桥壳本体焊接前检测方法及检具设计
2022-05-27刘德林
刘德林
江铃底盘股份有限公司 江西抚州 344000
汽车桥壳本体总成是行驶系中的重要组成部分,它不仅要承受汽车本身的质量,而且在整车行驶过程中,需要承受驱动轮传来的各向反力、弯矩和制动力矩。冲焊桥是目前常见的桥壳总成,它采用上、下两件桥壳本体冲压成形,然后通过拼接对焊的方式制作而成。为保证桥壳总成满足设计及使用性能等要求,工艺过程中对冲压桥壳本体(单件及合桥)的半边长、直缝间隙、上下错边、错角以及大法兰面平面度等要求较高。
目前大部分桥壳检具及技术,是侧重桥壳总成和桥壳上焊接件的检测,其前提是两片桥壳本体已经焊接成一个整体。针对冲压桥壳本体的检测,根据不同的工序设计和技术要求,本身也存在诸多检测方式和检测指标,检测装置及检测方法的进一步发展将促进测量质量优化和检测效率提高。
零件检测要求及方法分析
从技术及焊接工艺方面来看,桥壳本体总成由上、下桥壳本体拼装对齐后进行焊接(见图1),桥壳本体总成最终与其他件焊接成整桥壳。焊接为桥壳加工的关键工艺,为保证焊透率,工件间要求间隙均匀,上、下方向还要求平整。桥壳本体作为桥壳主件,对多个相关部位尺寸及吻合性均要严格控制。
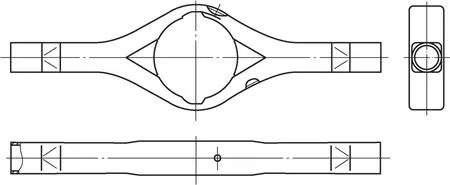
图1 桥壳本体总成焊接示意
此外,上、下桥壳本体一般为对称件,偶尔存在单件桥壳本体检验在公差范围之内,但焊接拼装时则会出现合桥后错边量过大等累积误差问题。为避免上、下桥壳本体单件偏差方向不同而造成影响,可以采用拼装对齐的方式,将两片桥体通过检具夹紧合并,一起进行检验。
1)检具采用自动拼装对齐压紧装置,该装置用气源连接驱动,工件放入后可快速完成上、下两件桥壳本体的对齐及拼装压紧。
2)检具采用中心孔销轴为主定位,零贴面为副定位的方式进行定位,上、下桥壳本体可以方便快速放入其中,附加侧压装置及垂直压紧装置,保证定位的准确性。
3)经过对齐压紧装置将工件对齐后,通过检测附件一次性完成半边长、直缝间隙、错边、错角以及平面度等项目的检测。
检具结构及设计特征
经过对零件要求及检测方式分析,设计的桥壳本体焊接前检测装置如图2所示。图中包括基座P1、半长检测单元P2、垂直压紧装置P3、平面度检测单元P4、侧压装置P5、中心定位总成P6、校表器P7以及开关座总成P8。
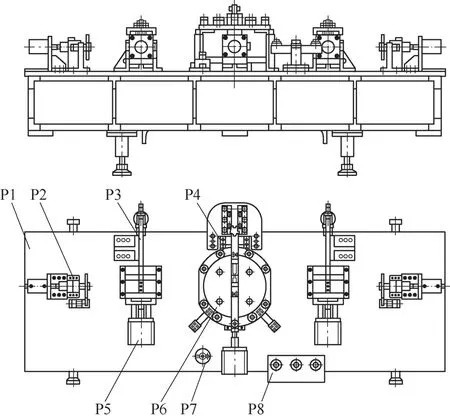
图2 桥壳本体焊接前检测装置结构
检测装置采用中心孔销轴为主定位,零贴面为副定位的方式对桥壳本体进行定位,检测装置主要包括:
1)定位机构。定位机构包括中心定位总成P6、半长检测单元P2中的半长定位装置和压紧装置,中心定位总成P6对焊接前上、下桥壳本体圆形孔中心定位,对称设置的半长定位装置、垂直压紧装置P3和侧压装置P5分别形成长度、垂直、本体侧面三个方向的定位装置。
2)检测机构。检测机构包括半长检测单元P2中的半长检测装置、平面度检测单元P4、校表器P7和百分表,平面度检测单元P4为翻转机构,百分表通过校表器P7校零后,通过半长检测装置读取半长差值,通过平面度检测单元P4读取焊接前上、下桥壳本体圆形孔平面度数值。
3)基座P1。基座P1为安装基座,基座P1或设有检测附件,检测附件包括本体合桥管径、方管、直缝间隙、上下错边和错角的检测附件。
该检测装置的主要单元如图3所示,其设计特征如下:

图3 检测装置各单元结构
1)基座P1台面的两侧设有导轨,两侧的半长检测单元P2分别设置于台面导轨上;垂直压紧装置P3和侧压装置P5按左右对称的形式,布置在半长检测单元P2和中心定位总成P6中间;平面度检测单元P4位于基座P1中心靠后的台面上,中心定位总成P6通过螺栓和销钉固定于基座P1中心台面上;两侧的半长检测单元P2、侧压装置P5和垂直压紧装置P3中的各个气缸,均有气管连接。
2)台面导轨、垂直压紧装置P3、侧压装置P5、平面度检测单元P4、校表器P7、开关座总成P8固定于基座P1台面,开关座总成P8包括半长检测单元P2、侧压装置P5和垂直压紧装置P3的控制开关。
3)半长检测单元P2的半长定位装置和半长检测装置包括端头气缸、固定座、导向销、百分表限位圈、半长定位块、半长检测座和导向座;端头气缸缸体紧固于固定座上,端头气缸杆部与导向销的一端连接,导向座与导向销间隙配合;导向销尾部设有半长定位块,工作时,半长定位块与导向销随端头气缸杆部来回活动;百分表限位圈紧固于半长检测座顶部,百分表配合半长定位块和百分表限位圈直接读取差值。
4)垂直压紧装置P3为旋转机构,包括旋转连接件、压杆、定位块、固定座和垂直气缸;垂直气缸缸体紧固在固定座的一侧,垂直气缸杆部与压杆的尾部活动连接;旋转连接件的一端与压杆中段相连,另一端与固定座上部连接;定位块设计为L形,其位置固定于压杆头部的正下方,压杆头部与定位块之间形成垂直副定位区间。
5)侧压装置P5由L形固定座、气缸和夹头组成,气缸缸体紧固于固定座上,并连接气管通道,气缸杆部连接夹头之间形成侧压定位区间;垂直副定位区间的正截面与侧压定位区间的正截面或重合。
6)平面度检测单元P4包括翻转固定座、支撑座、转接块、翻转销轴、支撑体、紧固旋钮、翻转杆、把手、百分表座、限位圈、夹块和垫块;转接块固定于翻转固定座上;百分表座紧固于翻转杆杆部,翻转杆通过翻转销轴与连接块相连,百分表座通过翻转杆的旋转进行拉开和水平放置;支撑座上部设有支撑体;百分表座内有多个呈环形分布的限位圈,限位圈与百分表配合测出各处平面度的差值;百分表座边缘设有夹块,夹块所对应的下方设有垫块。
7)支撑体支撑旋转过程中的翻转杆杆部,同时与夹块、垫块一起保证百分表座在检测时处于水平状态。
8)百分表座在翻转机构作用下水平放置时,处于两片桥壳本体圆形孔中心的正上方。
9)中心定位总成P6为环形定位装置,环形定位装置与上、下桥壳本体圆形孔位置对应,配合环形销轴进行定位,中心定位总成P6底部设有台肩,两桥壳本体中心外围放置于台肩内。
桥壳本体进行焊接前检测的方法
桥壳本体检测状态如图4所示。
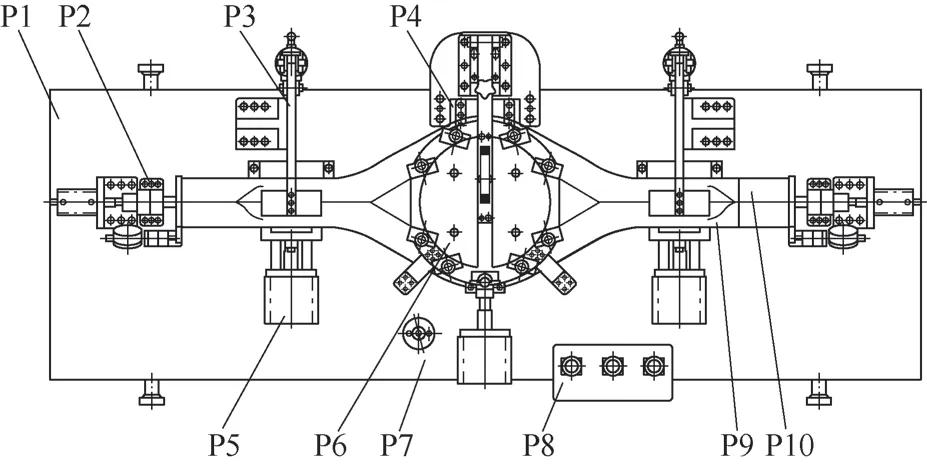
图4 上、下桥壳本体检测状态示意
第1步:将该桥壳本体焊接前检测装置接通气源。
第2步:将冲压成形好的上桥壳本体P9和下桥壳本体P10放入检测装置,通过中心定位总成P6以及垂直压紧装置P3中的L形定位块预先定好位置。
第3步:先后起动半长检测单元P2、侧压装置P5和垂直压紧装置P3的控制开关,分别或同时启动工作后,上、下桥壳本体工件完成对齐拼装。
第4步:通过各检测附件测量上、下桥壳本体合桥管径、方管、直缝间隙、上下错边、错角项目。
第5步:百分表通过校表器P7校零后,通过半长检测单元P2检测半长误差,当百分表压缩抵至限位圈时读取数值,该数值即为半长差值。
第6步:通过翻转杆将平面度检测单元P4水平放置到位并将紧固旋钮旋紧,百分表通过校表器P7校零,然后穿过百分表座测量,当百分表下压抵至限位圈时读取数值,所有位置中最大值即为该平面度最大值。
设计要点
1)检测装置采用中心定位总成定位,附加侧压装置及垂直压紧装置,可以对焊接前的两片桥壳本体(单件状态)进行自动对齐压紧,在焊前检测单片桥壳本体的符合性及一致性。
2)两端为半长定位及检测单元,能有效检测出两片桥板的半长对称度;顶部附有平面度检测座,通过百分表能够有效快速地检测出桥壳大法兰面平面度。
3)垂直压紧装置P3和平面度检测单元P4为旋转结构,检测前保证工件顺利放入,检测时保持正常工作位。
4)在测量桥壳本体零件其他项目时,该检具作为零件检测的支撑,并能给出偏差的方向。
结语
本检具不仅可以作为桥壳总成检具使用,实际上更适合焊前控制,即桥壳本体冲压零件检测。通过该检具,能够有效控制焊前工件质量,避免因零件缺陷造成焊接质量问题,从而影响整桥使用性能。检具具有自动压紧、对齐两工件的装置,使两个单件状态的桥壳本体快速对齐拼装,实现冲压桥壳本体零件多个项目的检测。对每片(上桥壳本体、下桥壳本体单件)的一致性、合桥缝隙、平面度等进行快速有效地检测。该检具在焊前使用,能提前发现工件问题,有效规避焊接质量。
