扫描射流掩膜电解加工微坑阵列试验研究
2022-04-27庄怀印郭钟宁王俊杰
庄怀印,郭钟宁,吴 明,王俊杰
(广东工业大学机电工程学院,广东 广州 510006)
1 引言
微坑表面织构常用的加工方法有机械振动加工、金刚石压印加工,激光加工、电火花、电解加工。掩膜电解加工[1]是电解加工的一种,它以离子的形式去除材料,其具有加工效率高,不接触式加工,工件无变形、无应力产生,无工具损耗、无重铸层等优点。基于上述优点使得掩膜电解加工适合在零件表面加工微、纳米结构[2]。
经过多年的发展,掩膜电解加工微坑表面织构取得了显著的成效。文献[3]提出了活动掩膜板电解加工的方法,用机械夹紧的方式,使镂空掩膜板与工件贴合,加工之后再将掩膜板拆下来,从而实现掩膜板的重复使用。文献[4]提出用电绝缘多孔质物实现掩膜板和工件的贴合,使掩膜板各处受力均匀的贴合到工件表面,但其阴阳极之间被多孔物填充,不利于掩膜板内电解液的更新和电解过程中离子的交换。文献[5]提出了干膜柔性活动掩膜板,在内曲面上加工出精度较高的阵列微坑。文献[6]提出基于球头阴极的电射流掩膜电解加工的方法,通过仿真分析喷嘴缝宽对流场的影响,采用环氧树脂模板加工出15*5的微坑阵列。文献[7]在射流掩膜电解加工中用导电模板加工减小了侧蚀量,每次可成功加工出9个微坑。
目前,采用活动掩膜板掩膜电解加工阵列微坑,其微坑直径大小多集中在(100~500)μm,微坑深径比约(0.1~0.2)左右[7-8],微坑数量也非常有限,而实际零件表面需要数以千计、大面积的微坑阵列结构。因为活动掩膜板上的图形尺寸大小受到外在加工方法的限制。因此,为了加工微纳米尺度的表面织构,常规掩膜电解加工仍然使面临着难题。对此,在结合研究射流掩膜电解加工的基础上,提出使用扫描射流掩膜电解加工在不锈钢上加工海量、微米级、大深径比的微坑阵列。
2 实验原理和装置
扫描射流掩膜电解加工是射流电解加工和掩膜电解加工结合的一种复合型加工方法,即该方法具有射流电解加工中加工范围的灵活性和掩膜电解加工良好的定域性。射流掩膜电解加工是高速的带电电解液冲向工件,而一般的高压静液、测冲和正冲掩膜电解加工是在一个相对密闭的夹具内电解液从夹具的一侧流入从另一侧流出,通常需要根据工件的尺寸、形状设计不同的夹具,夹具通用性差。然而扫描射流掩膜电解加工是完全开放式的,喷嘴喷出的电液涑像铣床的铣刀一样对工件进行加工,根据机床工作台的移动控制加工范围、加工位置、面积大小灵活可控。射流掩膜电解加工中正向冲液的供液方式电解液更容易进入微小的掩膜孔内,保证电解液的及时更新和促进电解产物的及时排出。
射流掩膜电解加工是指在工件表面覆盖一层带有镂空图案的膜板[9],高压泵将电液涑喷射工件表面,从而有选择性的去除工件材料的一种电解加工方法。它是利用阳极溶解的原理去除材料,本质是工件材料在外加电场的作用下,组成材料的原子失去外层电子变成离子,在电场和电解液流场的作用下脱离工件,溶解到电解液的一个过程。掩膜电解加工去除材料的位置和大小由掩膜图案决定。因此,可以根据需要设计合理的掩膜图案,从而在工件表面加工理想的形状和结构。
使用光刻技术在工件表面做出掩膜图形,掩膜尺度线宽可以达到微米级别,掩膜孔个数多。使用射流式正向冲掩膜电解加工,能够改善了电解液侧向流动产生的微坑底部深浅不一的现象[1]。同时,电解液正向冲液可以加快掩膜孔内电解液的更新和促进电解产物的排出,从而提高加工效率。扫描射流掩膜电解加工装置示意图,如图1所示。其包括机床、脉冲电源、控制系统和电解液循环系统四大部分。工控机控制机床实现X、Y、Z三个方向的直线移动,机床平台依照编好的程序移动,使喷嘴喷出电解液扫过工件表面便可实现扫描射流掩膜电解加工。
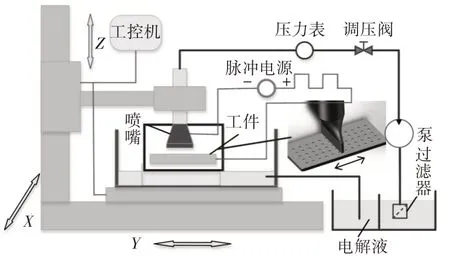
图1 装置示意图Fig.1 Device Schematic
3 实验
工件选用长和宽为20mm,厚度1mm的304不锈钢,光刻掩膜阵列孔为20μm,是35*35的方形阵列,孔中心距150μm。光刻掩膜制作和扫描射流掩膜电解加工流程图,如图2所示。对加工后阵列微坑的检测和采样,使用激光共聚焦(3D测量)显微镜和扫描电子显微镜(SEM)对微坑的形貌与尺寸进行观察和测量。
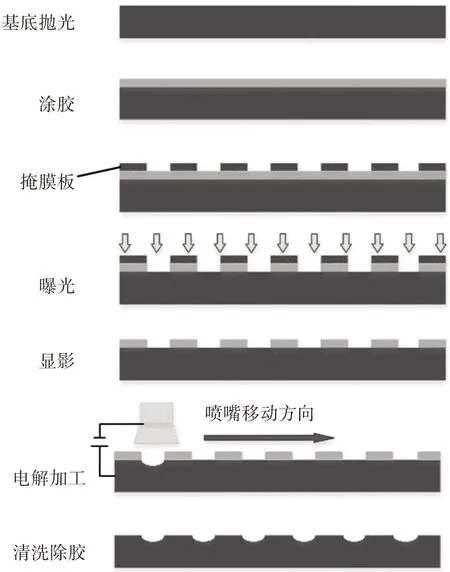
图2 光刻掩膜制作和掩膜电解加工流程Fig.2 Photolithography Mask Fabrication and Mask Electrolytic Processing
对于微坑尺寸的一致性问题,利用变异系数(Coefficient of Variation,以下简记CV)进行评价,CV值越小表示阵列微坑的直径和深度一致性越好;深径比(I)、直径标准差(S D)和深度标准差(SH)、侧蚀系数(Etch Factor,E F),其计算式(1)~式(5)所示:

式中:σ—微坑直径或深度的标准差;μ—微坑直径或深度的平均值;H—微坑平均深度;D—微坑平均直径;D i—第i个微坑的直径;H i—第i个微坑的深度;n—测量微坑的数量;D0—掩膜孔直径。
为研究加工电压、扫描速度对微坑尺寸形貌的影响规律,做了单因素实验,实验参数,如表1所示。其中,电压作为因素时,扫描速度1mm∕s;扫描速度作为因素时,电压为30V。
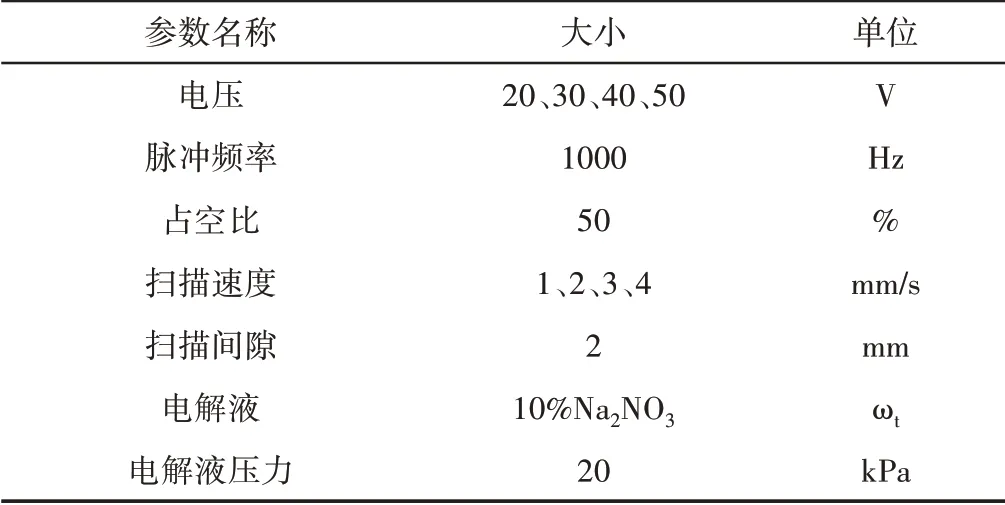
表1 实验参数Tab.1 Experiment Parameters
4 结果分析
4.1 电压对微坑的影响规律
用激光共聚焦拼接模式拍摄微坑阵列的整体形貌,如图3所示。是电压40V对应的加工结果。微坑为35*35的阵列,其微坑中心距为150μm,共有1225个微坑。从左上角到右下角沿着对线,采集20个微坑的直径和深度的数据作为分析样本。用式(1)到式(5)分析计算每个样本微坑的直径和深度平均值、深径比、变异系数、侧蚀系数。加工电压40V,微坑的形貌与轮廓线,如图4所示。
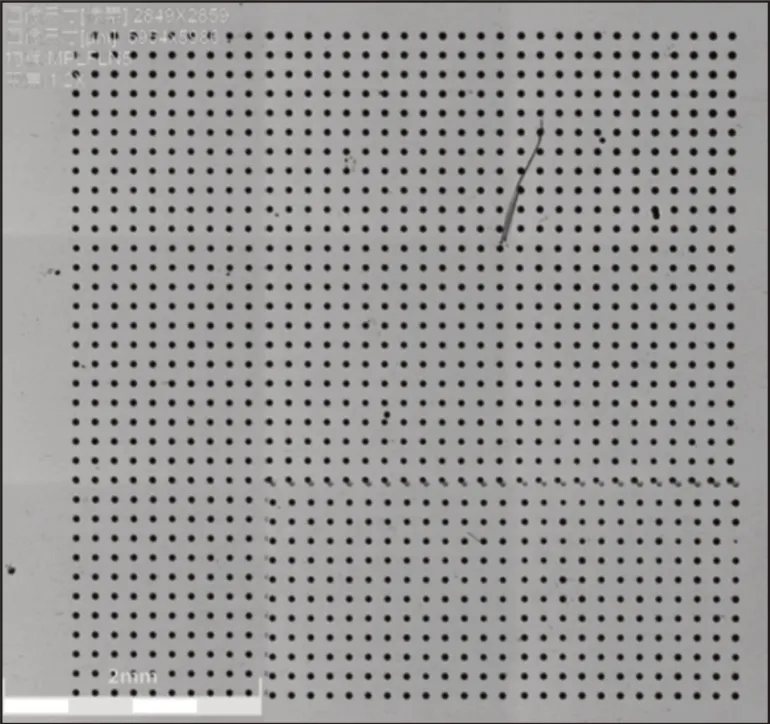
图3 加工电压40V对应的整体形貌Fig.3 The Overall Shape of The Voltage 40V
从图4可以看出为微坑形貌轮廓接近半球面形状,并且微坑内部轮廓非常光滑。因为电解加工是以离子形式去除材料,射流式正向冲液能够将加工过程的反应产物迅速冲刷带走。

Fig.4微坑的形貌和轮廓线(40V)Fig.4 Topography and Contour of Micro-Dimple(40V)
不同电压下微坑直径和深度变化,如图5所示。随电压的升高,电流密度变大,材料的去除能力加快,微坑的直径和深度逐渐增大。不同电压下微坑尺寸的变异系数(CV)值,如图6所示。

图5 不同电压下微坑直径和深度Fig.5 Micro-Dimple Diameter and Depth at Different Voltages
从图6可以明显的看出,随着电压的增大,阵列微坑的变异系数逐渐增大,即阵列微坑的尺寸一致性越来越差。另外,微坑直径方向的变异系数线在微坑深度方向的变异系数线的下方,说明微坑直径方向的一致性比深度方向好。
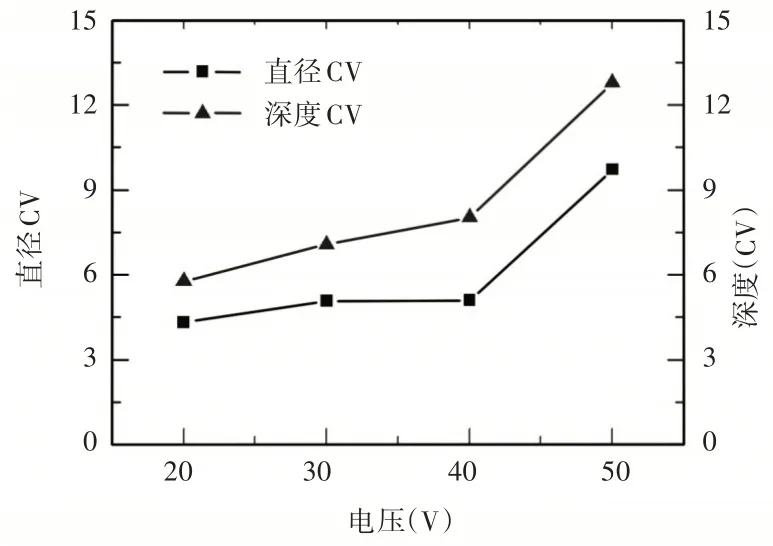
图6 不同电压下微坑尺寸CV值Fig.6 The CV Value of Micro-Dimple Size Under Different Voltages
电压对微坑深径比和侧蚀量影响,如图7所示。随着电压的增大,深径比略微变大,同时,侧蚀系数在逐渐减小,说明微坑的侧蚀量越来越大。使用射流掩膜电解加工的微坑深径比变化范围(0.40~0.46),常规掩膜侧冲供液的微坑深径比约为(0.1~0.2)[10],使用这种方式加工的微坑深径比约为常规掩膜电解加工的(2~3)倍。射流掩膜电解加工微坑深径比大,很可能与正冲射流的供液方式有关,因为射流的供液方式有助于微坑内电解液的更新和电解产物的排出,提高加工效率。

图7 不同电压微坑深径比和侧蚀系数的变化Fig.7 The Variation of Dimple Depth to Diameter Ratio and Side Erosion Coefficient Under Different Voltage
4.2 扫描速度对微坑的影响规律
根据表1中制定的参数,进行速度的单因素实验。其中,扫描速度2mm∕s的加工结果,如图8所示。
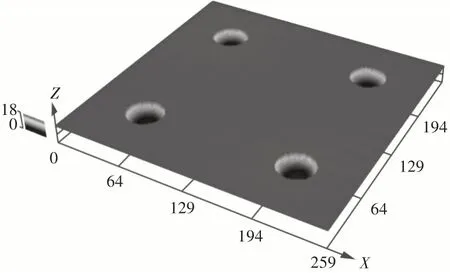
图8 微坑阵列形貌(2mm∕s)Fig.8 Micro-Pit Array Morphology(2mm∕s)
扫描速度对微坑尺寸的影响,如图9所示。随着扫描速度的增加微坑的平均直径和深度都在减小。随着扫描速度的增加,等效于每次的加工时间在减小,微坑的直径和深度减小,符合掩膜电解加工的一般规律[8]。扫描速度对微坑尺寸CV值的影响,如图10所示。随着扫描速度的增加,微坑深度的变异系数变化幅度大于微坑直径变异系数,同时,微坑直径方向的变异系数值小于深度方向的变异系数值,即微坑直径的方向一致性比深度方向好。如图11所示,随着扫描速度增加可以发现微坑的深径比在下降,然而,微坑的侧蚀系数在升高,表明微坑的侧蚀量在减小。这也归因于的等效的加工时间在减小。
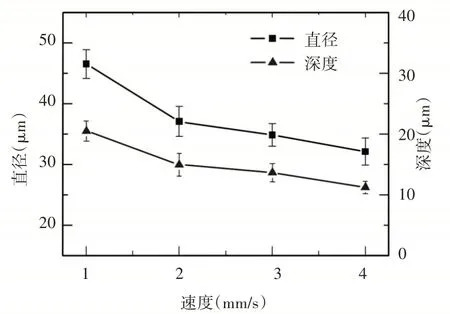
图9 不同速度下的微坑直径和深度Fig.9 Dimple Diameter and Depth at Different Speeds
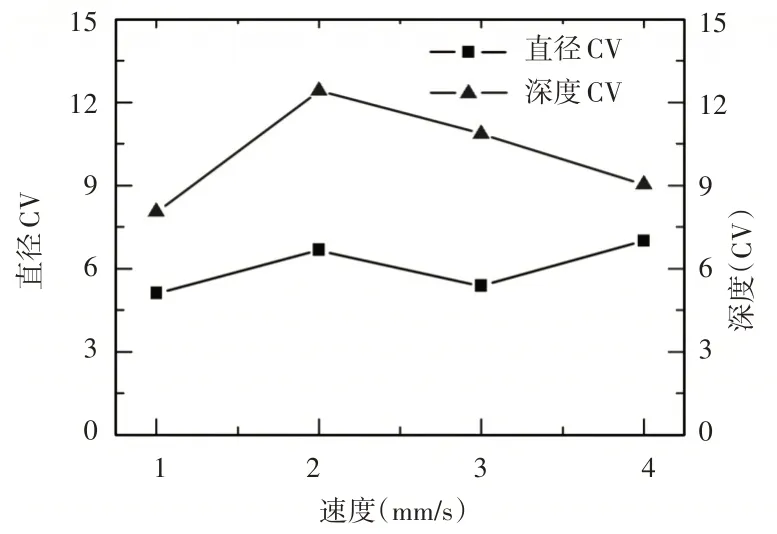
图10 不同扫描速度下微坑CV值变化趋势Fig.10 Trends of CV Values of Micro-Dimple at Different Scanning Speeds

图11 不同扫描速度下深径比和侧蚀系数的变化Fig.11 The Variation of Depth-Diameter Ratio and Lateral Erosion Coefficient at Different Scanning Speeds
4.3 海量、微米级的微坑阵列加工
掩膜孔直径2μm,孔阵列150*150,中心距30μm,共计22500个微坑。依据上述实验结果,选取加工电压30V,扫描速度2mm∕s,其他参数与表1中参数相同。扫描射流掩膜电解加工结果,用扫描电子显微镜(SEM)观测,如图12所示。用激光共聚焦随机测量30个微坑,求其平均直径和深度分别为7.56μm,3.39μm;深径比0.45;直径和深度标准差分别为0.46μm,0.17μm;侧蚀系数1.22。

图12 阵列微坑和单个微坑Fig.12 Array Micropits and a Single Pit
5 结论
为了能够在金属零件表面加工出海量、微米级的微坑阵列,提出使用扫描射流掩膜电解加工方法。通过实验加工出的微坑阵列尺寸一致性良好、微坑表面轮廓光滑,证明了该方法的可行性。设计实验研究分析了电压、扫描速度对微坑尺寸的影响规律。得出如下结论:
(1)在实验中,随着加工电压的升高,微坑直径、深度、深径比逐渐增大。当加工电压为50V时,微坑的尺寸和深径比最大,此时微坑的侧蚀量和变异系数也最大,低电压时,微坑深度浅,综合考虑应当选用中等电压。随着扫描速度的增大,微坑的直径、深度、深径比、侧蚀量都在减小,扫描速度4mm∕s时,侧蚀量最小,而且微坑的尺寸和深径比也最小,因此,在加工过程中,扫描速度不易过高。
(2)优选实验参数,用电压为30V,扫描速度为2mm∕s,加工出的微坑数量为22500个微坑,其直径为(7.56±0.46)μm(平均值±标准差),深度为(3.39±0.17)μm,深径比为0.45。