污水处理厂精细化管理运行控制策略
2022-05-21徐立君于鑫龙崔锦华邬传军黄义成
徐立君,万 强,于鑫龙,崔锦华,邬传军,黄义成
(天津临港胜科水务有限公司,天津 300452)
污水处理厂作为末端治理单元, 是保障受纳水体的水生态环境质量和安全的重要一环。 随着城镇污水处理厂一级A排放标准的实施,大批污水处理厂需要通过提标改造才能保证出水合格, 但由于初始设计不当或运行管理水平较低,导致出水不稳定。因此精细化管理是污水处理厂未来发展的必要趋势。
与传统的生产制造型企业一样, 污水处理厂的运行管理模式基本都经历了从粗放式管理到规范化管理再到精细化管理的阶段[1]。 粗放式管理基本依靠的是管理者的技术经验水平, 规范化管理是将污水处理流程进行标准化、模块化管理,精细化管理是在规范化管理的基础上以系统性的思维对运行管理进一步细化。 污水处理厂精细化管理的关键因素在于工艺的精细化运行、设备的精细化维护、人员的精细化组织、安全健康环境的精细化整合[2]。
1 工程概况
天津临港胜科污水处理厂于2009年6月正式投产运行,设计处理能力为1万m3/d,分为两个系列,进水水质以工业废水为主,占比约60%,主体工艺采用水解酸化+A/O生化+混凝沉淀工艺。 为响应本地环保政策号召, 提高出水排放标准,2018年新增反硝化处理系统与臭氧催化氧化处理系统,对排放污水进行深度脱氮除磷处理,提标改造后的工艺流程如图1。

图1 污水处理工艺流程
经过提标改造,出水水质有了较大改善,但由于系统进水中工业水占比较大,水质波动大,导致系统运行不稳定,依然存在出水超标的风险。 除此之外还存在设备老化、 运行人员管理经验不足、反硝化滤池跌水过大等问题。 本文结合天津临港胜科污水处理厂的运行实际情况, 基于精细化管理,优化运行工艺,降低运行成本,实现节能降耗,降低出水超标的风险。
2 精细化运行管理控制策略
2.1 优化均质调节池控制水质
系统进水水质的情况主要取决于上游排水单位,因此需要加强与上游排水单位的沟通协调,确保客户来水水质的稳定。除此之外,污水处理厂作为处理单位也有责任和义务提高来水水质变化的应对能力,保障系统的处理效能。
天津临港胜科污水处理厂共有2个2500m3的系统进水均质调节池(1#、2#),和两个4500m3的事故池。系统进水量包括直接进入均质调节池的客户水量(占比约81%)、反硝化系统的反洗水量(占比约6%)、污泥压滤液(占比约3%)及3#均质调节池排入系统的水量(占比约10%)。其中水质波动较大的客户A水量约1000m3/d,氨氮浓度在150~450mg/L之间波动。 客户A的废水直接排入系统会导致系统的氨氮浓度急剧升高,最高可达80mg/L,远超设计值45mg/L,对后端的生物处理系统造成冲击。2020年4月针对该客户的废水研发设计了一套脱氮装置, 采用折点氯化法对该客户的高氨氮废水进行预处理, 日脱氮量可达300kg/d。 该套脱氮装置效率高,效果稳定,但投加的次氯酸钠药剂成本过高。
结合天津临港胜科污水处理厂的实际运行工况,在保证满足园区应急需求、出水水质达标及客户排水需求的情况下,将其中一个事故池(1#)单独作为客户A的均质调节池(3#),来调节客户A的高氨氮废水。 运行人员定时查看系统进水和各个客户来水的氨氮浓度,以及3#均值调节池的氨氮浓度和液位,通过物料衡算严格控制3#均调节池进入系统均质调节池的水量。 在3#均质调节池无法满足调节需求的时候启动预处理脱氮装置, 既保证了客户排水需求和系统稳定,还节约了次氯酸钠的药剂成本。结合实际运行, 对比2020与2021年的6—9月次氯酸钠使用量与氨氮去除量,结果如表1。
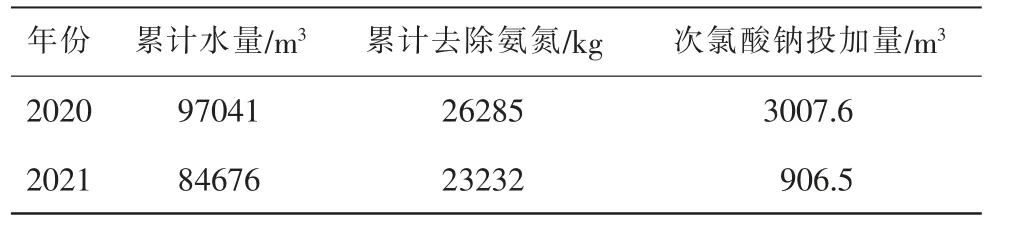
表1 次氯酸钠投加量与氨氮累计去除量统计
从表1可知,2020年去除每公斤氨氮需要投加含量10%的次氯酸钠114.42kg,2021年5月在调整优化了运行工艺后, 避免了药剂在低浓度氨氮废水上的浪费, 将预处理脱氮装置作为应急脱氮装置使用,次氯酸钠单位药耗也降低至39.02kg次氯酸钠/kg氨氮。 假定年处理氨氮浓度300mg/L的废水15万t,10%次氯酸钠以600元/t计算, 年节约运行成本约203.6万元。
2.2 减小液位差节约药耗
反硝化滤池工艺常用于污水处理深度脱氮工艺中,在该阶段,反硝化细菌以有机碳源(如甲醇、乙酸钠、乙醇、葡萄糖等)作为电子供体,将硝酸盐或亚硝酸盐作为电子受体氧化还原。其中参与反应的酶类要求溶解氧浓度不高于0.5mg/L, 溶解氧浓度过高对反硝化过程会造成抑制作用。在实际运行过程中,由于运行人员的经验不足,反硝化滤池的跌水过大,跌水造成废水中的溶解氧增加,部分外加的碳源会被用于消耗水中的溶解氧,造成药剂的浪费[3]。
结合反硝化滤池系统设备的运行实际, 提高反硝化滤池液位, 控制反硝化滤池的恒液位与进水溢流堰距离不高于0.20m,并对调整前后的进水的溶解氧与乙酸钠的投加量进行了分析,结果如表2。

表2 碳源投加量与溶解氧的关系
由表2可以看出,经管路改造后,进水的溶解氧降低1.5mg/L,乙酸钠的投加量也减少了10.68%。 结合运行实际, 假定平均去除硝氮9mg/L,20%含量的液体乙酸钠按1200元/t计算, 年节省运行成本约18.05万元。
2.3 人员精细化管理
运行人员作为污水处理厂的管理维护者, 需要了解并掌握污水处理厂的工艺流程和设备情况。 班组作为运行管理的最小单元, 也是精细化管理的重要一环, 系统运用标准化与数据化等方法将班组运行管理责任具体化、明确化至每一个班组成员[4]。 班组长需要根据工作情况, 将每天的工作任务或目标细化至小时级别,并监督和指导班组成员完成。如果发生突发事件, 班组长必须及时根据现场情况汇报上级并安排班组成员进行处理。 班组建设和班长培训是班组精细化管理的重要举措。 通过培训提高班长的专业知识和技能水平,加强制度细化和实施,强化安全责任意识。
结合实际情况,每月进行一次培训,将理论与实操相结合,针对班长和班组成员采取不同形式,不同阶段的培训,细化每个操作背后的理论知识。每季度组织班组人员进行一次团建活动, 加强团队文化建设,提高员工的积极性。每年进行不少于两次的应急演习,提高管理人与班组成员应对突发情况的处理能力。
2.4 设备精细化维护与管理
设备老化是污水处理厂的通病, 旧设备能耗高,效率低[5]。 而设备性能稳定,数据准确是污水处理厂信息化,智能化运行的基础[6]。需要运行管理人员对设备的管理和更新维护制定详细而周密的计划。 通过合理安排设备的检修和更换计划,实现有效调度和错峰进行,减少设备检修对污水处理厂运行的影响。
设备的精细化维护与管理是污水处理厂降低成本、增加效率最有效的途径之一。各班组人员需要正确有效地操作、巡检、维护,提高设备的运行环境,延长设备的使用周期。 管理人员应定期与班组人员进行沟通,及时了解设备运行情况,确保设备的正常可持续运行。
2.5 引进先进技术优化运行工艺
技术进步是推动城镇污水处理厂发展的根本动力。早期建设的城镇污水处理厂普遍存在工艺落后,设备老化、能耗高、处理效率低、技术更新换代慢等问题。 而应用新技术又存在投资费用高、运行经验匮乏、工艺适配性差等诸多问题。 天津临港胜科污水处理厂结合实际运行条件, 以实现节能降耗,提高处理效率为目的,引入自养反硝化技术。 与传统的异养反硝化相比, 自养反硝化技术无需外加碳源,反硝化细菌以无机物(如S、S2-、S2O32-、Fe、Fe2+、H2等)作为硝酸盐氮还原的电子供体,将水中的硝酸盐氮还原为氮 气[7]。
通过实验验证了该技术的可行性之后, 该水厂将480m3的闲置水池设计改造为日处理2000m3/d的自养反硝化滤池,并为其自行设计研发了一套PLC自控系统,使之可以实现自动化运行。 经过3个月的连续稳定运行, 对其和原有的异养反硝化滤池进行药耗对比分析,结果如表3。

表3 自养反硝化滤池与异养反硝化滤池对比
由表3可以看出,采用自养反硝化工艺的药剂单耗会比异养反硝化低38%左右, 假定反硝化阶段每日处理10000m3废水,平均去除硝氮9mg/L,自养工艺填料按6000元/t,液体乙酸钠按1200元/t计算,采用自养反硝化技术每年可节约药剂成本约58万元。
自养反硝化的处理工艺可以避免碳源投加量的不稳定性,不会造成出水COD的穿透,降低了出水超标的风险,也减少了大量运行人员在药剂投加方面的投入[8]。
3 结语
该污水处理厂结合实际运行工况, 基于精细化管理,改进优化工艺,降低运行成本,提高运行人员管理水平,加强设备维护管理,实现了节能降耗,提高了收益,降低了出水超标的风险。城镇污水处理厂的精细化运行管理需要结合自身的实际情况, 因地制宜,从工艺、设备、人员3方面进行精细化管理。 随着科技的进步和新设备新工艺的开发, 污水处理厂逐渐向着信息化、智能化的方向发展,而在污水处理厂转型的过程中如何进行精细化管理是运行管理人员需要思考的问题。
