实木柜类家具零部件标准化研究
2022-04-19董宝同刘婉婷WangHuaSunXiangFengDongBaotongLiuWanting
■王 华,孙 香,吕 丰,董宝同,刘婉婷■Wang Hua & Sun Xiang & Lü Feng & Dong Baotong & Liu Wanting
(1.南京林业大学家居与工业设计学院,江苏南京 210037;2.苏州市苏品宅配文化有限公司,江苏建湖 224700;3.南京锐意国际贸易有限公司,江苏南京 210001)
机械化、信息化程度的不断提高,为家具制造业带来了巨大变革,板式家具将模块化设计、标准化设计等思想理论应用到设计与生产中,实现了大规模定制[1]。与板式家具相比,实木家具造型和零件的多变性导致其加工流程复杂、工艺要求更高。随着客户越来越高的定制化需求,实木家具企业出现同种产品下单量小、下单品类较多的情况,面临着个性化需求与批量化生产之间的矛盾[2]。标准化设计是企业实现柔性化生产的前提条件,建立一套行之有效的零部件标准化体系,对实木家具行业的发展具有重要意义。
1 标准化设计概述
标准化思想最先出现在19世纪末,20世纪初的德国,“德意志制造联盟”提出设计标准化、规范化的原则,认为机器工业与艺术之间并没有无法跨越的鸿沟,强调产品的标准化,对整个家具产业的工业化进程有着深刻的意义。
产品设计作为生产的第一道工序,指导并影响着整个设计与生产的过程,设计的标准化对于提高设计效率与生产效率是举足轻重的[3]。对于家具行业来说,特别是实木家具实施标准化具有非常重要的意义,具体表现在以下几个方面。
(1)对于设计部门来说能够减少重复设计工作,缩短设计周期,降低设计成本,更好更合理地开发新品种,适应社会发展需求。
(2)减少零部件的规格种类,提高零部件的通用性、互换性,缩短生产制造过程中的设备调机时间,提高劳动效率。
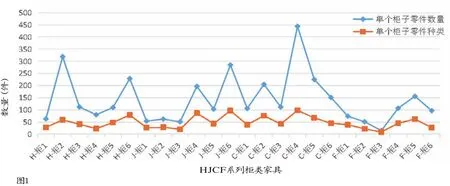
■图1 部分柜类产品零件分布情况

■图2 C-柜4(书柜)示意图
(3)标准化作为现代化生产的必要条件,可以协调各部门的工作,促进企业实现统一、协调、高效的信息化管理。
(4)做好标准化工作,可以大大提高材料的利用率、节约原材料、提高产品质量、降低生产成本、提高劳动生产率[4]。
2 S企业柜类产品调研分析
2.1 柜类产品分析
S企业是一家机械化水平比较高的中式家具制造企业,产品类别丰富,特别是柜类家具,按照功能可分为床头柜、餐边柜、书柜、电视柜、鞋柜、斗柜、衣柜、多宝柜等[5]。表1是S企业的部分柜类产品规格信息,可以看到,不同功能需求下的家具尺寸相差较大,高度从550 mm到2532 mm不等,宽度从468 mm到2120 mm不等。由于不同功能的柜子有对应的人体工学尺寸要求,因此很难对产品的整体大尺寸进行标准化处理。
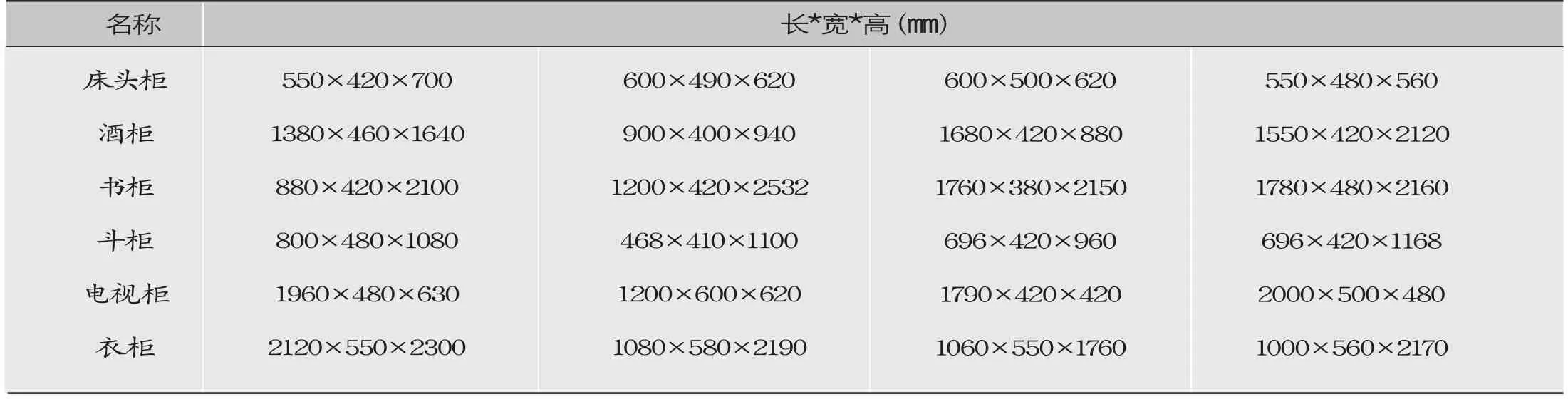
表1 部分柜类产品规格表
实木柜体家具自上而下可大致分为上盖、侧板、门板、底座、抽屉等主要模块,除此以外还有一些起到结构加强作用的内部模块,每个模块可进一步细分到零件。各款柜类产品零件的数量不等,图1是S企业HJCF系列的24款柜类家具的单件产品零件数量及种类分布情况。可以看到,有多款柜子的零件总数和零件种类的数量很接近,说明零件重复率低,很难批量生产。当接收到小批量多品种订单时,若按照传统的生产方式逐件生产,每台机床需加工的零件变化很大,效率低下,加工周期较长,增加了生产阻力[6-7]。此外,近9款柜子的零件数量达到了150件以上,特别是C-柜4,零件数量超过了400件,且与之对应的零件种类在100件以下,看起来似乎标准化程度已经很高了,但其实这与柜子本身造型有关,C-柜4是造型丰富的书柜,由于功能的原因,本身存在很多相同零件,如图2所示,但这类柜子仍然可以进行一定程度的标准化处理。
2.2 生产现状分析
产品缺乏标准化设计,其独特的造型导致了零部件通用性差,除此以外,车间工人的主观性操作造成同种榫卯的改良形式越来越多,有的甚至不符合结构强度要求。低标准化的零部件很难利用成组技术实现柔性化生产,不利于提高加工效率,不同柜类产品零件只能分开生产。当面对小批量多品种订单需求时,为降低成本提高生产效率,每种下单产品会多生产一部分,但后续该类产品下单量不乐观,会造成产品库存积压,企业资金周转困难[8]。
3 实木柜类家具标准化流程
3.1 零件标准化设计
零部件作为家具的基本单元,其多样性直接影响了企业的生产效率,家具标准化一般分为单体标准化、部件标准化和零件标准化,当零部件造型多变的时候,很难实现单体或部件的标准化,可以采用更底层的零件标准化技术。零件标准化主要是在满足造型需求、工艺合理的前提下,对有一定相似度和重复性的零件进行归纳汇总,获得相应的生产和零部件组,提高零部件的通用性、互换性,从而让小批量多品种的生产能够正常适应流水线作业的生产模式,减少重复性劳动,缓解生产压力[9]。
■图3 零件标准化内容及流程
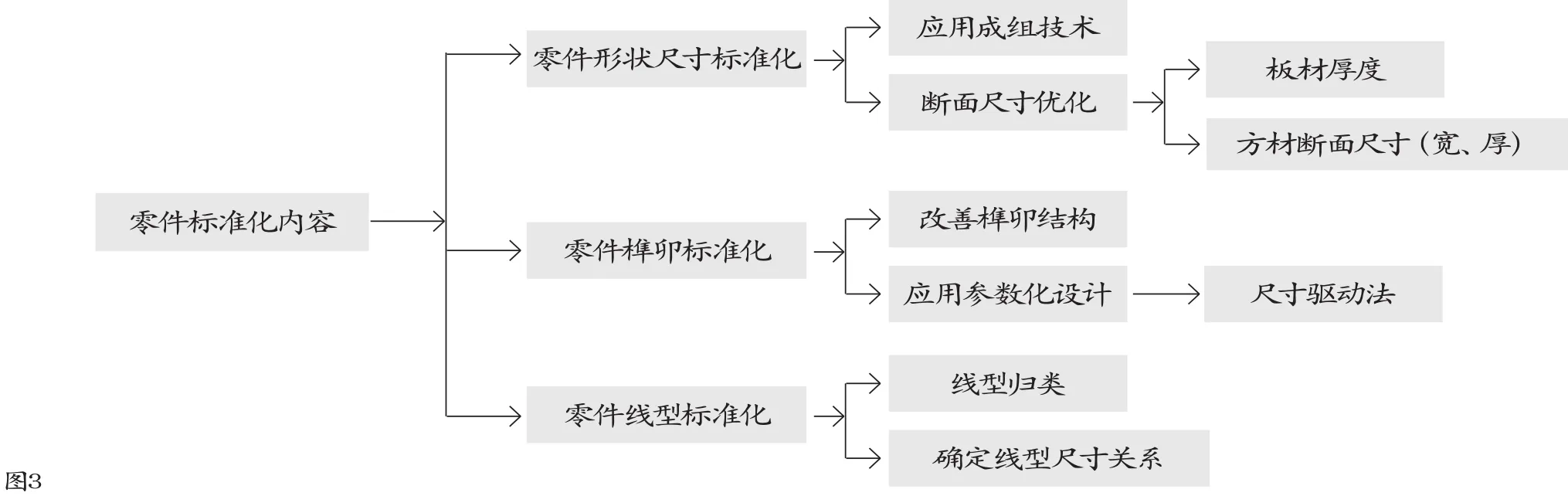
■图4 部分柜类家具方材零件断面尺寸分布
实木家具零部件的主要特性反映在其轮廓尺寸、外部形状、截面形状以及榫卯的位置与尺寸等几个方面。具体而言,轮廓尺寸是指毛料的最小规格,根据外部形状,可进一步分为线性零件和面状零件,即方材和板材,此外还有一些类似S型之类的特殊形状;截面形状是指用于装饰的线型;榫卯包括连接节点的结构类型和具体位置与尺寸。这些部分特征结合起来形成了具体零部件,因此零部件设计标准化可以分为尺寸及形状标准化、线型标准化、榫卯节点标准化,如图3所示。3.1.1 尺寸标准化
零件尺寸标准化是通过运用成组技术的相似性原理,梳理零件尺寸并找到共性,归类编组,使之标准化、规范化[10]。相当于压缩了零部件尺寸的种类,扩大了标准规格零件的生产量,在提高零件适配性的同时不影响整体外观。零件尺寸包括长度、宽度和厚度,零件的长度尺寸影响家具整体造型,同时净料加工对象是零件断面,因此零件断面尺寸的标准化处理,主要是宽度和厚度。尺寸标准化必须遵循以下原则既相似性原则、合理性原则、简化原则。标准化规程中需要结合家具结构设计常识和人体工程学原理来对某些不合理的尺寸进行修正和改进,同时考虑原材料规格[11]。
零件按照长、宽、厚尺寸间的关系,可分为板材和方材两种,当宽度约等于厚度,且远远小于长度时,为方材;当宽度约等于长度,且远远大于厚度时,为板材。尺寸标准化主要是对板材厚度尺寸、方材断面尺寸两方面进行优化。实木柜类家具的板材零件种类单一,所以板材零件标准化比较简单。首先是要将零件厚度向常用规格板材厚度归档;其次将功能相同的零件尽可能采用相同的厚度尺寸规格,比如抽面尽量用一种厚度的板材;最后针对同一零件厚度尺寸种类较多的情况,考虑到不同规格、不同功能的柜类产品有相应的板材厚度要求,因此厚度尺寸可采用阶梯式[12]。比如抽屉面板的厚度有10 mm、12 mm、15 mm等,可以将12 mm向较小尺寸10 mm合并,保留10 mm和15 mm厚度规格的板材。当需要更厚一些的板材时,可以以5 mm为一个单位采用进阶式尺寸,比如10 mm、15 mm、20 mm,这也有利于更好利用原材料。
剩下零件几乎都是方材,且规格繁多,需要按照种类或功能等特征分类分析零件。比如上盖模块中的面方、门板模块中的门方、底座模块中的脚横脚竖、内部结构模块中的横撑、拉方等。对各个模块的方材断面尺寸做标准化处理可能会造成数据偏差,因此还需要将所有模块的尺寸结合起来分析。图4为断面尺寸优化前后对比情况。简化后的断面尺寸主要集中在:
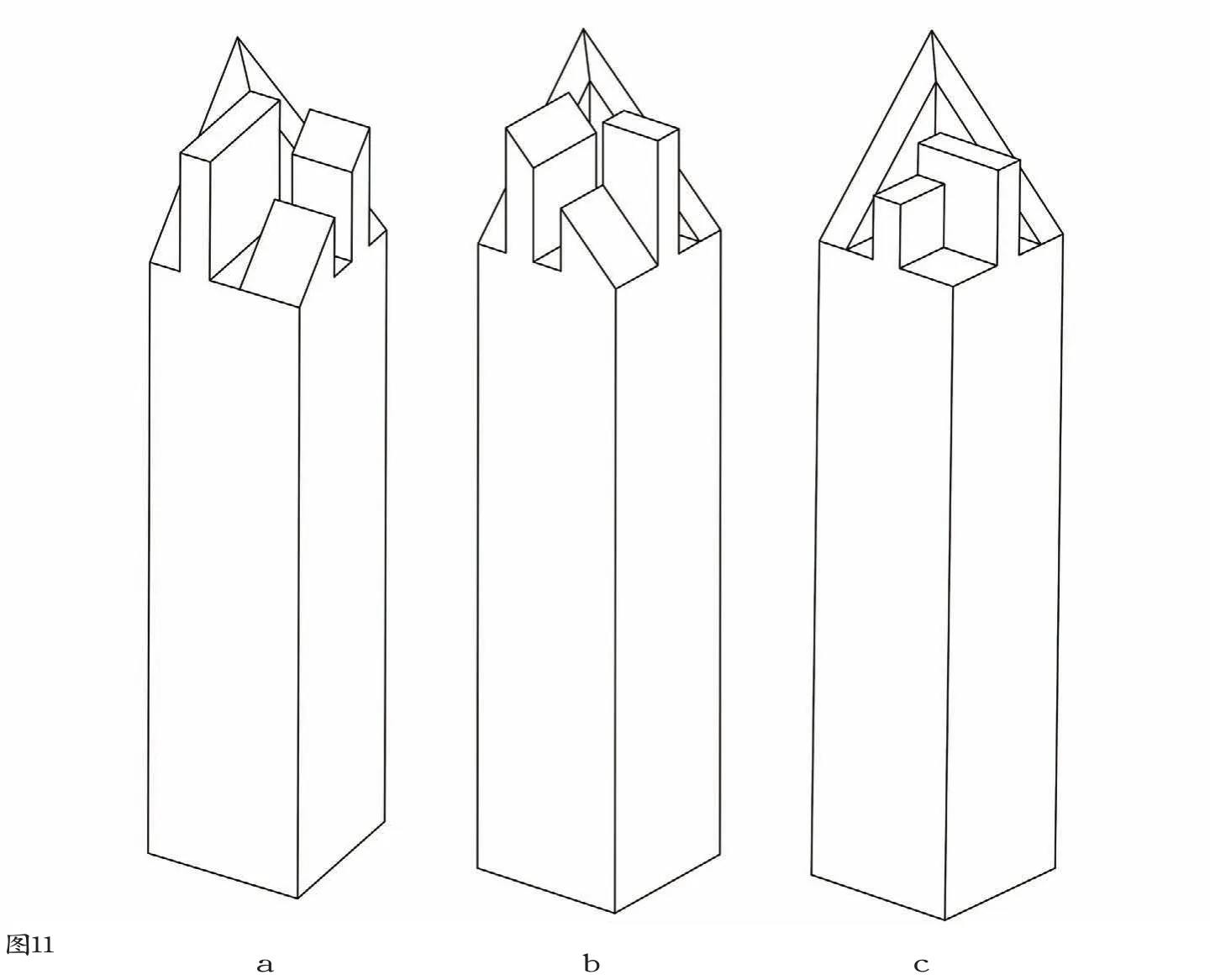
■图5 柜类家具的接合方式
■图6 T型接合和L型接合示意图
■图7 线型示意图
■图8 指甲圆线型示意图
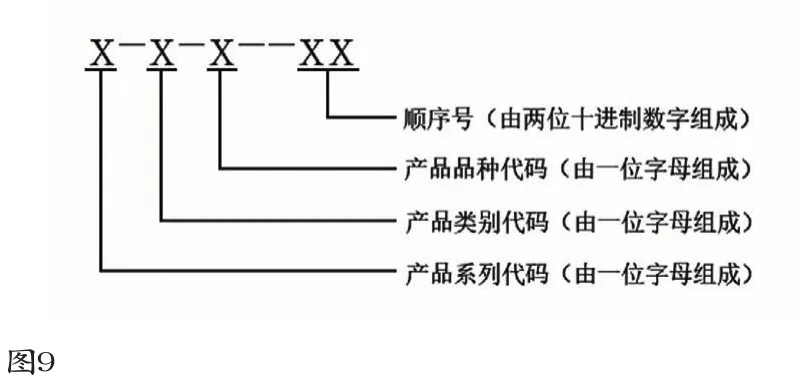
■图9 产品编码结构
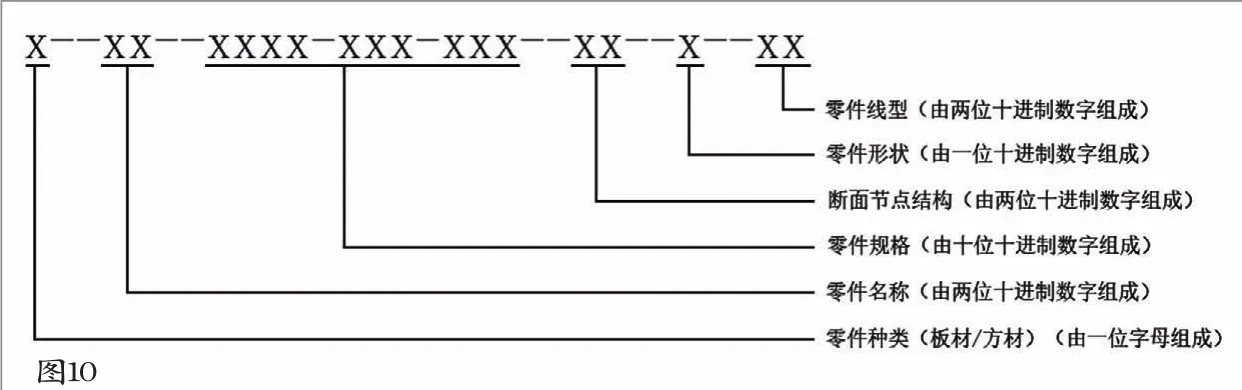
■图10 零件分类码结构
以上这几个规格尺寸占尺寸总数的比例,由简化前的63%增加到简化后的82%,扩大了单个零件的加工批量,且与原方材在断面尺寸上有较强的匹配性。
3.1.2 榫卯节点标准化
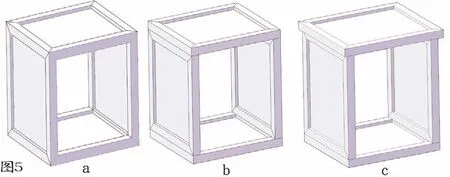
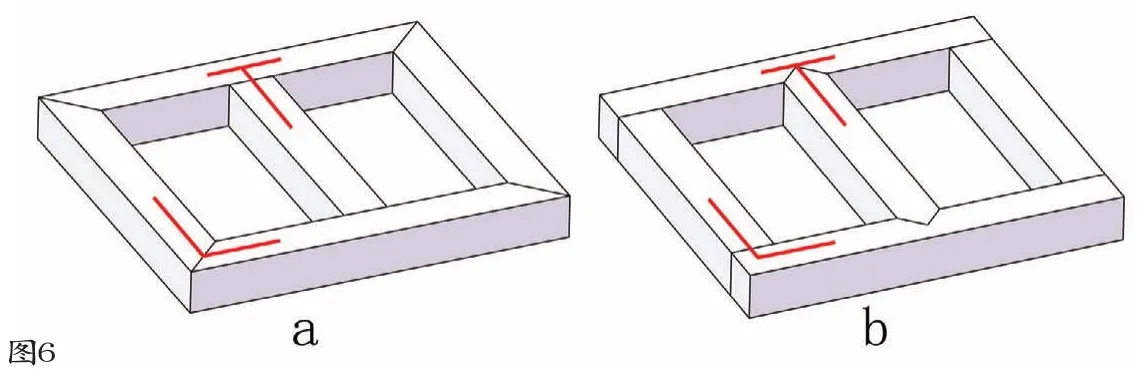
柜类家具主要有两种接合方式,平面接合和立体接合,如图5所示,其中图5a是面的接合,在现代实木柜类家具中,常见的平面接点结构有L型和T型,L型常用于面方连接和门方连接上,一般是通过带45°角的格角榫或抄手榫实现,如图6a,时常也会使用简单的直角榫连接,如图6b;T型结构主要是利用格肩榫和普通直角榫(或椭圆榫)连接横材和竖材,如图6[13]。图5b、c是立体接合,其中图5b采用了三角齐肩的粽角榫、图5c采用的是普通直角榫,都实现了两个不同水平方向的构件与垂直构件的连接,基于结构强度的考虑,企业一般使用粽角榫[14-15]。
榫卯节点的标准化包括数字化改良和参数化设计两部分。关于传统榫卯结构的改良原则,众说纷纭,特别是粽角榫,有人认为不可以改变内部结构,有人认为保证连接处造型不变即可。不论如何改良,都应该遵循严丝合缝、面面互锁的原则,在适应数控生产的同时也要保留传统榫卯的文化内涵[16-17]。参数化设计是为了在物料尺寸变化时,节省设计师二次设计的时间,一般通过尺寸驱动法实现,即利用函数方程建立尺寸间的约束关系,当驱动尺寸变化时,从动尺寸随之变化,从而生成符合要求的榫卯模型[18-19]。
3.1.3 线型标准化
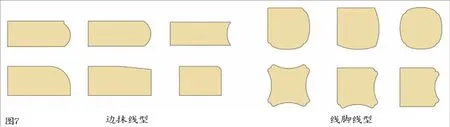
通过对S企业柜类家具的线型研究得知,按照构件部位,线型可分为边抹线型和腿足线型两种形式,如图7所示。边抹线型是应用在大边、抹头断面的线条形式,变化多种多样;腿足的线型即线脚装饰,是区分家具风格的重要标识之一。线型通过对家具的分割和组合,使家具在整体上呈现出独特的风格特征[20]。S企业的零件线型种类不多,且主要集中在面方上,因此可以用归纳法梳理线型类别及具体规格,在考虑零件规格设计和生产的基础上进行优化。
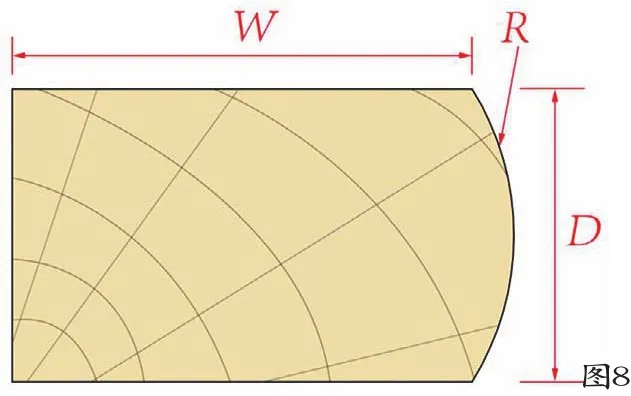
经统计,发现不同物料尺寸下的线型规格变化不大,比如边抹线型中的倒小圆线和倒大圆线,面方尺寸变化时,倒圆半径保持5 mm和20 mm不变,这为零部件标准化的实现提供了很大的便利。S企业24款柜类产品中,指甲圆线型出现的频率最高,如图8,主要应用在面板边框方料端面上,根据面方的断面规格,可将指甲圆加工厚度分为两种,如表2所示,W为物料宽度,D为物料厚度,R为指甲圆加工弧度。当物料厚度小于等于30 mm时,弧形角度R取值35°;当物料厚度在30 mm~45 mm范围内时,弧形角度R取值45°。

表2 指甲圆线型尺寸关系
■图11 零件信息卡片示例
3.2 应用编码技术
零部件标准化库是家具企业数据管理系统中的一个重要组成部分,如果没有合理的管理方法,很难发挥零部件库的价值。在零件标准化库初步建立以后,就需要对其进行有效的管理与应用,其中编码技术是企业信息化的基础手段,是实现零件库数字化管理与应用的关键,因此必须建立符合企业生产特点的编码系统[21]。建立一套完善的零部件标准化库是实木家具企业实现多品种、小批量生产的基础,为了更好的应用零部件标准化库,对编码原则提出了一些制定要求。
(1)唯一性。编码与产品、零件应该是一一对应的关系,保证家具具有较强的可辨性。
(2)延展性。编码应为新产品留有足够的编码空间,当新的产品出现时,其编码也必须与信息库中的编码适配。
(3)定长性。在相同的编码系统中,编码所具有的位数必须是等同的,从而有助于信息检索。当零件或产品缺少某项属性时,需要通过0弥补。
(4)可读性。在进行编码的过程中,需要在最大程度上采用常用的、易于记忆且富有特殊含义的标识、字母以及符号等,尽可能反映编码对象的特点,便于设计人员编码与记忆。
(5)综合性。编码原则不应仅仅考虑产品及零件本身,还需考虑产品物料、生产、工艺等相关方面的问题,每一部分都应设置代码结构。
家具产品一般使用分段表示的方法来进行编码,涵盖产品系列、类型、材料等信息。由于S企业的柜类家具的材质种类较少,主要是鸡翅木、花梨木等,为了减少编码长度、压缩存储信息,这里不对材料作编码处理。图9和表3分别是实木柜类家具的产品编码结构和各部分代码,主要包括系列、类别、品种、产品顺序等信息。例如,产品编码HGD12,H表示系列,G表示柜类家具,D表示电视柜,012表示产品编号,代号HGD12表示序号为12的花好月圆系列电视柜。

表3 产品组成信息代号表
零件编码既要考虑设计人员检索需求,又要考虑生产加工问题,相当于零件的身份证号码,在生产过程中的加工、入库、装配、打包、运输等物流过程中都需要用到[22]。完整的零件编码包括识别码和分类码,识别码也就是零件编码,可以定位某个零件是哪件家具中的,使零件编码具有唯一性。图10是零件的分类码结构,一般是数字、数字和字母组合的代码,用来表示零件的材料、名称、功能、尺寸、结构、工艺、形状等方面的信息,每一类信息都可以形成零件的一部分分类码[23]。
3.3 创建零部件标准化库
零件标准化库的建立是指在产品和各零件模型建立好以后,利用编码,存入数据库中,每件产品、零件形成对应的信息卡片。图11是零件信息卡片示例,包括零件名称、编码、规格、节点类型、线型以及三视图等信息,点击零件三视图可直接调出图纸。
车间通过共享模型库可以直接查看零件的各种加工参数,相似零件利用成组技术实现柔性化生产,大大提高了生产效率;设计师从模型库中查看并选用符合用户要求的模型及零部件进行再设计,减少了重复设计工作,也为更新产品提供了便利[24-25];企业通过标准化库可以更好地实现信息化管理[26-27]。
4 结语
通过对零件尺寸、榫卯节点、线型标准化的方法研究,发现零件标准化处理以后,毛料尺寸相同的零件数量大大提高,对应的生产数量也会随之增大,通过成组技术原理组织生产的效果会更加明显;另一方面,简化后的产品零件的标准化程度有了很大的提升,设计部门在进行产品设计时,可以通过调用标准化的模块,最大化重复利用设计信息,这不仅缩短了生产周期,还节约了设计成本。结果表明,成组技术、数字化技术、参数化技术、编码技术等思想理论可以应用到实木零件的标准化设计中,对企业建立零部件标准化体系具有非常重要的意义。
