镁合金的工艺特性及挤压过程工艺参数的确定与举例分析
2022-05-12王小兵王海亮刘静安
王小兵,王海亮,刘静安
(1.河北力尔铝业有限公司,邯郸 057650;2.西南铝业(集团)有限责任公司,重庆 401326)
1 镁及镁合金的工艺特点
1.1 镁的工艺性能
镁容易被空气氧化生成热脆性较大的氧化膜。该氧化膜在焊接时极易形成夹渣,严重阻碍焊缝的成形,因此镁合金的焊接工艺比铝合金复杂。另外,镁还具有很好的切削加工性能。
1.2 镁合金的特点
在纯镁中加入某些有用的合金元素可获得不同的镁合金,它们不仅具有镁的各种特性,而且能大大改善镁的物理、化学性能和力学性能,扩大其应用领域。目前,已开发出几十种不同性能的镁合金,形成了镁合金体系[1]。表1和表2分别列出了挤压用镁合金的主要化学成分及部分挤压产品的力学性能。
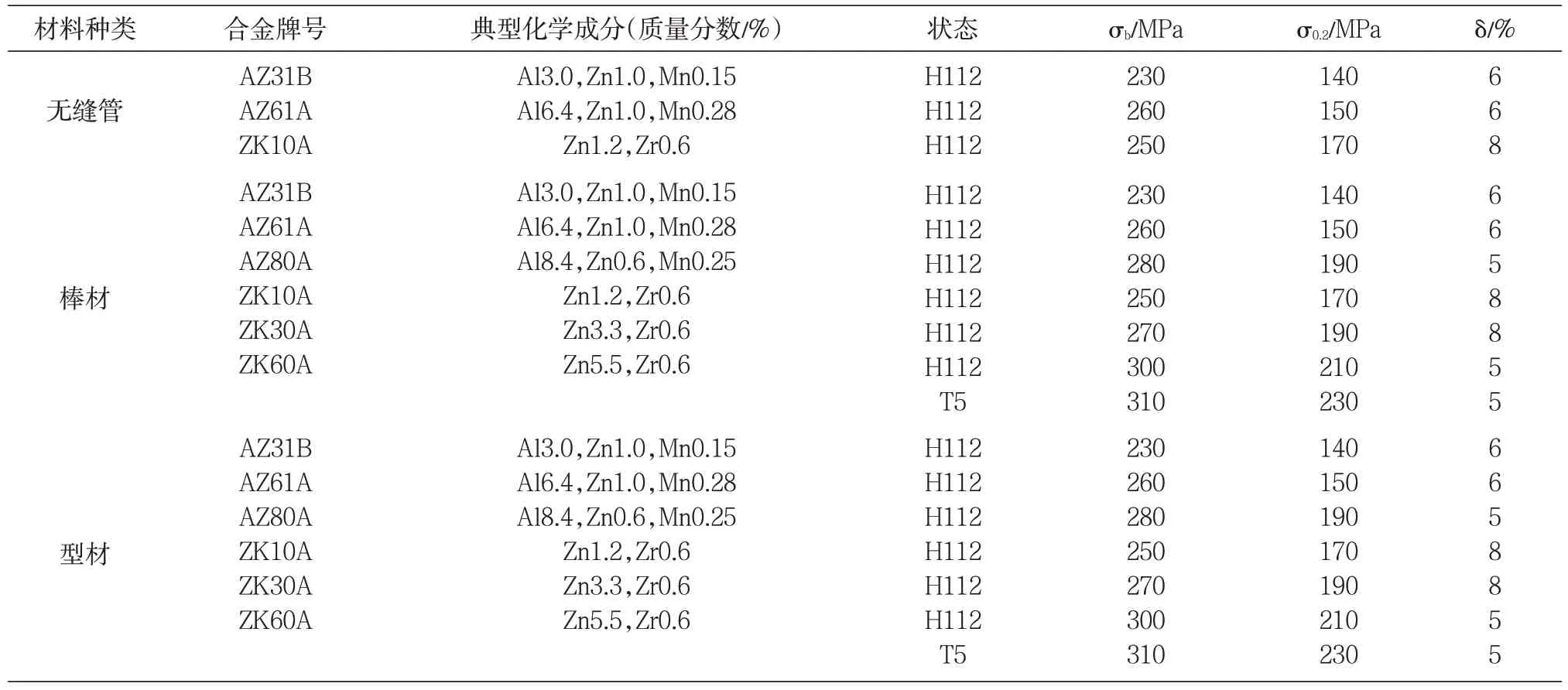
表1 主要镁合金的化学成分与力学性能

表2 国产部分镁合金产品的力学性能测定值
大多数镁合金具有以下特点:
(1)镁合金的密度比纯镁(1.738 g/cm3)稍高,为1.741.85 g/cm3,比铝合金低36%,比锌合金低73%,仅为钢铁的1/4,因而其比强度、比刚度很高。镁合金是目前世界上最轻的结构材料,采用镁合金制作零部件,可减轻结构重量,降低能源消耗,减少污染物排放,增大运输机械的装载量和速度,是航空、航天、交通运输工具轻量化的良好材料[2]。
(2)镁合金的比弹性模量与高强度铝合金、合金钢大致相同,用镁合金制造刚性好的整体构件十分有利。镁合金的焊合性能和抗疲劳性能也不错。
(3)镁合金弹性模量较低,当受外力作用时应力分布更为均匀,避免了过高的应力集中。
(4)镁合金有高的振动阻尼容量,即高的减振性、低惯性。
(5)镁及镁合金在高温和常温下都有一定的塑性,因此可用压力加工的方法获得各种规格的棒材、管材、型材、锻件、模锻件和板材以及压铸件、冲压件和粉材等。但其形成性远低于钢和铝合金等金属。
(6)镁合金具有优良的切削加工性能,其切削速度大大高于其它金属,因其较高的稳定性,铸件的铸造和加工尺寸精度高。
(7)镁在碱性环境下是稳定的,有较好的抗盐雾腐蚀性能。
(8)镁与铁的反应性低,压铸时压铸模熔损少,使用寿命长,镁的压铸速度比铝高。
(9)镁在铸造工业方面具有较大的适用性,几乎用所有的特种铸造工艺都可以对其进行铸造。
与其它合金材料相比,镁合金也存在如下缺点:
(1) 镁的化学活性很强,在空气中易氧化,易燃烧,且易产生氧化膜疏松,所以镁合金必须在专门的溶剂覆盖下或保护气氛下熔炼。加工车间和制粉车间要特别注意防火。
(2)抗盐水腐蚀能力差,因此必须进行防腐处理。
(3)同钢铁材料接触时,易产生化学腐蚀。
(4)其制品在杨氏模量、疲劳强度和冲击值等方面的性能比铝低。当代替铝合金制零件时,厚度要增加,有时得不到所期望的轻量化效果。
(5)有些镁合金的铸造性能差,凝固时易产生显微气孔,因而会降低铸件的力学性能。
(6)镁合金铸件的综合成本比铝合金高,加工件的价格也远远高于铝合金。
(7)镁合金耐高温性能较差,耐磨性能也比较低。
2 挤压工艺流程与主要特点
目前热挤压是镁合金最主要的塑性加工方法。与变形铝合金的挤压加工一样,变形镁合金可采用正向挤压,也可以采用反向挤压,可用单动挤压机也可以用双动挤压机,可用卧式挤压机也可用立式挤压机,可用Confrom 连续挤压法也可以用静液挤压法来挤压棒、管、型、线材。一般来说,凡是用于挤压铝合金制品的挤压机和挤压方法基本适用于挤压镁合金制品,只不过工艺参数和配套设备有所差异而已。典型镁合金挤压生产工艺流程如图1所示[3-4]。
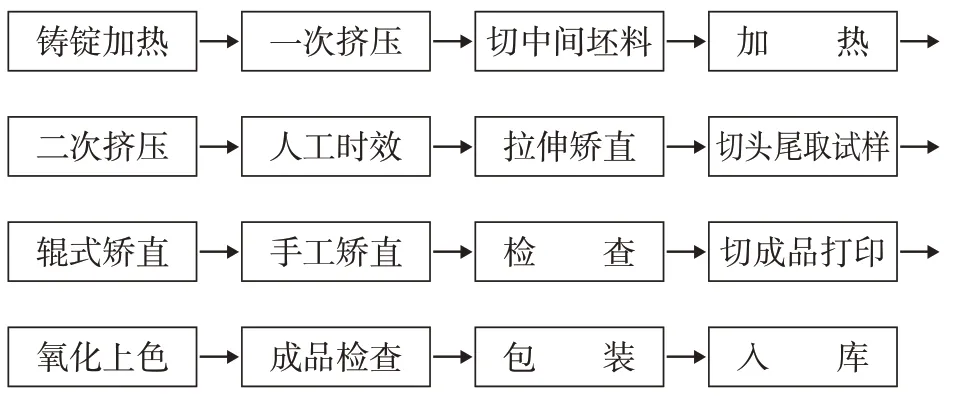
图1 镁及镁合金挤压产品典型工艺流程
镁及镁合金的挤压工艺与铝合金的挤压工艺大致相同,主要的区别有以下几点:
(1)加热方式:镁合金只允许在空气电阻炉中加热;铝合金可在空气电阻炉或感应炉中加热,还可以用天然气炉加热。
(2)挤压温度:镁合金挤压温度稍低,为防止镁锭燃烧,各种合金允许加热的最高温度为470 ℃;铝合金最高加热温度可达到550 ℃。
(3)挤压速度:镁合金挤压速度最高可达20 m/min,比硬铝合金的快,但只有软铝合金挤压速度的1/3~1/5左右。
(4)模具尺寸:镁合金热挤压材的收缩率比铝合金大,而且模具承受的变形抗力大,模具设计时要求承受更大的挤压力,并千方百计减少金属挤压时的变形抗力。
(5)张力拉矫:镁合金挤压材要在加热到100~250 ℃的条件下拉矫,这需要专用设备。铝合金挤压材可在室温中拉矫。
3 工艺制度的确定原则及参数举例
(1)工艺制度的确定原则。镁及镁合金挤压工艺制度主要由以下指标:挤压方法、铸锭尺寸、温度范围、挤压速度、挤压系数、接触摩擦的形式、力能参数和模孔形状等与其相关的相图、再结晶图和塑性变形图等相互对比来确定。通过反复试验对比和大量生产统计数据的分析后选择并确定最佳工艺参数,以保证挤压过程高产、优质、低成本和高效益地顺利进行[5]。
(2)镁及镁合金挤压工艺参数主要包括合金状态、产品品种与形状规格,挤压筒尺寸,挤压温度,挤压速度,挤压系数(挤压比),摩擦润滑条件,模孔形状与个数,单位挤压力的确定与计算等。镁合金的可挤压性比铝合金稍差,挤压工艺参数的确定也比铝合金严格一些。镁合金的挤压温度范围为300~450 ℃,挤压比为10~100,挤压速度为0.5~25 m/min。
镁合金坯料在挤压过程中会生成大量的热,必须采取冷却措施将热量充分散发,否则坯料温度达到或超过固相线时会导致镁合金热裂。表3~表9示出了不同镁合金品种、形状与规格、坯料尺寸和挤压条件下的不同挤压工艺制度。

表3 镁合金的挤压温度制度

表4 镁合金的最佳挤压速度

表5 挤压工模具的预热温度

表6 均匀化处理及挤压前的加热规范对挤压AZ31B合金挤压力的影响

表7 不同温度下4种镁合金反向挤压所需压力(试样的截面收缩率85%)

表8 AZ31B镁合金分流模挤压管材挤压比与管材质量关系

表9 某些镁及镁合金材料的挤压工艺规范
4 小结
镁及镁合金具有一系列优越特性,是一种很有发展前途的新型金属材料。热挤压是镁合金塑性成形的主要方法,镁挤压材在国民经济、国防军工和人民生活中的应用日显广泛。因此,应尽快发展若干条现代化的镁挤压材生产线,加速我国从镁资源大国、产量大国、出口大国向真正的镁业强国进军的步伐。
