定尺剪APC双斜坡位置闭环剪切控制系统研究
2022-05-21张超逸,钱雪平
张超逸,钱雪平

[摘 要]以三明钢铁定尺剪为例,详细介绍APC双斜坡位置闭环控制在钢板定尺分段控制系统的应用。
[关键词]APC;双斜坡;位置闭环
[中图分类号]TP273+.1 [文献标志码]A [文章编号]2095–6487(2022)02–000–03
Fixed-length Shear APC Double Slope Postion Closed
Loop Shearing Control System Research
Zhang Chao-yi,Qian Xue-ping
[Abstract]Based on Sanming iron and steel Roll fixed-length Shear as an example, detailed introduces APC double slope postion closed-loop control application in the steel plate fixed-length control system,APC closed-loop control algoritghm and principle.
[Keywords]APC; double slope; postion closed-loop
位置闭环控制是定尺剪切中最重要的环节,是保证成材率根本所在,对系统控制精度及相应速度有极高的要求,以三明钢铁宽厚板定尺剪子为例,详细介绍基于APC位置闭环双斜坡控制系统算法及原理。
1 功能说明
钢板定尺信息通过L2读取L3生产计划,自动产生剪切定尺信息,发送给L1 PLC执行机构,PLC通过读取剪切信息和读取实时激光测长装置测出的长度进行长度闭环控制,完成精准定位剪切。
APC位置闭环控制有以下几点要求:①电机速度转矩等相关计算值不能超过设备最大允许值;②位置闭环必须在最短时间内定位完成,并满足工艺精度要求;③整个位置闭环调节时系统必须稳定,不能出现超条现象;④控制算法不易复杂,能在PLC中实现。
1.1 控制原理
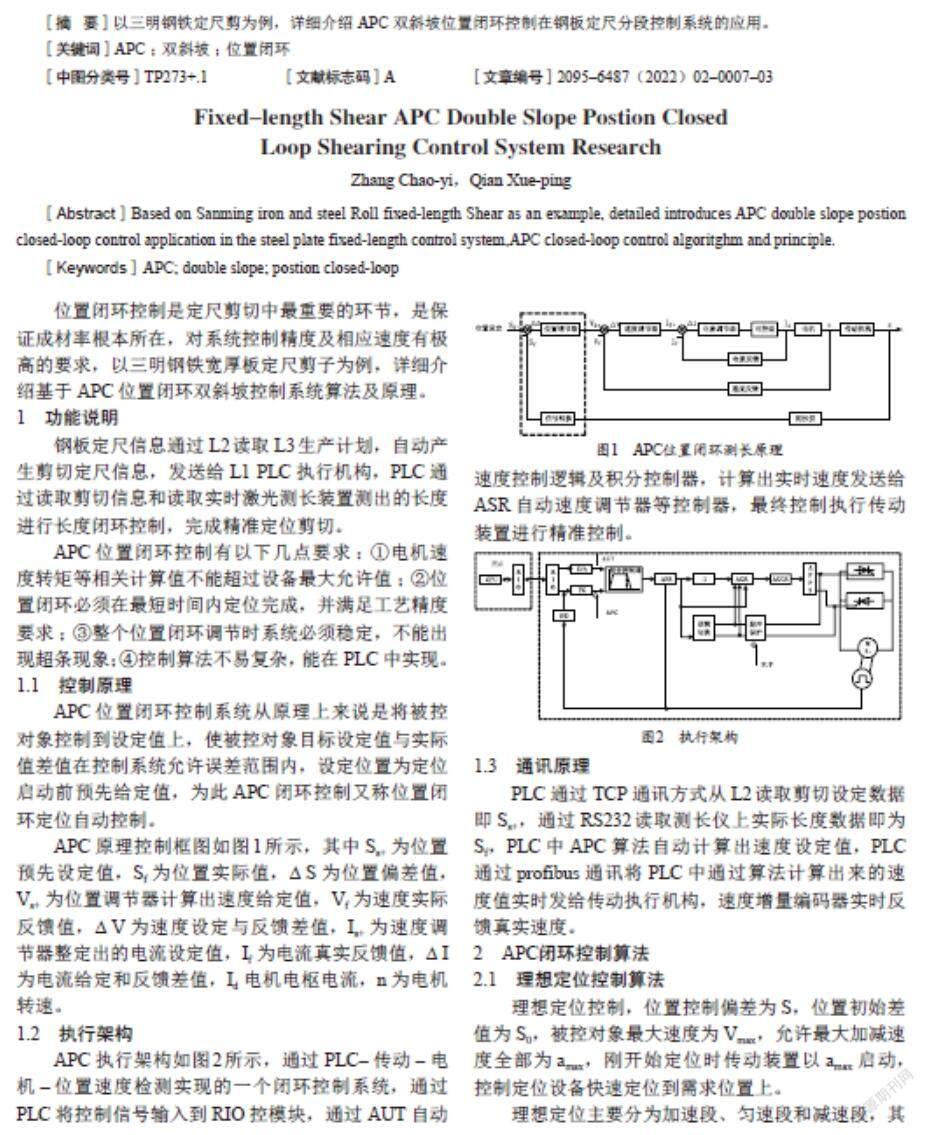
APC位置闭环控制系统从原理上来说是将被控对象控制到设定值上,使被控对象目标设定值与实际值差值在控制系统允许误差范围内,设定位置为定位启动前预先给定值,为此APC闭环控制又称位置闭环定位自动控制。
APC原理控制框图如图1所示,其中Ss+为位置预先设定值,Sf为位置实际值,∆S为位置偏差值,Vs+为位置调节器计算出速度给定值,Vf为速度实际反馈值,∆V为速度设定与反馈差值,Is+为速度调节器整定出的电流设定值,If为电流真实反馈值,∆I为电流给定和反馈差值,Id电机电枢电流,n为电机转速。
1.2 执行架构
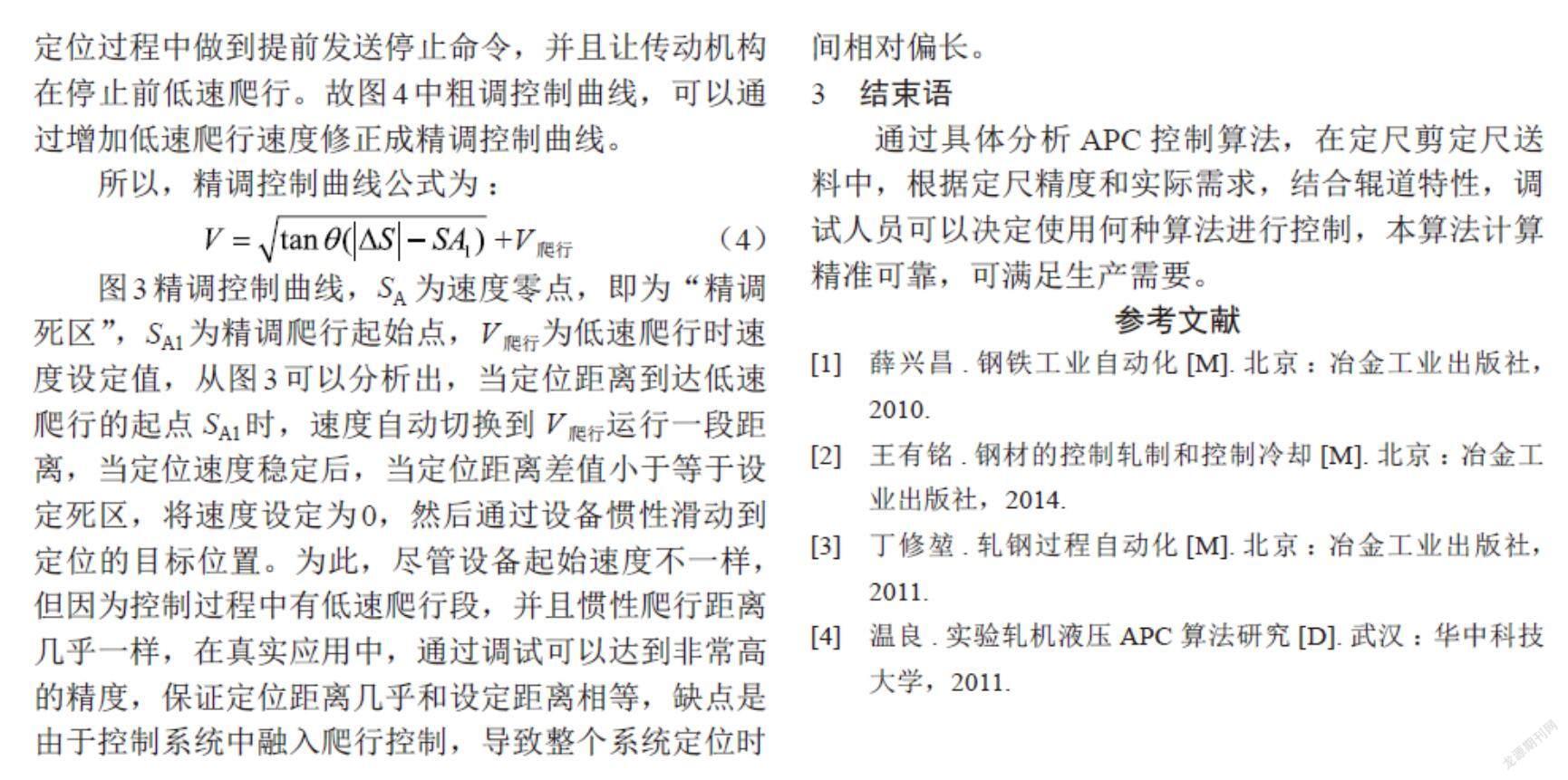
APC执行架构如图2所示,通过PLC–传动–电机–位置速度检测实现的一个闭环控制系统,通过PLC将控制信号输入到RIO控模块,通过AUT自动速度控制逻辑及积分控制器,计算出实时速度发送给ASR自动速度调节器等控制器,最终控制执行传动装置进行精准控制。
1.3 通讯原理
PLC通过TCP通讯方式从L2读取剪切设定数据即Ss+,通过RS232读取测长仪上实际长度数据即为Sf,PLC中APC算法自动计算出速度设定值,PLC通过profibus通讯将PLC中通过算法计算出来的速度值实时发给传动执行机构,速度增量编码器实时反馈真实速度。
2 APC闭环控制算法
2.1 理想定位控制算法
理想定位控制,位置控制偏差为S,位置初始差值为S0,被控对象最大速度为Vmax,允许最大加减速度全部为amax,刚开始定位时传动装置以amax启动,控制定位设备快速定位到需求位置上。
理想定位主要分为加速段、匀速段和减速段,其中加速段位置偏差S=S0-v dt=S0-amaxt dt=S0-amt2,t1=为传动装置达到Vm所用最短时间,为在t1时间段内所消除的位置偏差,则此时定位偏差S1=S0-;减速阶段要使偏差S=0,且进尽快到达,必须综合考虑,则是需要计算传动装置以Vmax匀速定位到什么位置时进行减速,通常使用加减速度相等的原则,即在加减速阶移动的距离相等,即S2=S0-S1,即当实际速度减速到0时,达到目标距离,实现S=0,具体计算如下:首先以最大加速度amax,加速到V=Vmax,维持V=Vmax运行直到S2=,
然后从处开始,以最大加速度amax进行减速,直到V=0,S=0。
2.2 最快定位控制方法
最快定位本质是用最短的时间完成闭环位置控制,可分为三角波控制和梯形波控制,小行程定位采用三角波控制,大行程采用梯形波控制,如图3所示。三角波控制即以最大加速度加速到此模式下允许最大速度V1,积分计算定位距离为S1,然后以最大减速度减速到V2,积分计算定位距离为S2,避免振荡从V2到减速到0,采用小的加速度进行减速,积分定位距离S3,S=S1+S2+S3;梯形波控制即以最大加速度快速加速到最大速度Vmax,积分计算出定位距离S1,然后以最大速度匀速运行,定位到距离S2,在快速减速到V3,积分定位距离为S3,为了避免速度过快出现超调以相对缓的斜坡定位到X0,实现无超调快速定位,即可满足时间上要求还可以满足精度上要求。
2.3 位移速度控制曲线
V=f(∆S)为速度V与位移∆S的关系,公式如下:
(1)
式中:a为加速度,其曲线如图4所示。
在APC控制算法中,当定位给定值S0與定位真实值S的差值ΔS大于定位减速开始点SC,当定位差值ΔS=S0-S>SC时,APC算法控制器控制传动装置以最高线速度Vmax运行;当ΔS≤SC时,传动装置按照进行减速运行;当ΔS=0时,定位距离达到设定值,速度也等于0,达到精准定位。
图4中ΔS–V控制曲线中SC为减速起始点,ΔS为变量,a为恒定加速度,即a为常数,为V随ΔS变化速率,ΔS与OSA',直线夹角为θ,其斜率为tanθ,即tanθ为V随ΔS变化速率。
在分析速率时,曲线OSC',可由直线OSC',近似替代,则2a可由tanθ代替,则公式(1)可改为:
(2)
从公式(2)中,可以看出减速起始点SA的大小由tanθ决定,tanθ越大,则SA越小,为此减速定位过程越快,定位精度越差;tanθ越小,则SA越大,为此减速定位过程越慢,定位精度就会越高。
实际上,ΔS–V曲线,为APC位置闭环理论计算曲线,当ΔS=0时,V=0,但由于惯性的存在,实际设备必然会滑动一段距离,这条APC位置闭环理论计算曲线不能直接应用于实际位置控制,为消除滑行距离,控制系统通过提前发送停止命令,即ΔS尚未达到0时,已将设备速度降为0,即将ΔS–V控制曲线从坐标原点平移到SA点,变成粗調控制曲线,如图4所示。
所以,粗调控制曲线公式为:
(3)
SA为粗调控制曲线速度0点,即SA为定位死区,当ΔS=SA时,表示定位完成,将速度将为0,其中SA死区值与设备本身有关,由测试决定,死区太小或者太大都会影响定位精度,合理的死区不仅可以提高定位精度速度还可以避免系统震荡。
在定位过程中,每次剪切定位送料长度不一样,其启动速度就不同,即当ΔS=0时,惯性滑行距离也不同,为此为了达到设定值,传动机构可能会在定位目标值附近振荡,将影响定位精度与速度,为此为了保证控制精度,需对粗调控制曲线进行必要的修正,定位过程中做到提前发送停止命令,并且让传动机构在停止前低速爬行。故图4中粗调控制曲线,可以通过增加低速爬行速度修正成精调控制曲线。
所以,精调控制曲线公式为:
+V爬行 (4)
图3精调控制曲线,SA为速度零点,即为“精调死区”,SA1为精调爬行起始点,V爬行为低速爬行时速度设定值,从图3可以分析出,当定位距离到达低速爬行的起点SA1时,速度自动切换到V爬行运行一段距离,当定位速度稳定后,当定位距离差值小于等于设定死区,将速度设定为0,然后通过设备惯性滑动到定位的目标位置。为此,尽管设备起始速度不一样,但因为控制过程中有低速爬行段,并且惯性爬行距离几乎一样,在真实应用中,通过调试可以达到非常高的精度,保证定位距离几乎和设定距离相等,缺点是由于控制系统中融入爬行控制,导致整个系统定位时间相对偏长。
3 结束语
通过具体分析APC控制算法,在定尺剪定尺送料中,根据定尺精度和实际需求,结合辊道特性,调试人员可以决定使用何种算法进行控制,本算法计算精准可靠,可满足生产需要。
参考文献
[1] 薛兴昌.钢铁工业自动化[M].北京:冶金工业出版社,2010.
[2] 王有铭.钢材的控制轧制和控制冷却[M].北京:冶金工业出版社,2014.
[3] 丁修堃.轧钢过程自动化[M].北京:冶金工业出版社,2011.
[4] 温良.实验轧机液压APC算法研究[D].武汉:华中科技大学,2011.
