制砖机械的自动化研究
2022-04-28苏波泳
朱 娟,苏波泳,徐 影*
(1.江苏龙源振华海洋工程有限公司,江苏 南通 226019; 2.南通大学,江苏 南通 226019)
重型推杆切坯机自动换钢丝装置是一种智能、快速换取切坯钢丝的装置,能代替传统的人工换取钢丝。传统切坯机在钢丝断裂时需要停止整个制砖系统的运行,再通过人工把断裂的切坯钢丝替换掉,而换钢丝装置能大大提高制砖效率,节约能源及降低生产成本。
目前,市场上出现了一些换钢丝装置,如中国专利200820029808.2,发明名称为新型自动切坯机[1],其原理是通过切坯钢丝架在机架上来回滑动达到换取钢丝的目的。但此方案操作不方便,需要大量人力,在切坯钢丝切割一半时,钢丝有一半在泥条当中,未切割完全,这样切坯钢丝架根本无法移动,所以无法达到换钢丝的目的。意大利OMG公司和瑞士Freymatic公司[2]采用更为先进的旋转工作台面换丝装置,即切坯机装有多个工作台面,且可任意控制切换,这种装置不仅能实现自动切坯送钢丝功能,还能生产不同尺寸的砖瓦。发达国家换钢丝装置发展已相当成熟,能完全实现智能化,但目前国内中小砖瓦企业很难达到这样高的技术水平,仍有待提高。
针对重型推杆切坯机设计研制了一种自动化程度高、安装方便的切坯机自动换钢丝装置,设计了装置总装图,包括各零部件尺寸和安装位置,基于理论计算,对电机、细长轴和气液增压缸等关键零部件进行了选型,该样机已进入样机制造及安装调试阶段,并将在某砖瓦厂试生产验证。
1 自动换钢丝装置工作原理
设计的切坯机自动换装置是基于现有重型推杆切坯机的改造装置[3-5],如图1,其工作原理是:切坯机工作前,缠绕在从动绕丝轮4上的切坯钢丝5穿过上夹紧装置6、经过绕丝轮8、再经过切坯台9,最后在电机11的转动下,缠绕在主动绕丝轮上,绕丝轮通过销键连接在细长轴10上面。切坯机工作时,加紧装置将切坯钢丝夹紧,等切坯钢丝快到疲劳寿命时,加紧装置迅速松开切坯钢丝,电机开始转动,即达到疲劳寿命的切坯钢丝被新的钢丝所取代,待电机停止转动,加紧装置迅速夹紧,使切坯钢丝达到张紧的状态继续切割泥条。以此类推,这样切坯机就可以持续不断地切割泥条,实现切坯机24 h不间断的工作,大大提高了制砖效率,节约制砖成本。
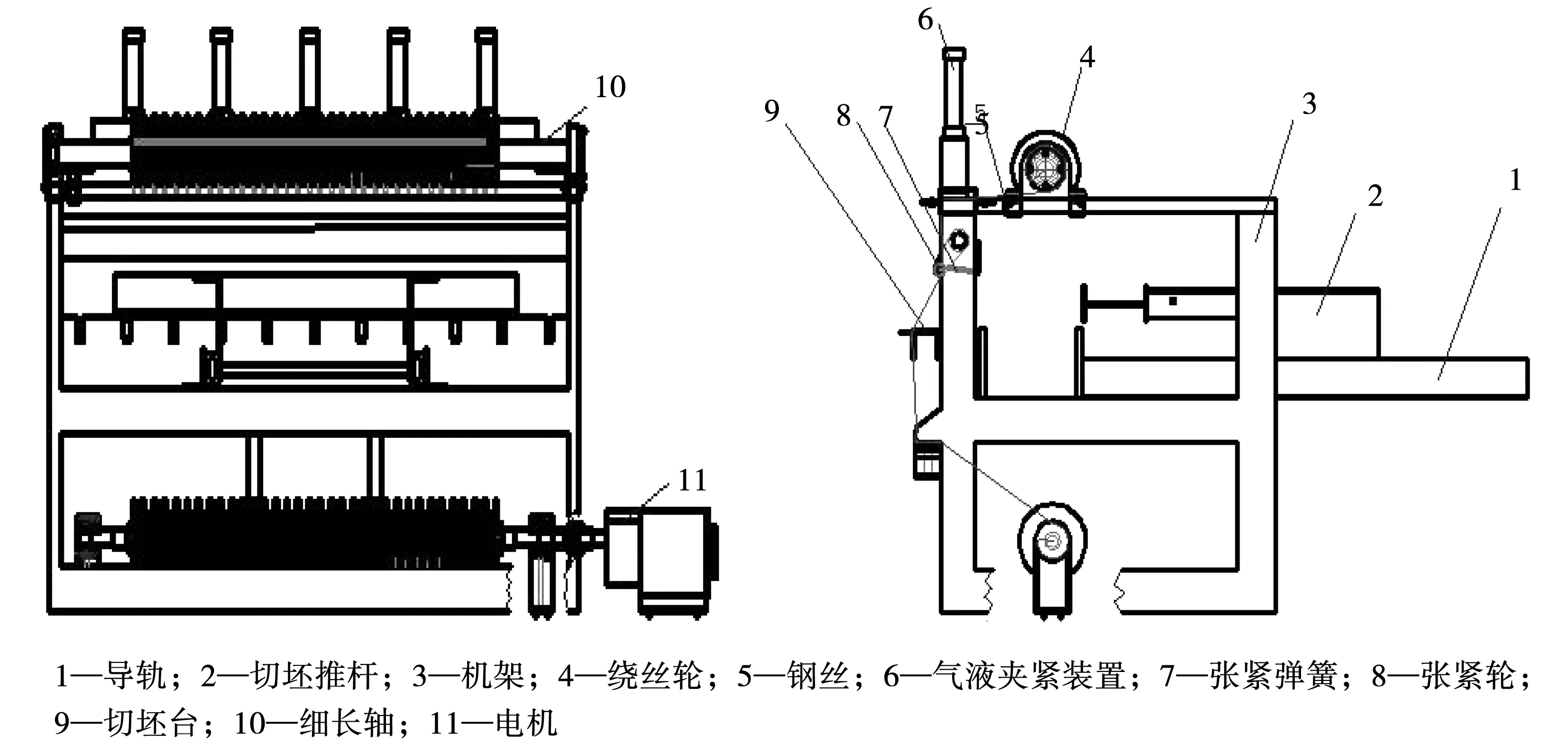
图1 自动换钢丝装置主视图和左视图Fig.1 Main view and left view of automatic wire changer
2 自动换钢丝装置参数设计
2.1 细长轴和绕丝轮选择
现有切坯机的切坯台与地面的尺寸是450 mm,考虑安全系数,选取线轮直径D轮为260 mm。线轮与轴之间靠键和销传动,可初选细长轴直径φ80 mm。转轴机构的主要功能是带动绕丝轮旋转,实现换取切坯钢丝的目的,带动绕丝轮旋转动作的实现主要通过转轴与每个绕丝轮之间的销键连接,为了满足绕丝轮旋转时,材料内层不出现皱褶,转轴必须要有足够的强度。根据力学理论,转轴的直径必须满足足够的扭矩强度。而铝合金的抗拉强度一般为150~300 MPa,铝合金的密度2.7 g/cm3。从轻量化角度考虑[6],使用铝材料作为转轴是符合要求的。
2.2 电机选择
根据现有切坯机的边界条件,初选线轮直径D轮为260 mm,内壁厚h为20 mm,细长轴直径D轴为φ80 mm。标砖尺寸为240×115×50 mm,线轮槽的面积可看成梯形,上底a为16 mm,下底b为32 mm,则:
线轮槽的横截面积:

(1)
线轮的最小周长:
C轮=πD=3.14×(80+2×20)mm=376.8 mm
(2)
由于钢丝的直径为1 mm,则每个线轮的绕线量n约为1 680根,则:
钢丝的最小总质量:
m丝=ρS丝C轮n=7.8×1 680×376×π×0.5×0.5=3.87 kg
(3)
线轮的铸造体积为2 dm3,且铝合金的密度为2.5×103kg/m3,细长轴上一共35个绕丝轮,则:
绕丝轮总质量:
m总=(m轮+m丝)×35=(2×2.5+3.87)×35=308 kg
(4)
再计算轮和轴的转动惯量:
轴的转动惯量:

(5)
轮的转动惯量:

(6)
由于标砖尺寸为240×115×50 mm,那么钢丝最长切割段的长度l为
最长切割段:
(7)
考虑到安全因素l取300 mm,由于C轮为376.8 mm,则电机转一圈即可满足换取钢丝的目的,实际生产中,对钢丝切换速度的要求较快,保证与切坯机协调搭配运行,可取切坯钢丝切换时间t为0.2 s,则绕丝轮的线速度v和转速n为:
绕丝轮的线速度:
(8)
绕丝轮的转速:
(9)
电机扭矩T为:
(10)
电机所需功率P为:
(11)
由于载荷平稳,使电动机的额定功率Ped大于p即可,故选Y160L-6型电动机,额定功率为11 kW,转速1 000 r/min。
2.3 气液增压缸选择

切坯力:
F=1.8×l=1.8×280=504 N
(12)
查阅相关手册,活塞杆端部的橡胶垫与钢丝之间的摩擦系数μ=0.36,则压紧切坯钢丝所需压力p:
压紧力:
(13)
现有切坯机工作台上有35根钢丝并列安装,考虑现有切坯机边界条件和活塞杆加紧速度,选取气液增压缸TS01,加紧压力[7]为10 kN,考虑到实际零部件安装位置,可同时让1个气液增压缸加紧并排放置的4根钢丝。
3 控制系统设计
3.1 工作流程及系统控制要求
切坯机工作前,35组缠绕在从动绕丝轮上的切坯钢丝穿过气液缸夹紧装置、经过定位轮、再经过切坯台和气液缸夹紧装置,在伺服电机的转动下,缠绕在主动绕丝轮上。切坯机工作时,气液增压缸装置将切坯钢丝夹紧,使钢丝能够切割泥条,每根钢丝的平均使用寿命为2 000~3 000次[8],考虑到安全因素,当切坯机连续工作3 h达到疲劳寿命时,气液增压缸加紧装置迅速松开切坯钢丝,伺服电机开始转动0.2 s,即达到疲劳寿命的切坯钢丝被新的钢丝所取代。等电机停止转动,气液增压缸加紧装置迅速夹紧,需要注意的是,上气液增压缸比下气液增压缸晚0.1 s夹紧,这样就可以使切坯钢丝达到张紧的状态。以此类推,这样切坯机就可以持续不断地切割泥条。但是,当切坯钢丝在疲劳寿命内意外断裂,应停止整个制砖系统,人工将切坯钢丝重新连接上。控制流程如图2所示。
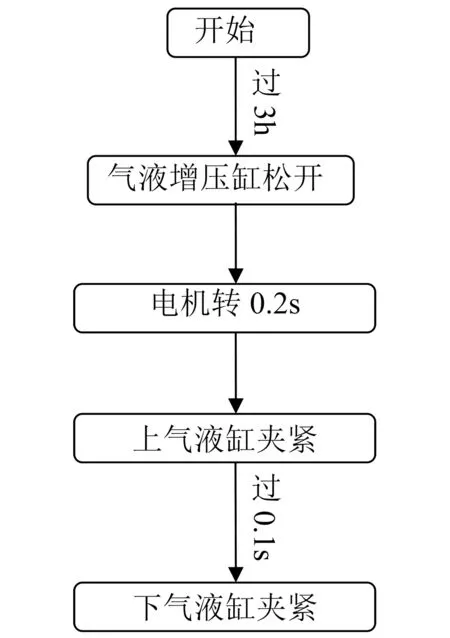
图2 PLC控制流程图Fig.2 PLC control flow chart
3.2 确定I/O设备
输入信号有光电传感器、时间继电器、控制面板的输入按钮等共计23个,算上15%的备用点,共计27个输入点。
输出信号有气液增压缸、转动电机、传输电机等共计15个,算上15%的备用点,共计18个输出点。
根据输入输出设备的点数,可以选择日本三菱公司FX2-64MT型号的PLC[9],其输出点和输入点各有32个,满足要求。同时该型号PLC功能强大,存储空间大,智能程度高,能满足自动换钢丝装置24 h部分昼夜的工作要求。
3.3 梯形图设计
PLC投入运行后,当搅拌电机、输送电机、传送带电机启动,X000接通,M0得电并自锁,使输出Y0接通。从X0接通到Y0接通,上气液增压缸Y000和下气液增压缸Y002得电并自锁,使切坯钢丝被加紧,定时器T0依靠自身复位产生一个周期为300 s的脉冲序列,作为计数器C0的计数脉冲。当计数器计满36个
脉冲后,延时时间为300 s×36=10 800 s,即3 h。其常开触点闭合,上下气液增压缸松开,电机Y001得电开始转动,计时器T1和T2开始计时,过0.2 s钢丝换取成功后,上气液增压缸Y000得电加紧,再过0.1 s,下气液增压缸得电加紧,这样达到切坯钢丝张紧的目的。梯形图如图3所示。
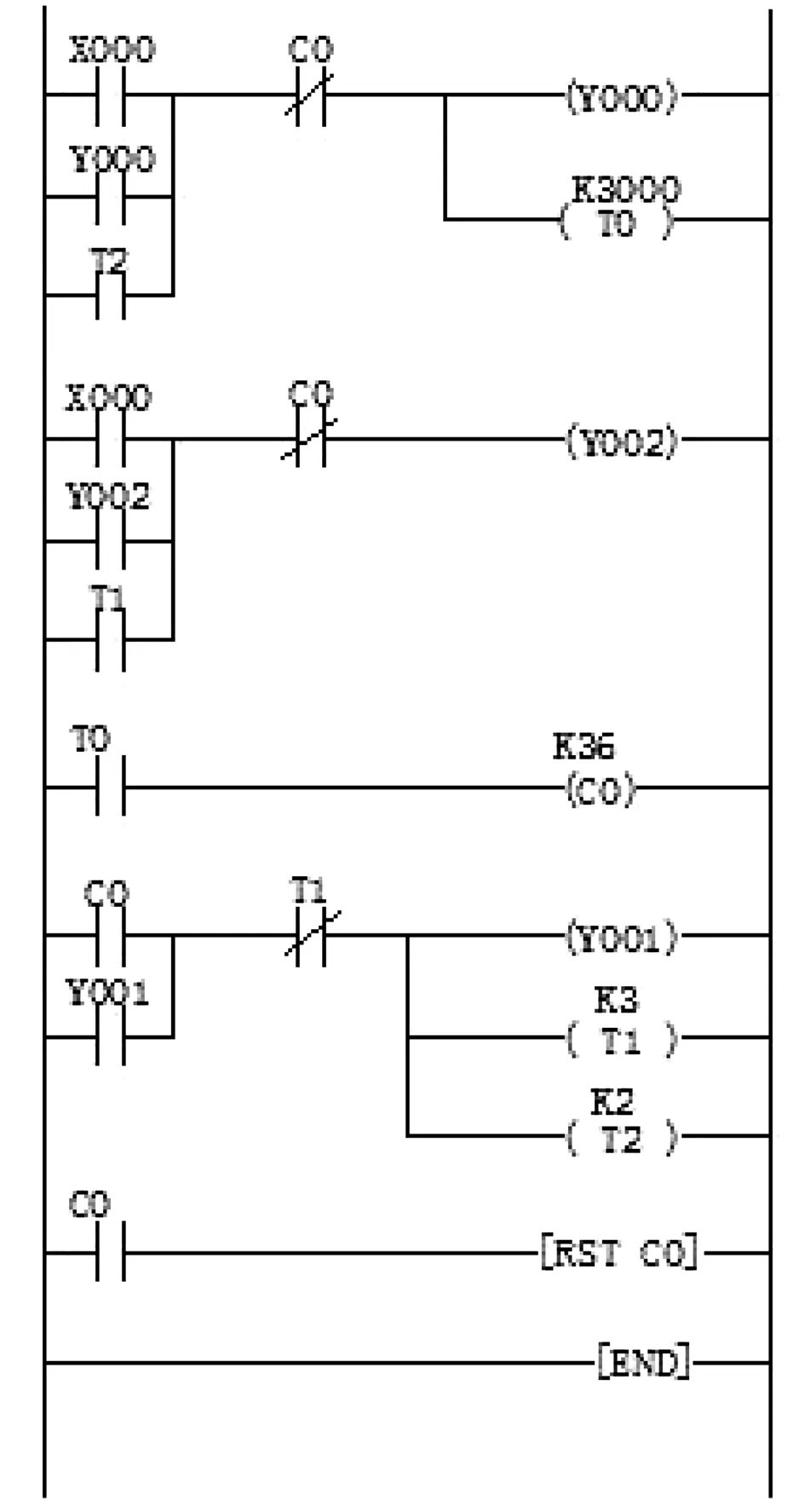
图3 PLC梯形图Fig.3 PLC ladder diagram
4 结语
在对江苏地区砖瓦设备厂进行调研的基础上,针对重型推杆切坯机,自主设计研制了自动换钢丝装置,确定了各零部件的安装位置、规格、尺寸和材料,并对其进行二维结构建模,根据系统控制要求进行 PLC 程序设计。目前,该装置已进入样机制作及安装调试阶段,并将投入某家砖瓦厂进行试生产验证。
