紫铜微铣削加工刀具断裂影响因素仿真分析
2022-05-14王成安王海雄黄增祥
王成安,王海雄,黄增祥
(桂林理工大学机械与控制工程学院,广西 桂林 541004)
1 引言
随着小型化微型化零件的需求量越来越多,特别是在生物医疗、通讯电子、航空航天、军事工业、精密仪器等诸多高科技领域中有着广阔的应用前景使得微切削加工技术备受关注[1]。微铣削加工由于刀刃部位直径小,所能承受的力小,容易发生断裂。影响微切削刀具断裂的主要因素有过度磨损断裂、疲劳断裂和切削参数设置不合理引起断裂。由于刀具断裂严重影响微切削加工效率,故有效地研究刀具断裂影响因素,对于提高微小零件的生产、降低生产成本具有重要的意义。
国内外专家学者对微铣削加工刀具断裂方面做了大量研究。Fong Feng[2]等人使用涂层硬质合金微铣刀对SKD11进行铣削加工,研究其失效形式,发现涂层硬质合金铣刀主要通过以疲劳断裂的机理造成失效形式的刀具断裂。Mohammad Malekian[3]等人在刀具磨损监测微铣削操作研究中提出了一种基于加速度传感器、力传感器和声发射传感器的微铣削刀具磨损监测方法。该监测方法通过神经模糊方法融合,确定刀具是否处于磨损状态,并发现当刀具处于磨损状态时,则刀具很容易发生断裂。同时刀具在多数情况下是在冲击或和谐加载状态下工作,因此刀具接触疲劳破坏也是造成刀具断裂的主要因素。J. Fleischer ☞ M[4]等人介绍了一种制造结构优化铣刀的方法,设计一种单刃微铣刀,利用ABAQUS进行刀具结构优化,保证了工艺参数、每边进给量和横向进给量的清晰调整,通过实验结果表明,良好的接触条件可以保证刀具加工过程的稳定性,减少刀具断裂的损失率。
微切削加工如果切削力过大,极易引起刀具断裂,而影响切削力的重要因素是加工工艺参数,如切削深度、进给速度和主轴转速等,而切削工艺参数引起微铣削加工刀具断裂还鲜有报道。本文针对工艺参数对刀具断裂的影响进行研究,首先建立了微铣削加工的理论模型和几何模型,选用的微铣削刀具的直径为ø0.15mm,选用的加工材料为应用于微电极的材料紫铜;然后通过改变铣削深度、进给速度、刀具转速等影响因素,验证刀具受力超过强度极限而造成断裂;最后通过极差和方差分析各铣削参数对刀具断裂的影响主次,可以为实际的微铣削加工工艺参数的设置提供参考。
2 紫铜微铣削仿真模型
2.1 紫铜材料的Johnson-Cook本构模型
选择正确的本构模型对建立有限元仿真模型有决定性作用,本文主要研究不同影响因素设置对刀具断裂影响,当切削力大于刀具承受极限时,刀具产生塑性变形而断裂,采用Johnson-Cook本构模型是因为其适用于材料形变的范围,且模型结构简单,易于计算[5]。
Johnson-Cook本构模型由应变硬化效应、应变率效应、温度效应三部分以乘积的形式组成。由于引入了应变硬化、应变率硬化和热软化参数等[6-7],使得相比其他形式的本构模型简单了很多。其公式如下:

(1)
式中,A,B,εp,n分别为准静态条件下的屈服条件、应变硬化参数、等效塑应变、硬化指数;
T0,Tmelt,m分别为常温系数、材料熔点、热软化参数;

表1 紫铜Johnson-Cook本构模型参数
2.2 紫铜材料切削分离准则
在铣削过程中,由于铣刀对工件切削力的作用,工件因材料分离而产生切屑,对切屑分离准则的研究一般分为两种:一是几何准则,二是物理准则,几何准则主要是通过工件上分离线的一点到刀具切屑刃一点的几何距离达到临界值。物理准则指的是材料形变的物理值是否达到某一临界值[8-9]。
(2)


表2 紫铜Johnson-Cook Damage参数[10]
2.3 紫铜微铣削仿真分析过程
如表3所示为刀具几何参数,因为刀具结构较为复杂,使用PROE5.0进行建模,保存igs格式导入ABAQUS中,铣刀为直径0.15mm的2刃铣刀,前角、后角和螺旋角分别为10°、12°、30°,材料为硬质合金,其抗拉强度为700-1500Mpa,在加工过程铣刀刀尖部分比刀具其他部分更加容易发生形变,所以刀尖部分采用结构化网格划分,其他部分用自由化网格划分。

表3 铣刀几何参数[11]
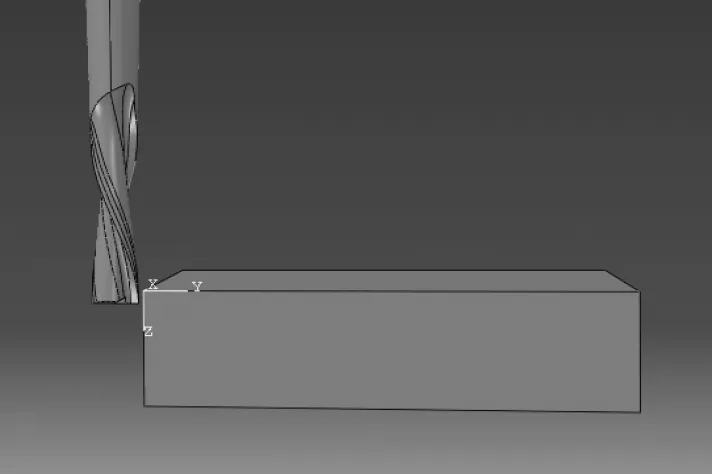
图1 刀具与工装配图
工件材料为紫铜,尺寸为1.5mm×1.5mm×0.4mm,材料属性如图表4所示, 本文选择的塑性参数Johnson-Cook本构模型参数,如表1所示。将工件底部完全约束,刀具除了绕自身旋转和沿着Y正方向移不约束,其他自由度皆被约束,工件网格采用结构化网格划分,种子尺寸为0.05。工件与刀具接触方式为面与面接触,设置好后,再进行提交[12]。

表4 紫铜工件材料属性
2.4 正交试验设计
如果采用全面实验法进行仿真工作量非常大,为了减少不必要工作量,本文采用了正交实验法,本次仿真是3因素5水平,如表5所示,竖直方向为铣削深度、进给速度、刀具转速共有3个因素。在水平方向每个因素共有5个水平,建立25组正交设计方法的水平组合表,通过对每组数据进行仿真分析得出了刀具断裂时对应的最大应力,为后续的分析提供依据。

表5 影响铣刀断裂因素水平表
3 仿真结果与分析
3.1 刀具仿真结果
如图2所示为铣削后的仿真图,因为仿真次数较多,本次列举了铣削深度为0.04mm一组仿真对比,图a图中设置铣刀铣削深度0.04mm,进给速度30mm/min,铣刀转速15000r/min,从对工件切削后的痕迹可以看出,刀具没有断裂,所受最大应力为4.366e+08,最小应力为1.860e+06,最大应力小于刀具的强度极限,切削参数设置合理,随着切削时间的延长,刀具所受的应力变化幅度减小,切削过程处于稳定状态。b图中设置铣刀铣削深度0.04mm,进给速度60mm/min,铣刀转速17000r/min,从刀具对工件作用的痕迹可以看出,工件表面的痕迹是刀具断裂后留下的刮痕,故刀具已断裂,此时刀具所受的最大应力为6.151e+08,最小应力为1.188e+06。正交仿真得到的各组切削参数对应的刀具所受的最大应力和是否发生断裂的数据如表6所示。因数据规律性不强,故对表中各水平对应的应力进行极差分析和方差分析,以确定各铣削参数对刀具断裂的影响程度。
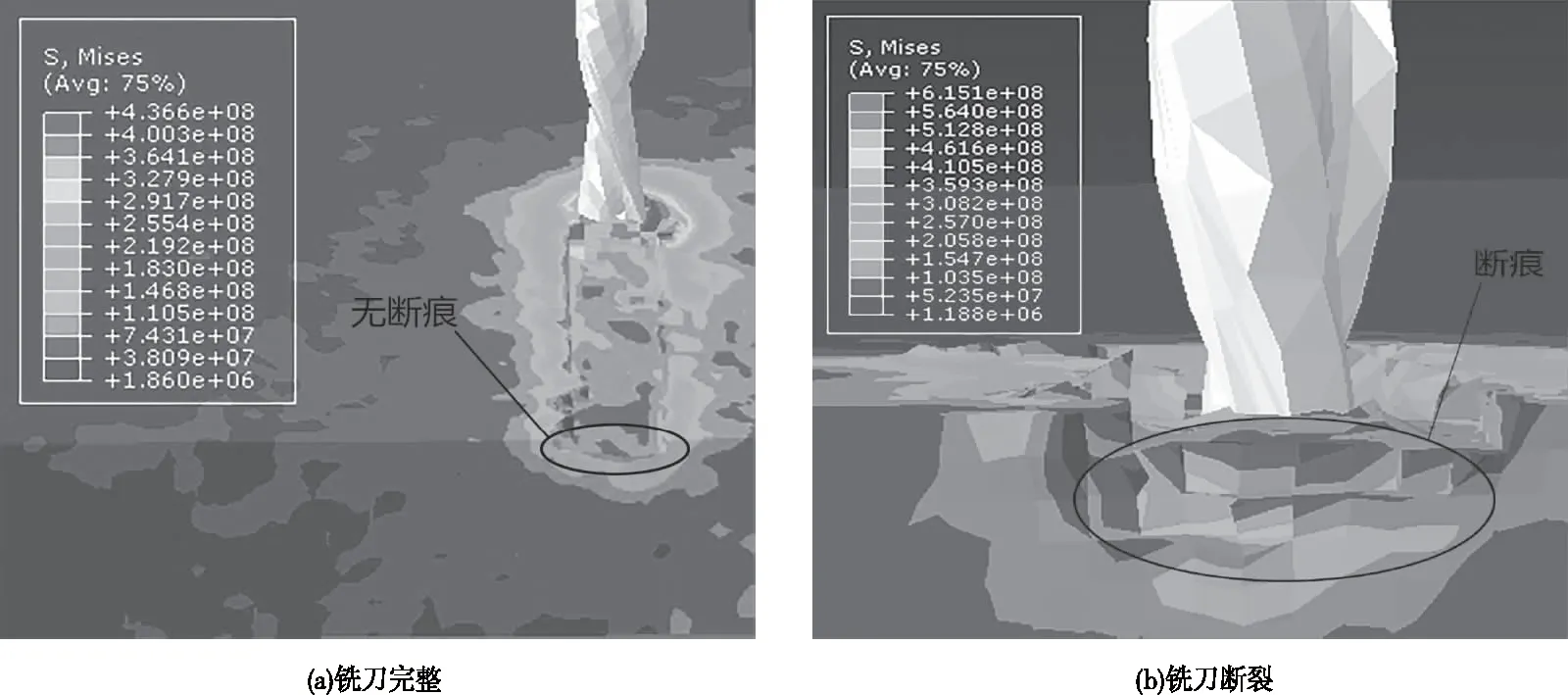
图2 微铣削加工对比图
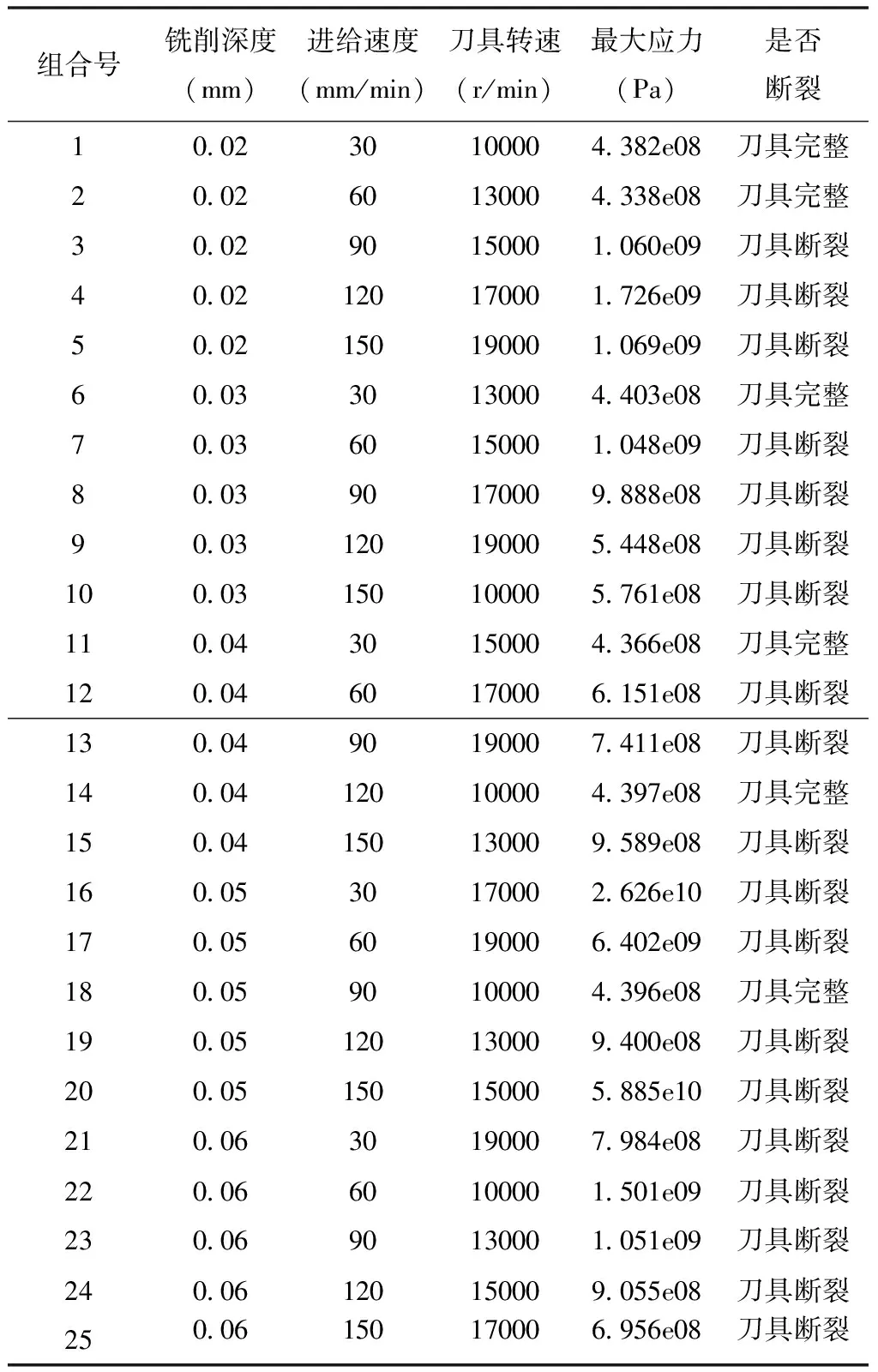
表6 正交仿真数据
3.2 极差分析
极差分析法通过对比数据变动幅度大小的方式得出影响因素的权重顺序,影响因素结果差值越大,说明此影响因素影响越大,影响因素结果差值越小,说明此影响因素影响越小,极差分析计算过程简单,且结果直观明了。
式(3)为计算各同一水平的刀具最大应力均值。
(3)
其中xi为同一因素下各水平的刀具是否断裂。各水平极差公式:

(4)
通过式(3)和(4)可以得到极差分析表7所示:。
由表7可以看出,各因素按极差由大到小的排序依次为:RA>RC>RB,因此可知,在本章所考察的影响铣刀刀具断裂的三个因素中,铣削深度影响最大,其次是铣刀转速,最后是进给速度。极差分析结果可以作为指导改善微铣削加工过程中防止铣刀断裂提 供理论指导,在今后的实际优化过程中可优先考虑刀具进给速度设置。
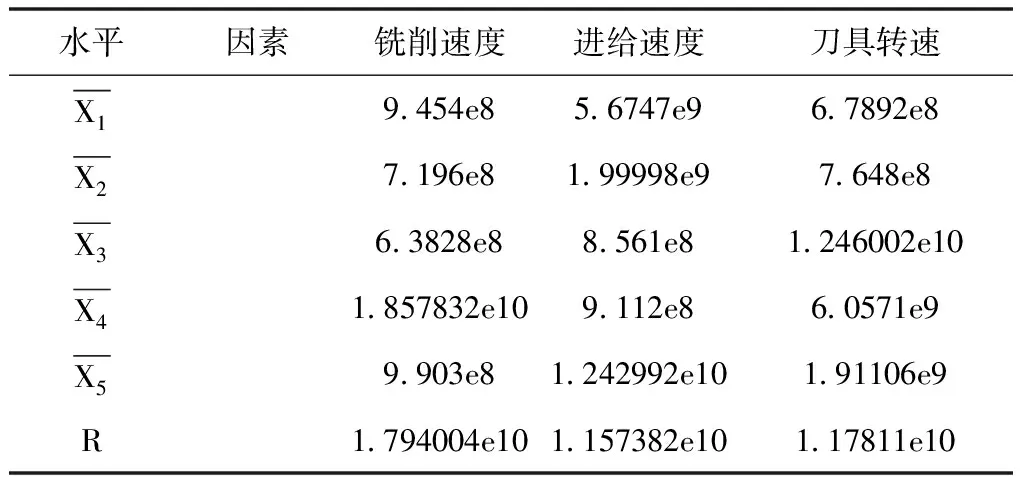
表7 极差分析表
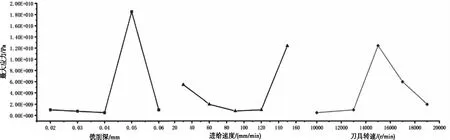
图3 应力变化图
3.3 方差分析
方差分析结果反应了数据的离散程度,方差越大,数据离散程度越大,方差越小,数据离散程度越小。如表8所示,因素A、B、C分别表示为铣削深度、进给速度和刀具转速。铣削深度的偏差平方和为1.2613,自由度为4,方差比为1.682,小于相应的临界值 F0.05(即为3.260),此时显著性水平为0.05时(即置信度 95%)的情况下,铣削深度对影响刀具断裂表现为不显著性影响;进给速度的偏差平方和为4.8296,自由度为4,方差比为0.644,小于相应的临界值 F0.05(即为3.260),此时显著性水平为0.05时(即置信度 95%)的情况下,进给速度对影响刀具断裂表现为不显著性影响;刀具转速的偏差平方和为5.0481,自由度为4,方差比为0.673,小于相应的临界值 F0.05(即为3.260),此时显著性水平为0.05时(即置信度 95%)的情况下,铣削深度对影响刀具断裂表现为不显著性影响。因为FA> FC> FB,所以方差分析的结果和极差分析结果一致,在影响铣刀断裂的三个因素中,切削深度影响最大,其次是铣刀转速,最后是进给速度。
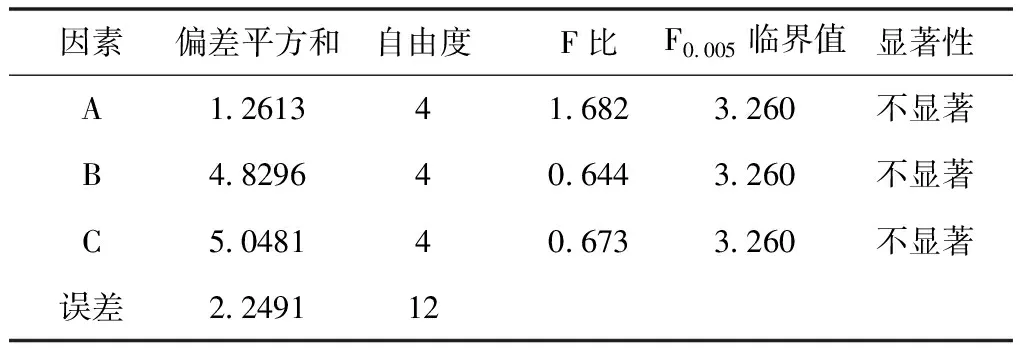
表8 方差分析表
3.4 工艺参数对刀具应力变化幅度的分析
如图3所示,横坐标为铣削深度、进给速度和刀具转速的数值变化量,纵坐标为铣刀断裂最大应力数值。由图可知随着影响因素数值的变化,应力变化幅度都较大。其中铣削深度的应力变化幅度最大,刀具转速次之,最后是进给速度,说明在这三个影响因素中铣削深度对刀具影响最大。分析原因是因为提升铣削深度值使得刀具受到切削力比其他影响因素更大,对刀具影响更大,造成的波动也越大。
4 总结
本文首先介绍了仿真分析理论依据,详细描述了微铣削有限元仿真过程和工件刀具的材料属性。再采用正交试验方法将原来需要做125组仿真优化减少到25组试验,然后对数据分别进行极差分析、方差分析和工艺参数对应力变化幅度的分析,得到的结论如下:
1)极差分析得出各因素按极差由大到小的排序依次为:RA>RC>RB,铣削深度影响最大,其次是铣刀转速,最后是进给速度。
2)方差分析得出铣削深度的方差比为1.68;进给速度方差比为0.644;刀具转速方差比为0.673;所以FA> FC> FB,和极差分析一致。
3)通过分析工艺参数对应力变化幅度的影响,发现铣削深度对应力变化幅度影响最大,刀具转速次之,最后是进给速度。由于应力变化幅度越大,刀具越容易断裂,故对仿真数据的极差分析、方差分析和工艺参数对应力变化幅度的影响分析的分析结果一致。
