记微区的面扫描成分。3种熔覆层厚度均超过了1.5 mm,致密无缺陷,底部白亮层平面晶表明熔覆层与基体冶金结合良好,2种丝粉协同熔覆层表层成功分布了碳化物颗粒,在强化熔覆层表面的同时保证中下部熔覆层的韧性。17-4PH熔覆层截面组织及成分均匀,底部细小板条马氏体垂直基体向上;中部马氏体组织取向交错;上部板条马氏体更加细长。17-4PH丝材协同B4C粉末熔覆层的截面组织细密,有大量Cr、Nb、B的碳化物析出,截面底部除了细小的马氏体外,还有垂直白亮层向上生长的柱状晶,晶界有大量的析出物且晶内有大量的析出颗粒;熔覆层中部组织除马氏体外,还存在大量为分区域择优取向生长的均匀规则的柱状晶;熔覆层的上部组织在中部马氏体及柱状晶的基础上更加细化,且在顶部弥散分布了B4C颗粒,这些密度小的轻质颗粒难以下沉,提高了表层异质形核率,成为垂直其边缘向外辐射生长细小枝晶的成核中心。17-4PH丝材协同Cr3C2粉末熔覆层的截面底部主要为垂直于平面晶向上生长的柱状晶和胞状晶,晶界有少量析出物;熔覆层中部主要为胞状晶和等轴晶,晶界析出物增多;熔覆层上部分布着少量的Cr3C2颗粒,在颗粒表面形核并垂直向外生长成细小晶粒。值得注意的是,3种熔覆层中均未发现ε-Cu沉淀相。
2.3 横截面显微硬度分析
图7为3种高速激光熔覆不锈钢层截面的显微硬度分布曲线。3种熔覆层的硬度较基体均有明显提高,17-4PH熔覆层的平均显微硬度为239.81HV0.1;与17-4PH熔覆层相比,17-4PH丝材协同B4C粉末熔覆层的平均显微硬度有明显提高,达到320.21HV0.1,提升幅度约为35.53%;而17-4PH丝材协同Cr3C2粉末熔覆层的平均显微硬度变化不大,为255.66HV0.1,与17-4PH熔覆层相比仅提升约6.61%。这是因为17-4PH丝材协同B4C粉末熔覆层组织中出现大量析出物,第二相强化起到更好的效果,显著提高了熔覆层硬度。
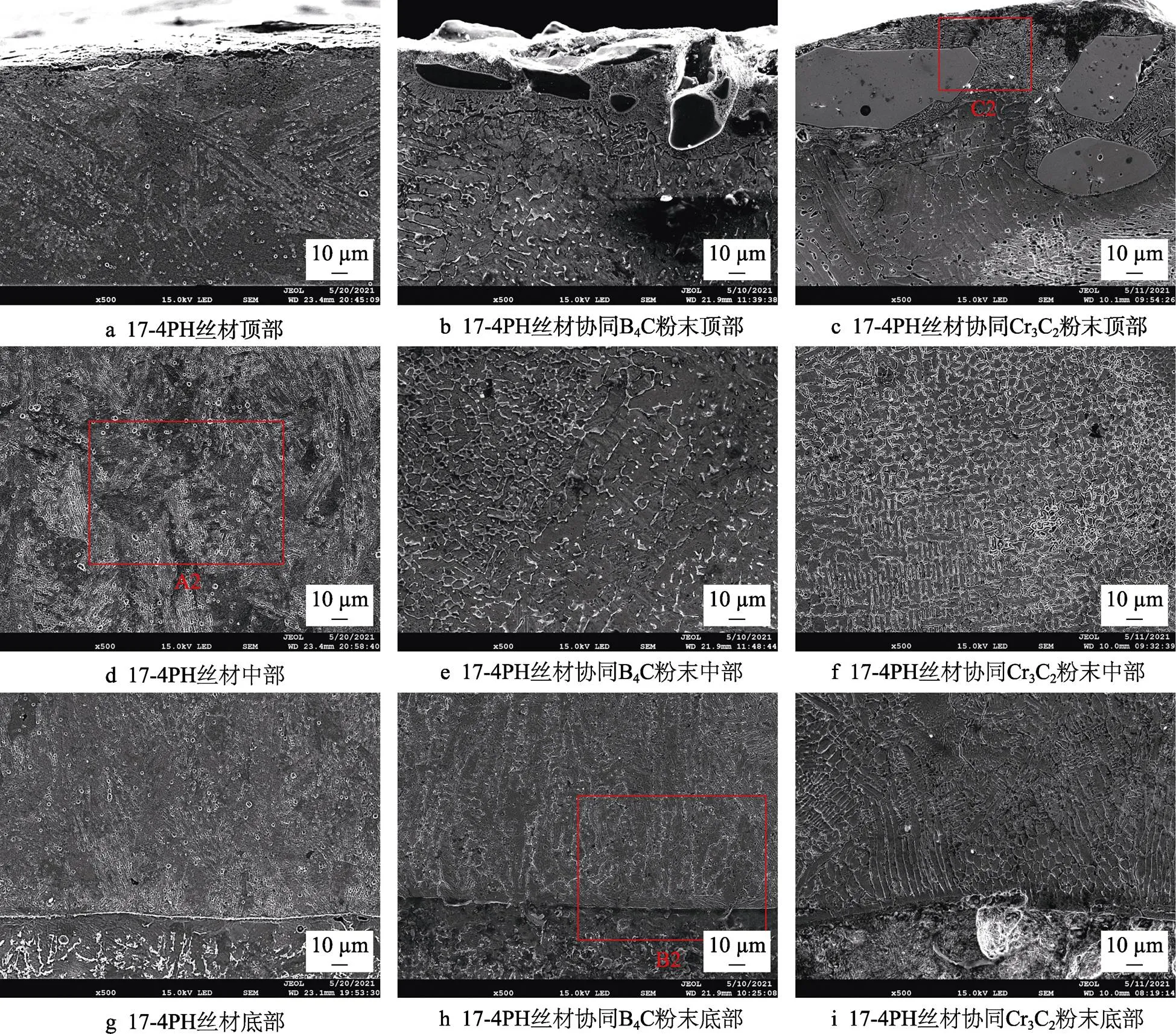
图5 3种高速激光熔覆层横截面的显微组织
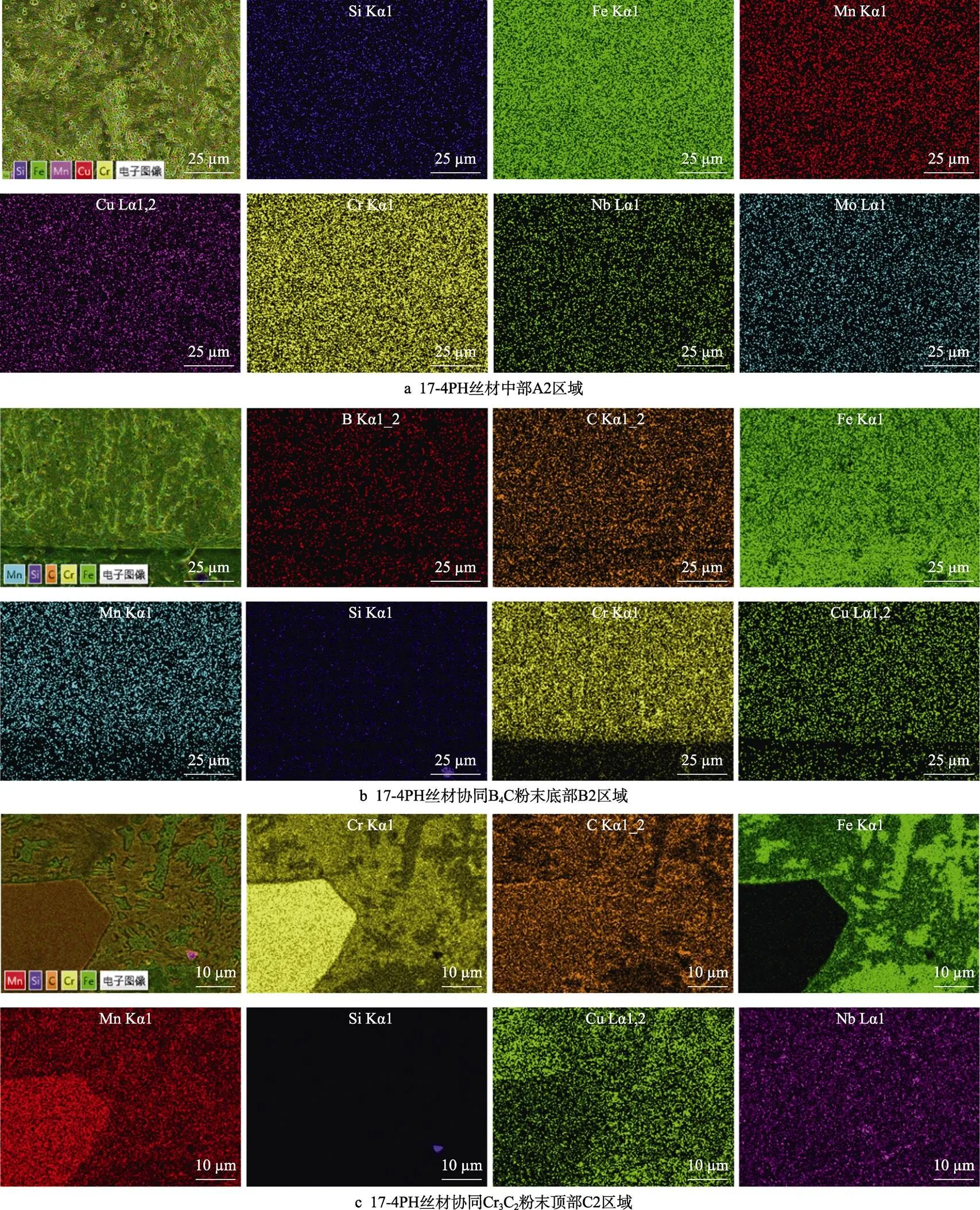
图6 3种高速激光熔覆层横截面微区的成分

图7 3种高速激光熔覆层横截面的显微硬度
2.4 耐蚀性分析
图8为3种高速激光熔覆不锈钢层在3.5%NaCl溶液中的动电位极化曲线。经过拟合得到腐蚀电位(corr)和腐蚀电流密度(corr),如表3所示,两者用于表征熔覆层的耐腐蚀性能。corr值越大、corr值越小,则熔覆层的耐蚀性越好。根据拟合得到的腐蚀电位及腐蚀电流密度可知,3种熔覆层均有良好的耐蚀性,这与17-4PH材料的特点及高速激光熔覆快速凝固冷却细化组织有关。尤其是17-4PH丝材协同添加Cr3C2粉末的熔覆层的耐蚀性最好,主要有两方面原因:一是与其奥氏体含量增多有关,奥氏体作为单相的面心立方结构,组织更加稳定,吉布斯自由能相对更低,位错等微缺陷也比马氏体组织少,奥氏体的增多提高了熔覆层的耐蚀性;二是完全熔融进入熔覆层的Cr3C2粉末,补充、甚至增加了熔覆层中的Cr元素,Cr元素提高了不锈钢层的电极电位和钝化能力,进而提高了熔覆层的耐蚀性。而17-4PH丝材协同添加B4C粉末熔覆层的耐蚀性低于17-4PH丝材熔覆层,主要是因为熔覆层虽然出现了少量的奥氏体,但其耐蚀性的提高效果远不如碳化物硬质相的添加导致腐蚀应力下微裂纹及大量晶界析出微电池对耐蚀性的恶化影响。

图8 3种高速激光熔覆层的动电位极化曲线
表3 3种高速激光熔覆层的腐蚀电位和腐蚀电流密度
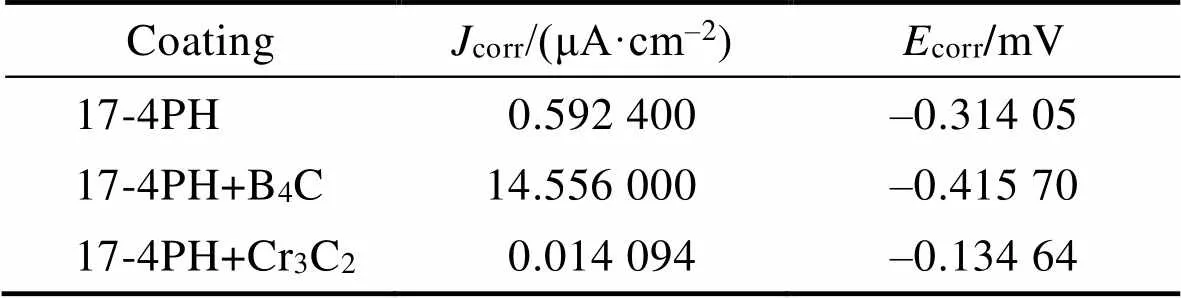
Tab.3 Corrosion potential and current density of three kinds of high speed laser cladding coatings
3 结论
1)结合热丝熔覆效率高及送粉熔覆成分易调节等优点,在40 mm/s的熔覆速度下,高效率地制备了17-4PH丝材、17-4PH丝材协同B4C粉末及17-4PH丝材协同Cr3C2粉末3种成形良好无缺陷的不锈钢层,拓展了海洋工程装备表面高效高质强化及改性新技术,提高了17-4PH不锈钢层的制备效率。
2)3种熔覆层与基体冶金结合良好,2种丝粉协同熔覆层表层分布了碳化物颗粒,碳化物的添加细化了组织,晶界有碳化物析出。17-4PH丝材熔覆层的物相为α相(马氏体),添加碳化物的丝粉协同熔覆层的物相为α相(马氏体)和γ相(奥氏体),这是因为C元素的融入扩大了奥氏体区。尤其是较低熔点的Cr3C2颗粒熔融进入熔覆层提供了更多的C元素,使得17-4PH丝材协同Cr3C2粉末熔覆层中γ相(奥氏体)成为主相。
3)协同添加B4C颗粒能够显著提高17-4PH不锈钢层的硬度,其硬度的提高主要是析出大量碳化物引起的第二相强化起作用。3种熔覆层在3.5%NaCl溶液中均呈现出优良的耐蚀性,尤其是协同添加Cr3C2粉末的熔覆层能进一步提高17-4PH不锈钢层的耐蚀性,这主要是奥氏体的大量存在及Cr元素补充所起的作用。
[1] 刘二勇, 曾志翔, 赵文杰. 海水环境中金属材料腐蚀磨损及耐磨防腐一体化技术的研究进展[J]. 表面技术, 2017, 46(11): 149-157.
LIU Er-yong, ZENG Zhi-xiang, ZHAO Wen-jie. Corrosive Wear and Integrated Anti-Wear & Anti-Corrosion Technology Metallic Materials in Seawater[J]. Surface Technology, 2017, 46(11): 149-157.
[2] 张世一, 王勇, 韩彬, 等. 激光熔覆多主元高熵合金涂层的研究进展[J]. 材料导报, 2017, 31(S1): 485-488, 513.
ZHANG Shi-yi, WANG Yong, HAN Bin, et al. Progress in Laser Clad Multi-Principal-Element High Entropy AlloyCoatings[J]. Materials Review, 2017, 31(S1): 485-488, 513.
[3] 李朝晖, 李美艳, 韩彬, 等. 高压柱塞高速激光熔覆镍基合金涂层组织和耐磨性[J]. 表面技术, 2020, 49(10): 45-54.
LI Zhao-hui, LI Mei-yan, HAN Bin, et al. High-Pressure Plunger High-Speed Laser Cladding Nickel-Based Alloy Coating Structure and Wear Resistance[J]. Surface Technology, 2020, 49(10): 45-54.
[4] 娄丽艳, 张煜, 徐庆龙, 等. 超高速激光熔覆低稀释率金属涂层微观组织及性能[J]. 中国表面工程, 2020, 33(2): 149-159.
LOU Li-yan, ZHANG Yu, XU Qing-long, et al. Microstructure and Properties of Metallic Coatings with Low Dilution Ratio by High Speed Laser Cladding[J]. China Surface Engineering, 2020, 33(2): 149-159.
[5] ZHANG Shi-yi, HAN Bin, LI Mei-yan, et al. Microstructure and High Temperature Erosion Behavior of Laser Cladded CoCrFeNiSi High Entropy Alloy Coating[J]. Surface and Coatings Technology, 2021, 417: 127218.
[6] ZHANG Qi, LI Mei-yan, HAN Bin, et al. Investigation on Microstructures and Properties of Al1.5CoCrFeMnNi High Entropy Alloy Coating before and after Ultrasonic Impact Treatment[J]. Journal of Alloys and Compounds, 2021, 884: 160989.
[7] 李云峰, 石岩. WC对激光熔覆层组织及耐磨耐冲击性的影响[J]. 中国表面工程, 2021, 34(2): 104-113.
LI Yun-feng, SHI Yan. Effect of WC on Microstructure, Wear Resistance and Impact Resistance of Laser CladdingLayer[J]. China Surface Engineering, 2021, 34(2): 104-113.
[8] 贾亚洲, 肖珺, 陈树君, 等. 旁轴送粉式激光扫描熔覆工艺研究[J]. 焊接, 2017(6): 47-50, 71.
JIA Ya-zhou, XIAO Jun, CHEN Shu-jun, et al. Study on Laser Cladding Technology with Side Feeding Powder[J]. Welding & Joining, 2017(6): 47-50, 71.
[9] 韩晨阳, 孙耀宁, 徐一飞, 等. 激光熔覆镍基合金磨损及电化学腐蚀性能研究[J]. 表面技术, 2021, 50(11): 103-110.
HAN Chen-yang, SUN Yao-ning, XU Yi-fei, et al. Research on Wear and Electrochemical Corrosion Properties of Laser Cladding Nickel Base Alloy[J]. Surface Technology, 2021, 50(11): 103-110.
[10] 周子钧, 姜芙林, 宋鹏芳, 等. 激光熔覆高熵合金涂层的耐腐蚀性能研究进展[J]. 表面技术, 2021, 50(12): 257-270.
ZHOU Zi-jun, JIANG Fu-lin, SONG Peng-fang, et al. Advances in Corrosion Resistance of High Entropy Alloy Coatings Prepared by Laser Cladding[J]. Surface Technology, 2021, 50(12): 257-270.
[11] 果春焕, 严家印, 王泽昌, 等. 金属激光熔丝增材制造工艺的研究进展[J]. 热加工工艺, 2020, 49(16): 5-10.
GUO Chun-huan, YAN Jia-yin, WANG Ze-chang, et al. Research Progress on Metal Laser Fuse Additive Manufacturing Process[J]. Hot Working Technology, 2020, 49(16): 5-10.
[12] 王强, 李洋洋, 杨洪波, 等. 激光功率对17-4PH丝材激光熔覆组织及硬度的影响[J]. 表面技术, 2021, 50(3): 191-197.
WANG Qiang, LI Yang-yang, YANG Hong-bo, et al. Effect of Laser Power on Laser Cladding Structure and Hardness of 17-4PH Wire[J]. Surface Technology, 2021, 50(3): 191-197.
[13] 李福泉, 高振增, 李俐群, 等. TC4表面丝粉同步激光熔覆制备复合材料层的微观组织和性能[J]. 稀有金属材料与工程, 2017, 46(1): 177-182.
LI Fu-quan, GAO Zhen-zeng, LI Li-qun, et al. Microstructure and Properties of Compound Layer Fabricated by Coincident Wire-Powder Laser Cladding on TC4 Surface[J]. Rare Metal Materials and Engineering, 2017, 46(1): 177-182.
[14] 李福泉, 高振增, 李俐群, 等. Ti6Al4V表面丝粉同步激光熔覆制备复合材料层工艺研究[J]. 应用激光, 2014, 34(6): 471-476.
LI Fu-quan, GAO Zhen-zeng, LI Li-qun, et al. Compound Layer Fabricated by Coincident Wire-Powder Laser Cladding on Ti6Al4V Surface[J]. Applied Laser, 2014, 34(6): 471-476.
[15] 李福泉, 李明伟, 冯鑫友, 等. 丝粉同步激光沉积制备WCp/Al复合材料构件工艺[J]. 中国有色金属学报, 2019, 29(2): 270-278.
LI Fu-quan, LI Ming-wei, FENG Xin-you, et al. Process of WCp/Al Matrix Compound Fabricated by Coincident Wire-Powder Laser Deposition[J]. The Chinese Journal of Nonferrous Metals, 2019, 29(2): 270-278.
[16] 李福泉, 张阳, 陈彦宾, 等. 丝粉同步送进激光沉积制备铝基复合材料的显微组织[J]. 中国有色金属学报, 2015, 25(9): 2510-2516.
LI Fu-quan, ZHANG Yang, CHEN Yan-bin, et al. Microstructure of Al Matrix Compound Fabricated by Coincident Wire-Powder Feeding in Laser Deposition[J]. The Chinese Journal of Nonferrous Metals, 2015, 25(9): 2510-2516.
[17] LI Fu-quan, GAO Zhen-zeng, ZHANG Yang, et al. Alloying Effect of Titanium on WCp/Al Composite Fabricated by Coincident Wire-Powder Laser Deposition[J]. Materials & Design, 2016, 93: 370-378.
[18] SYED W U H, PINKERTON A J, LIU Zhu, et al. Coincident Wire and Powder Deposition by Laser to Form Compositionally Graded Material[J]. Surface and Coatings Technology, 2007, 201(16-17): 7083-7091.
[19] SUN Yu, HEBERT R J, AINDOW M. Effect of Laser Scan Length on the Microstructure of Additively Manufactured 17-4PH Stainless Steel Thin-Walled Parts[J]. Additive Manufacturing, 2020, 35: 101302.
[20] SUN Yu, HEBERT R J, AINDOW M. Effect of Heat Treatments on Microstructural Evolution of Additively Manufactured and Wrought 17-4PH Stainless Steel[J]. Materials & Design, 2018, 156: 429-440.
[21] VUNNAM S, SABOO A, SUDBRACK C, et al. Effect of Powder Chemical Composition on the As-Built Microstructure of 17-4 PH Stainless Steel Processed by Selective Laser Melting[J]. Additive Manufacturing, 2019, 30: 100876.
[22] 吴晓瑜, 林鑫, 吕晓卫, 等. 激光立体成形17-4 PH不锈钢组织性能研究[J]. 中国激光, 2011, 38(2): 0203005.
WU Xiao-yu, LIN Xin, LÜ Xiao-wei, et al. Study on Microstructure and Mechanical Properties of Laser Solid Forming 17-4PH Stainless Steel[J]. Chinese Journal of Lasers, 2011, 38(2): 0203005.
[23] 杨晓. 17-4PH不锈钢性能和组织研究[D]. 哈尔滨: 哈尔滨工程大学, 2007.
YANG Xiao. The Properties and Macrostructures of 17-4PHStainless Steel[D]. Harbin: Harbin Engineering University, 2007.
[24] 邹红, 王均, 李聪, 等. 17-4PH不锈钢350 ℃长期时效组织演化的透射电镜观察[J]. 核动力工程, 2005, 26(4): 397-401, 409.
ZOU Hong, WANG Jun, LI Cong, et al. Study on Microstructure Transformation of 17-4PH Stainless Steel after Long-Term Aging at 350 ℃[J]. Nuclear Power Engineering, 2005, 26(4): 397-401, 409.
[25] 王均. 核反应堆用17-4PH不锈钢的性能研究[D]. 成都: 四川大学, 2007.
WANG Jun. Study on the Properties of a 17-4PH Stainless Steel Used in a Nuclear Reactor[D]. Chengdu: Sichuan University, 2007.
Microstructure and Properties of Stainless Steel Coatings by Coincident Wire-powder High Speed Laser Cladding
1,1,2,1,1,3,1,3
(1. School of Materials Science and Engineering, China University of Petroleum (East China), Shandong Qingdao 266580, China; 2. PetroChina Sichuan Petrochemical Company Limited, Chengdu 611930, China; 3. Shaanxi Tianyuan Intelligent Remanufacturing Co., Ltd., Xi'an 710018, China)
In order to explore the new technology of high-efficiency and high-quality surface strengthening and modification of offshore engineering equipment, and improve the preparation efficiency and comprehensive performance of 17-4PH stainless steel layer. Three cladding layers of 17-4PH wire, 17-4PH wire with B4C powder and 17-4PH wire with Cr3C2powder were prepared by high-speed laser cladding technology. The microstructure of the cladding layer was analyzed by X-ray diffraction, scanning electron microscope and energy dispersive spectrometer. The hardness and corrosion resistance of the cladding layer were tested by microhardness tester and electrochemical workstation. The results show that the cladding layer of 17-4PH wire is mainly α phase (martensite), and the two kinds of silk powder cooperate with the phase structure of the cladding layer α in addition to phase (martensite), it also appears γ phase (austenite); The microstructure and composition of the three cladding layers are uniform as a whole. Carbide precipitation such as Cr and Nb appears at the grain boundary of the wire powder cooperative cladding layer, and carbide particles are distributed on the surface layer; The addition of carbide particles improves the hardness of the cladding layer, especially the addition of B4C particles. It not only acts as a hard phase reinforced cladding layer to uniformly refine the grains, but also precipitates a large number of second phase particles at the grain boundary and in the crystal. The hardness is about 35.53% higher than that of the 17-4PH wire cladding layer without carbide particles; The corrosion resistance of the three cladding layers in 3.5wt.%NaCl solution is good, especially the cladding layer with Cr3C2particles added together. Compared with the 17-4PH wire cladding layer, the corrosion current density is 0.592 400 μA/cm2reduced to 0.014 094 μA/cm2, the corrosion potential increased from –0.314 05 V to –0.134 64 V. In this paper, the stainless steel layer is prepared with high efficiency and high quality with the co preheated welding wire and coaxial powder at the cladding speed of 40 mm/s, which fully combines the advantages of high hot wire cladding efficiency and easy adjustment of powder feeding cladding composition; Compared with the 17-4PH wire cladding layer, the phases of the two silk powder cooperative cladding layers are eliminated α out of phase γ. The addition of carbide refines the structure, and there are new precipitates at the grain boundary; The hardness of 17-4PH wire and B4C powder cladding layer is significantly improved, while the corrosion resistance of 17-4PH wire and Cr3C2powder cladding layer in 3.5wt.% NaCl solution is significantly improved.
coincident wire-powder; high speed laser cladding; 17-4PH; B4C; Cr3C2; microstructure; microhardness; corrosion resistance
TG178
A
1001-3660(2022)05-0015-09
10.16490/j.cnki.issn.1001-3660.2022.05.002
2022–02–28;
2022–04–12
2022-02-28;
2022-04-12
国家自然科学基金项目(51771228);中石油重大科技合作项目(ZD2019–184–004);中央高校基本科研业务费资助(20CX05009A)
National Natural Science Foundation of China (51771228); Major Scientific and Technological Cooperation Projects of CNPC (ZD2019-184-004); the Fundamental Research Funds for the Central Universities (20CX05009A)
韩彬(1973—),男,博士,教授,主要研究方向为金属失效及表面工程、新材料焊接技术。
HAN Bin (1973-), Male, Doctor, Professor, Research focus: metal failure and surface engineering, new material welding technology.
韩彬, 胡春阳, 韩伟, 等. 丝粉协同高速激光熔覆不锈钢层组织性能研究[J]. 表面技术, 2022, 51(5): 15-23.
HAN Bin, HU Chun-yang, HAN Wei, et al. Microstructure and Properties of Stainless Steel Coatings by Coincident Wire-powder High Speed Laser Cladding[J]. Surface Technology, 2022, 51(5): 15-23.
责任编辑:万长清