子程序调用和铣削循环在键槽铣削中的应用
2022-04-28郭满荣
郭满荣
(安徽工业大学工程实践与创新教育中心,安徽 马鞍山 243002)
0 引言
随着数控机床的普及和数控技术的发展,数控加工在各行各业的应用越来越普遍,为了提高数控机床的运行效率,我们在手工编程时尽量使用编程技巧来简化编程[1]。为了减少程序和编程工作量,几乎所有的数控系统都具有循环加工指令和子程序调用指令。
目前,各种教材、书籍和因特网上关于数控铣床手工编程的实例,大多都是以德国SIEMENS 公司的SINUMERIK系列802D[2]或810D数控系统、日本FANUC系列数控系统[3-4]、南京四开SKY数控系统和华中数控系统HNC[5]等为例。但在实际生产和教学中,很多工厂和院校,都是使用德国SIEMENS公司的SINUMERIK系列802S/C这种经济型的数控系统[6],可是关于SIEMENS数控铣床循环[7]和子程序调用[8-10]的文章却不多见,这就使得许多初次使用循环和子程序调用的操作者无从下手。本文以键槽铣削为例说明如何使用可偏移旋转指令、子程序调用和铣削循环在SIEMENS数控铣床手工编程中简化编程。零件结构如图1所示。
1 图样及编程分析
从图1可知,如果直接编程,要计算出每个键槽的各点坐标,计算量较大,程序较复杂,这是不可取的。因6个键槽形状完全相同,为了简化编程,编程时既可采用循环加工,也可采用子程序调用加工,以减少编程量。本文主要介绍如何使用循环LCYC75来加工多个键槽,并与采用子程序调用的方法予以对比。
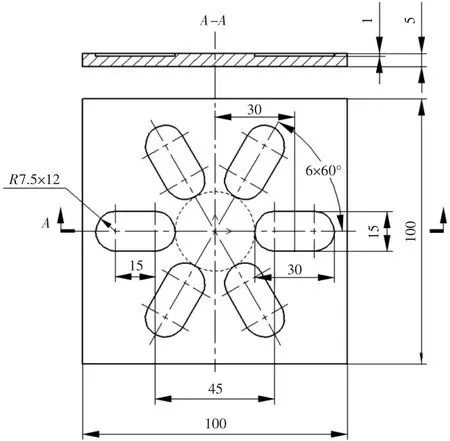
图1 6个键槽
从图1可以看出,键槽长度为30 mm,宽度为15 mm,槽深为1 mm。6个键槽分别在X轴上,与X轴线成60°、120°、180°、240°和300°角的位置。
加工第一个键槽,可直接在X轴上调用循环LCYC75。加工第二个键槽,先用G259附加的可编程旋转指令,将键槽旋转60°后,再调用键槽循环LCYC75。调用结束后,再用G259附加的可编程旋转指令将键槽继续旋转60°,再次调用循环。依此类推,再分别继续旋转3次,再分别调用3次循环。最后,再用G259附加的可编程旋转指令将键槽旋转60°,回到初始位置,并用空的G158指令取消附加的可编程旋转。
使用子程序调用的方法加工上述6个键槽,则需要先编制一个键槽的子程序,然后在上述6个位置分别6次调用子程序来完成零件的加工。
每次调用循环和子程序时,都用到了可编程的零点偏移指令G158和附加的可编程旋转指令G259。
G158表示让坐标轴编程时进行零点偏移。程序段G158指令后无坐标轴名,表示取消当前的可编程零点偏移和坐标轴旋转设定[11]。
G259指令可以在当前平面(G17到G19) 中编程一个坐标旋转。本例使用G17,即在XY平面编程。使用G17,可省略不写,所以后面的程序中都没有写G17。
编程前,要先设定编程原点。否则,所编程序没有任何意义[6]。因为编程原点位置不同,程序就不一样。图1设定编程原点在零件的中心上表面上,即虚线圆的圆心,在G54下建立工件坐标系并对刀,工件坐标系的原点就是编程原点。
目前有很多数控系统,如FANUC、SKY、SIEMENS、HNC系统等,每个数控系统的指令代码都不尽相同,编程方法也就不同。因此,编写程序前,一定要掌握自己所用数控系统的指令代码,然后用其进行编程。本文中的两个程序都是针对SIEMENS 802S/C数控系统而编制的。
为了提高加工精度,加工通常分为粗加工和精加工。本文只关注铣削循环和子程序调用的两种编程方法不同之处。为了简化程序、减少换刀时间,此案例不分粗加工和精加工,只用一把铣刀一次完成铣削加工。根据图1中的图形尺寸,采用直径为10 mm的键槽铣刀加工较合适。下面分别讲述如何使用SIEMENS 802S/C数控系统的循环LCYC75和子程序调用来加工键槽。
2 利用铣削循环LCYC75编程
利用铣削循环LCYC75,通过设定相应的参数可以铣削一个与轴平行的矩形槽或者键槽,或者一个圆形凹槽。循环中,如果要铣削键槽,必须设置凹槽宽度为2倍圆角半径。程序中循环各项参数设置和说明如表1所示。

表1 铣削循环LCYC75中各项R参数设置说明
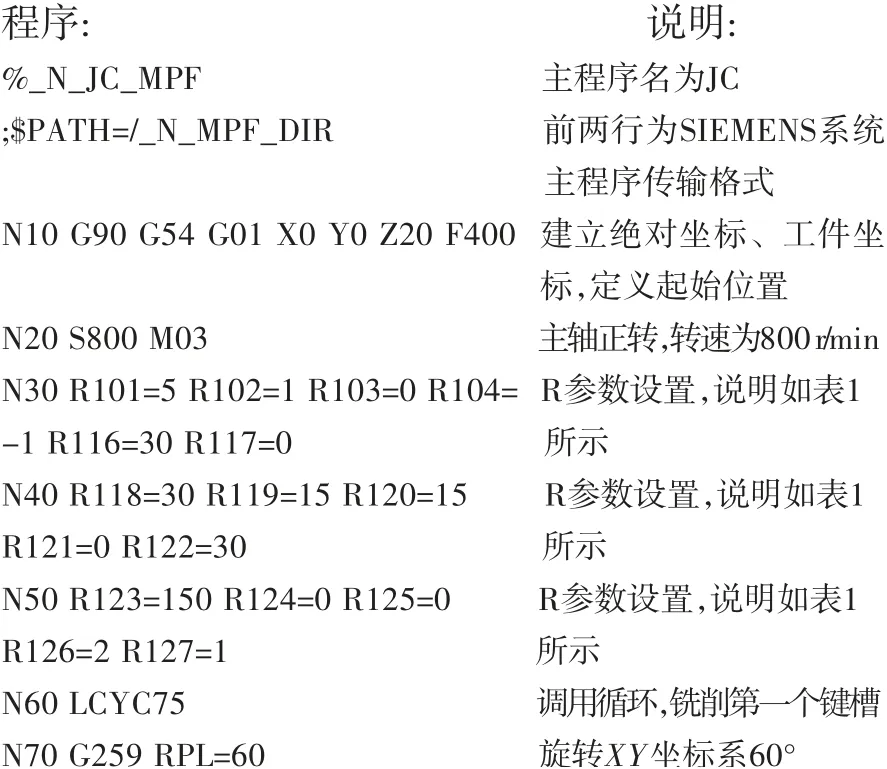
虽然SIEMNS说明书中,有关于循环LCYC75的案例,但却是以XZ平面为例来说明的。众所周知,平时大家都是使用XY平面来编程的。为了帮助初次使用循环LCYC75的用户有效地解决了这一问题,本文以一个加工6个键槽的案例来说明如何使用循环LCYC75在XY平面编程。程序及说明如下。

3 利用子程序调用编程
一些零件上经常会出现一些相同的或对称的结构,编程时需要反复编程同一形状零件吗?答案是否定的。为了达到简化编程的目的,可以把多次出现的同一形状图形的程序编成一个子程序,在主程序中反复调用子程序即可。
图1中有6个完全相同的键槽。编程时,只要先编写一个键槽的子程序,在主程序中调用6次子程序即可。下面为加工键槽的主程序和子程序。主程序名为JC,子程序名为L1。主程序和子程序名可随意编写,只要满足程序命名原则即可。

4 结语
用循环LCYC75加工时,只要设置循环中的各项参数即可,不需要考虑刀具的半径补偿。但是使用子程序调用时,子程序中需要考虑刀具半径左右补偿,在此补偿值为5 mm(因刀具直径为10 mm)。注意刀具半径补偿值在加工前,要先输入到数控铣床的数控系统中,加工时才能进行半径补偿[6]。
从前面的两个编程案例可以看出,使用铣削循环LCYC75加工,要求大家熟悉各种循环参数及使用方法。如果不清楚各项参数含义,则无法熟练运用此功能。设置好循环各项参数后,系统就可以自动运行程序加工出所需零件。而运用子程序调用加工,不仅要求熟悉子程序的编制方法,而且要求掌握子程序调用方法。两种编程方法都用到了坐标系旋转指令G259和取消坐标系旋转G158指令。使用循环和子程序调用这两种方法都可以加工出图1所示的零件,各有利弊,大家可依据自己的习惯和掌握情况来选择使用哪种方法来加工,目的是简化编程,提高效率。
