热塑性聚氨酯模压成型工艺优化
2022-04-23胡恩源张学文陈俊邵伟光蔡利海刘文言
胡恩源 ,张学文 ,陈俊 ,邵伟光 ,蔡利海 ,刘文言
(1.中国矿业大学(北京),北京 100083; 2.军事科学院系统工程研究院军事新能源技术研究所,北京 102300;3.北京航天发射技术研究所,北京 100076)
热塑性聚氨酯(TPU)兼具橡胶材料优异的力学性能和塑性材料良好的加工性能,其制品在工业、医疗、生活等多个领域均有广泛应用[1-3]。TPU薄膜作为主要的TPU制品之一,具有比传统薄膜材料更好的理化特性和可降解性,被广泛用作鞋材、防水透湿材料及隔热隔音材料等[4-5]。
TPU薄膜制品常用的制备方法为流延法和吹膜法,目前基于这两种方法的成型工艺有模压成型(压缩模塑)、注射成型、挤出成型及压延成型等[6-10]。其中,模压成型因具有成本低、效率高、产品内应力低、力学性能稳定、重复性好等优点在小型制品的批量生产中具有很强的竞争优势[11]。然而,模压成型的工艺参数(如预热温度、预热时间、压制温度、压制压力、保压时间、冷却速率、排气压力及排气次数等)会直接影响TPU分子链段的排列和熔体的流动性,进而影响TPU薄膜的外观、尺寸以及力学性能[12]。因此,选择合理的模压成型工艺参数,对获得外观形貌良好、尺寸稳定、力学性能更好的TPU薄膜至关重要。为优化模压成型工艺参数,保证制品的质量,国内外学者围绕理论建模、仿真模拟及实验验证等方面进行了大量的研究和探索[13-17]。但是,目前关于TPU薄膜模压成型工艺参数优化方面的研究还较少。
笔者通过调控模压成型过程中的工艺参数(压制温度、压制时间、保压压力及冷却速率)制备系列TPU薄膜样品,探究模压成型工艺参数对TPU薄膜外观、尺寸和力学性能的影响,从而使模压成型TPU薄膜的工艺参数得到优化。
1 实验部分
1.1 主要原料
TPU 粒料:58300NAT035,密度为 1.102 2 g/cm3,粒径为2 mm,邵氏A硬度为82,熔融温度为130℃,路博润特种化工制造(上海)有限公司;
聚四氟乙烯(PTFE)薄膜:厚0.1 mm,市售。
1.2 主要仪器与设备
溢料式镀氟平板模具:模腔尺寸150 mm×150 mm×(2.75±0.15) mm,定制;
程序控温真空干燥箱:ZK-2BCT型,天津中环电炉有限公司;
电动平板硫化机:GT-7014-H30型,高铁检测仪器(东莞)有限公司;
电子万能拉力试验机:AI-7000M-GD型,高铁检测仪器(东莞)有限公司;
差示扫描量热(DSC)仪:TA Q200型,美国TA仪器公司;
电子天平:YP30001型,上海衡际科学仪器有限公司;
冲片机:CP-25型,上海化工机修四厂;
测厚规:HD-1型,上海化工机修四厂;
单镜头反光数码相机:D7100型,日本尼康公司。
1.3 样品制备
TPU薄膜的制备流程如图1所示。首先用电子天平称取一定量的TPU粒料于托盘中,将其置于相对真空度为-0.1 MPa、温度为70℃的真空干燥箱中,干燥20 h后,取出,备用。同时,在如图2所示的平板模具的模腔表面铺垫一层PTFE薄膜,用以降低熔体流动阻力。然后,称取70 g已干燥好的TPU粒料,倒入模腔中,均匀铺平。接下来,将平板模具合模后整体置入平板硫化仪中并设置工艺参数,其中预热压力为0 MPa,预热时从室温升至压制温度并保温2 min,排气2次,压制温度为分别为 180,185,190,195,200℃,压制时间分别为 8,10,12,14,16 min,保 压 压 力 分 别 为 1.75,2.50,3.25,4.00 MPa。随后,在平板硫化仪加热仓内完成模具预热、排气、保温压制等步骤。上述步骤完成后,立即将模具取出,并分别放置在三种冷却速率(0.3,34.8,92℃/min)环境中进行冷却成型后,即可开模取膜,得到膜样品。

图1 TPU薄膜样品制备流程图
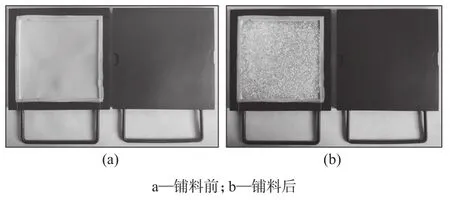
图2 溢料式平板模具
模压成型TPU薄膜的质量受多种工艺参数的影响。笔者主要针对压制温度、压制时间、保压压力及冷却速率四种工艺参数对TPU薄膜外观、尺寸和拉伸性能的影响进行研究分析。在实验时,首先探究压制温度和压制时间对TPU薄膜质量和拉伸性能的影响,采用全面试验法并得出TPU薄膜质量和力学性能最优的一组参数。其次,基于前一实验基础,探究保压压力对TPU薄膜拉伸性能的影响,并得出TPU薄膜拉伸性能最优时的保压压力。最后,在前面实验的基础上,探究冷却速率对TPU薄膜拉伸性能的影响,得出TPU薄膜拉伸性能最优时的冷却速率。最终,即可得出TPU薄膜质量和拉伸性能最优时的模压成型压制温度、压制时间、保压压力和冷却速率。
1.4 性能测试与表征
DSC测试:在高纯N2气氛下,以10℃/min的速率降温至-80℃,恒温5 min后,再以10℃/min的速率升温至250℃。
拉伸性能测试:根据GB/T 528-2009,将TPU薄膜制备成1型哑铃状试样,采用电子万能拉力试验机对TPU薄膜进行拉伸性能测试,拉伸速率为500 mm/min,试验温度为23℃。
TPU薄膜厚度测试:根据GB/T 5723-93,采用精度为0.01 mm的测厚规对TPU薄膜进行厚度测试,试验温度为23℃。
TPU薄膜外观形貌观察:使用单镜头反光数码相机拍摄TPU薄膜的外观形貌并进行观察。
2 结果与讨论
2.1 TPU粒料DSC分析
TPU粒料的DSC曲线如图3所示。从图3可以看出,在150℃附近有一个比较明显的转变,这是TPU硬段远程有序结构破坏时的吸热峰[18],说明130~170℃区间为TPU硬段远程有序结构的熔融温度区间。文献[19]研究认为,当温度高于150℃时,TPU的表观黏度将急速下降,流动性会明显增加。但当温度过高时,TPU中的氨基甲酸酯键将受热分解,产生CO2,影响产品质量[20]。基于上述分析,将TPU薄膜的压制温度区间初步拟定为180~200℃。
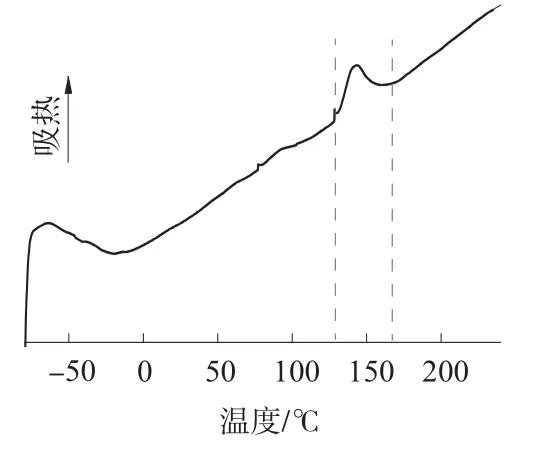
图3 TPU粒料的DSC曲线
2.2 压制温度与压制时间对TPU薄膜外观形貌、厚度和拉伸性能的影响
压制温度为200℃时,TPU薄膜的外观形貌如图4所示。由图4可看出,当压制温度达到200℃时,TPU薄膜会出现微小气泡。另外,在同一压制温度下,压制时间过长时,也容易出现气泡。这是由于压制温度过高或保温压制时间过长时,TPU分子发生了热分解,产生CO2气体,气体无法及时排出,与TPU形成两相体系,冷却成膜后形成气泡。由于气泡的存在不能满足TPU薄膜的行业使用要求,因此在后续工作中不对200℃压制温度进行探究,同时根据工作经验,设置压制时间不超过16 min。

图4 压制温度为200℃时TPU薄膜外观形貌
在保压压力为2.5 MPa、冷却速率为34.8℃/min条件下,不同压制温度与压制时间时制备的TPU薄膜的厚度、拉伸强度和断裂伸长率数据见表1。
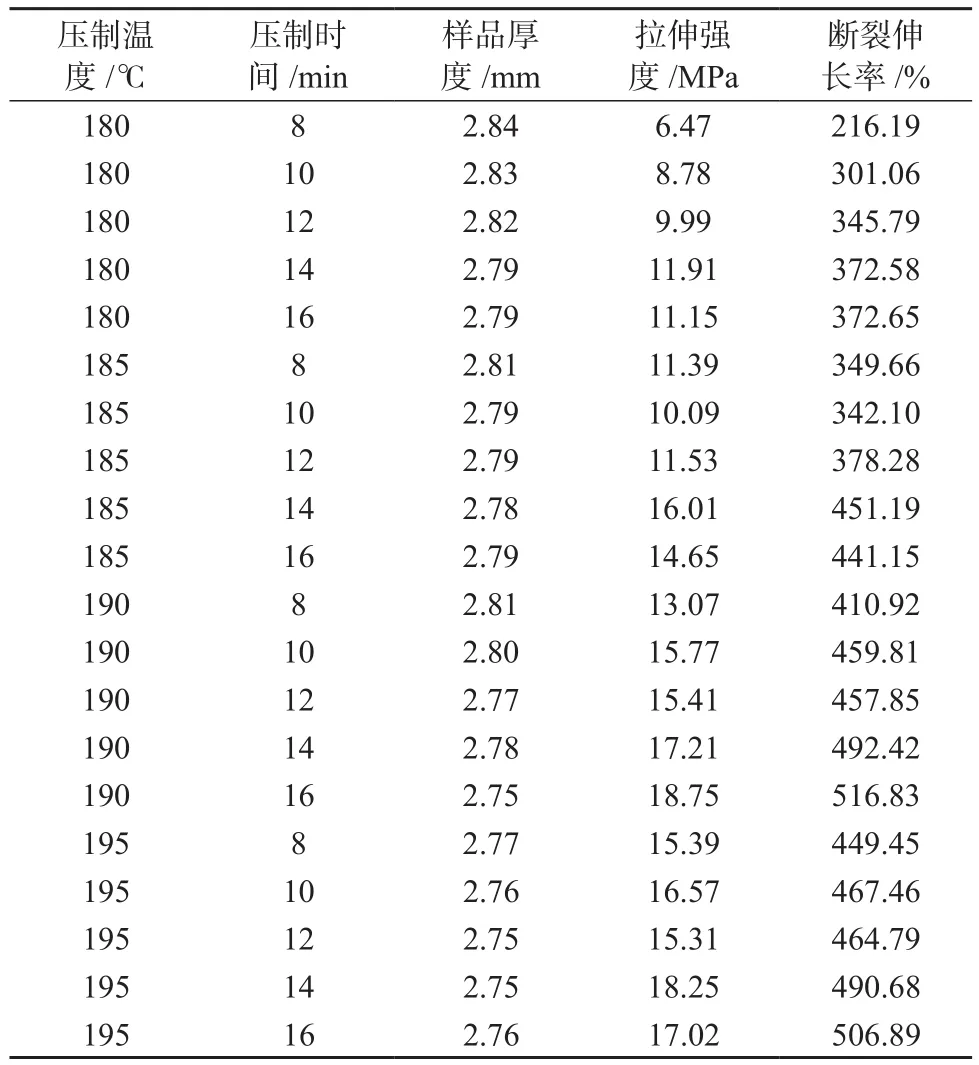
表1 不同压制温度与压制时间下TPU薄膜的厚度和拉伸性能
为了直观地反映表1数据规律,绘制相应的折线图,不同压制温度和压制时间下TPU薄膜的厚度如图5所示。
从图5a可以看出,当压制时间相同时,随着压制温度的升高,薄膜的厚度逐渐降低并趋于稳定。这是由于当压制温度较低时,TPU熔体流动性差,短时间内无法流延铺匀,不能有效溢出,从而造成膜体厚度偏高。从图5b可以看出,在同一压制温度下,随着压制时间的延长,薄膜厚度逐渐降低并趋于稳定。这是因为随着压制时间的延长,TPU熔体得以充分流延铺平,从而降低了薄膜厚度。

图5 不同压制温度和压制时间下TPU薄膜的厚度
不同压制温度和压制时间下TPU薄膜的拉伸性能如图6所示。
从图6a和图6b可以看出,在压制时间相同条件下,随着压制温度的升高,TPU薄膜的拉伸强度和断裂伸长率总体呈现先增大后减小或趋于稳定的变化规律。压制温度从180℃增加至190℃过程中,TPU薄膜的拉伸性能逐渐提升,随后继续增加至195℃时,TPU薄膜的拉伸性能变化不大。这是因为在模压成型过程中,如果压制温度过低,TPU熔体的黏度会较高,流动性变差,使得TPU薄膜内部结合较弱,进而导致TPU薄膜的拉伸性能变差。从图6c和图6d可以看出,在压制温度相同条件下,随着压制时间的延长,TPU薄膜的拉伸强度和断裂伸长率总体呈先增加后减小或趋于稳定的变化规律。这是因为延长压制时间,可使TPU粒料充分吸收能量,提升其熔化融合程度,进而增加TPU薄膜的结合度,而在压制时间达到14 min后,TPU粒料间的熔化融合程度可能达到一稳定值,因此随着压制时间的继续增加,TPU薄膜的拉伸性能变化不再明显。

图6 不同压制温度和压制时间下TPU薄膜的拉伸性能
综上分析,通过探究模压成型过程中压制温度和压制时间对TPU薄膜厚度和力学性能的影响,可以得出:在其它工艺参数保持不变时,当压制温度为190℃、压制时间为16 min时,TPU薄膜的拉伸性能较好,此时薄膜平均厚度为2.75 mm、拉伸强度为18.75 MPa、断裂伸长率为516.83%。
2.3 保压压力对TPU薄膜拉伸性能的影响
当压制温度为190℃、压制时间为16 min、冷却速率为34.8℃/min时,不同保压压力下制备的TPU薄膜的拉伸性能如图7所示。
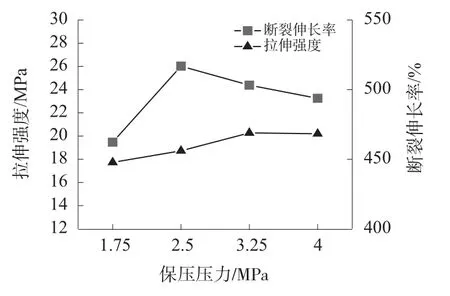
图7 不同保压压力下TPU薄膜的拉伸性能
从图7可以看出,随着保压压力的逐渐增加,TPU薄膜的拉伸强度和断裂伸长率均呈现先增加后减小的趋势。其中,当保压压力为3.25 MPa时,TPU薄膜的拉伸强度达到最大值,为20.27 MPa,而断裂伸长率则在保压压力为2.5 MPa时达到最大值,为516.83%。这可能是因为压力增大为TPU熔体的流动提供了更大的驱动力,从而提高了TPU粒料之间的结合力。此外,保压压力的增加,会对TPU分子链段的取向产生影响,同时会使得TPU熔体过量溢出,破坏膜体结构,进而影响薄膜的拉伸性能。
2.4 冷却速率对TPU薄膜力学性能的影响
在压制温度为190℃、压制时间为16 min、保压压力为3.25 MPa条件下,不同冷却速率时制备的TPU薄膜的拉伸性能如图8所示。

图8 不同冷却速率下TPU薄膜的拉伸性能
从图8可以看出,随着冷却速率的增加,TPU薄膜的拉伸强度和断裂伸长率呈先增大后减小的趋势。其中,当冷却速率为34.8℃/min时,TPU薄膜的拉伸性能最佳,拉伸强度和断裂伸长率分别可达20.27 MPa和503.16%。这是因为在缓慢冷却过程中,TPU分子内软硬段有序排列程度提高,结晶度增加,导致断裂伸长率降低;而当冷却速率较快时,会增大试样内部残余应力,降低试样几何稳定性,进而导致拉伸性能变差。
3 结论
通过对TPU薄膜模压成型工艺参数的研究,得出如下结论:
(1)当压制温度过高或压制时间过长时,TPU易受热分解,产生CO2气体,使TPU薄膜产生气泡。当压制温度较低、压制时间较短时,TPU薄膜的厚度偏高;另外,随着工艺参数压制温度、压制时间、保压压力及冷却速率的增加,TPU薄膜的拉伸性能总体呈先增大后减小或趋于稳定的变化规律。因此,选择合适的模压成型工艺参数,可以获得外观形貌、厚度和拉伸性能更佳的TPU薄膜。
(2)在压制温度为190℃、压制时间为16 min、保压压力为3.25 MPa、冷却速率为34.8℃/min的工艺参数下,TPU薄膜的拉伸性能最佳,拉伸强度和断裂伸长率分别可达20.27 MPa和503.16%。
(3)在模压成型TPU薄膜过程中,工艺参数对薄膜的外观形貌、厚度和拉伸性能有较大影响。研究结果为模压成型TPU薄膜的工艺优化提供了数据支撑。
