聚乙烯醇缩丁醛树脂气流输送及均化过程的顺序控制
2022-04-12褚颖
褚颖
(安徽皖维高新材料股份有限公司,安徽 巢湖 238000)
聚乙烯醇缩丁醛(PVB)树脂是聚乙烯醇(PVA)与丁醛的缩合物,呈白色粉末状,可溶于醇类、酮类、氯代烃类、芳烃类,极易溶于醇-苯混合溶液,具有较高的透明度、耐寒性、耐冲击性和耐紫外线性能;对金属、玻璃、木材、陶瓷、纤维制品等具有良好的粘结力。PVB树脂最大的用途是以高粘度PVB树脂为原料,加工成PVB薄膜以作为汽车风挡玻璃和建筑安全玻璃的夹层(中间膜)。随着国内汽车工业快速发展和高层住宅的大量涌现,国内对安全玻璃的需求有了很大的提高。由于PVB 生产方式大多为间歇式,每釜产品间的质量无可避免地存在着细微的差别,而由于PVB中间膜的生产对PVB粉料的质量要求很高,因此很有必要根据对每批产品的质量分析结果,选择不同批次的产品进行均匀混合,以达到最终产品质量要求。因而PVB 粉料的均化过程在整个胶片级PVB树脂生产中具有十分重要的地位及作用。
安徽皖维集团有限责任公司在其10 kt/a 的胶片级PVB 树脂生产装置中,采取了PVB 均化工序,以确保每批出厂产品内在质量的稳定。该套设备生产厂家提供的控制方案是在现场配置一套独立的PLC控制系统,完成其全部逻辑控制。鉴于PVB 生产装置已采用杭州和利时公司生产的DCS系统进行全过程控制,且系统机笼有富裕卡槽位置,只需再增购部分I/O 卡件就能满足该系统需求,同时考虑到整套装置的控制关联性(如生产批号的有效传递、气流干燥和PVB 风送的衔接等)较高,因此将该部分设备的控制功能转移至DCS系统中完成。按照控制功能的要求,我方在签订设备技术协议时取消了配套的PLC控制系统,决定将风送均化顺控程序逻辑放在DCS中来实现。
1 工艺流程简述
PVB产品气流输送及均化系统由4台PVB中间称重罐(原属于气流干燥工序,设备号V1701~V1704),3台12路待分析罐(也称批量罐,下文均称为批量罐,设备位号V1705~V1707,每台有12个批量小仓01~12),2台均化罐(设备位号V1708~V1709)及相应的配套设备等组成。反应生成的PVB粉末经水洗、气流干燥、筛分后进入相应的PVB中间称重罐,然后经管道风送至PVB批量罐中。当三个PVB批量罐中储存有至少12~15批料后,就可以进行均化操作。均化操作的规定是每次选择6批料,从每个批量罐中最多一次只能选择三个仓(即三个生产批号的产品),经气力输送至均化罐。当所送6批料全部进入均化罐后,关闭输送管线上的相应阀门,开启均化罐底阀,循环管线开始按设定时间进行连续循环均化混合。PVB气流输送工艺流程见图1;PVB均化工艺流程见图2。
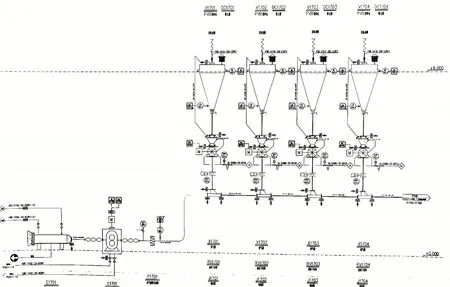
图1 PVB气流输送流程图

图2 PVB均化工艺流程图
2 气流输送及均化程序设计
气流输送及均化系统主要电气、仪表设备由4套称重系统、42台固体料位计、2支一体化铂热电阻、14台脉冲式反吹电磁阀、49 台气动闸板阀、4 台T 型气动换向阀、36个电磁式接近开关、11台电动旋转下料阀、3台电动旋转布料器、2台罗茨风机等组成。通过DCS顺控逻辑程序可实现以下控制功能:相关控制设备的联动和单动控制、批量罐小仓的自动选择、相关设备和阀门的联锁、工艺条件的联锁等。风送程序和均化程序为平行独立运行,所有的控制设备均具备自动和手动两种模式,使得程序在调试时简单方便,同时在实际生产应用时具有灵活的可操作性。
2.1 PVB气流输送顺控设计
首先选择需要送料的PVB 称重仓(V1701~V1704)及接收的批量罐(选罐原则:依次选择V1705、V1706、V1707批量罐,每个批量罐由12个小仓组成)。罐选择好后,系统自动轮询该批量罐是否有空仓(选仓原则:1~12 号仓,按序号从小到大依次选择,只有显示空仓时,才能被选中)。选中可用仓后,该罐的旋转布料器自动启动,布料口旋转至该仓后停止(由电磁式接近开关检测位置),自动调整批量罐顶部T 型三通换向阀(POV-705.13~POV-707.13)至该罐进料位置。以上条件都成立,风机启动,当风温低于设定的允许风送温度时,自动打开选择的PVB 称重罐下料阀(RV-1701~RV-1704)、气动插板阀(POV-1701~POV-1704)开始送料。当选择的PVB 称重罐指示值小于5 kg 时(WT-1701~WT-1704),延时50 秒,关闭相应PVB 罐下料阀(RV-1701~RV-1704),下料阀停止运行后,关闭气动插板阀(POV-1701~POV-1704),气动插板阀关闭后,停止风机运行,复位三个批量罐顶的T 型三通换向阀(POV-705.13~POV-707.13)到初始状态,结束送料过程,其控制逻辑如图3所示。

图3 PVB风送逻辑框图
程序自动选批量罐原则:依次选择V1705、V1706、V1707(一次只能选择一个批量罐),在选中的批量罐中,按序号由小至大依次选取罐内小仓(如:V1705-01空时不得选V1705-02,一次只能选取一个小仓),同时只有该小仓料位计显示低料位时才能被选中。
2.2 PVB批量均化顺控设计
当三个批量罐中储存有12~15批料后,首先在参数设置面板中选择均化罐、批量罐小仓和连续均化时间并确定,程序自动开启罐顶换向阀(POV-708.13)至所选目标均化罐的进料位置,自动启动风机运行。风机运行30秒后,判断风温是否满足送料要求,满足则自动开启所 选 小 仓 的 底 阀(POV-705.1~POV-705.12,POV-706.1~POV-706.12,POV-707.1~POV707.12),当所选仓的底阀全部打开,且未选中的仓底阀均处于关闭状态时,自动开启批量罐底阀(POV-705.14~POV-707.14)。底阀开启后,启动批量罐旋转下料阀、反吹电磁阀,当所送小仓低料位时,延时30秒关闭小仓底阀,批量罐所选小仓仓底阀均关闭后,延时1分钟停止该批量罐底部旋转下料阀运行。下料阀停止运行后,关闭批量罐底阀。当所有选择的批量罐底阀均关闭后,自动开启均化罐罐底均化阀(POV-708.2~POV-709.2,POV-708.1C~POV-709.1C),旋转下料阀(RV-1708RV-1709)和反吹阀(SOV-1708/SOV-1709),开始再均化过程,再均化计时,计时时间到关闭罐底均化阀,延时1分钟停下料阀和反吹阀,经延时2分钟后停止风机运行。风机停止后复位罐顶换向阀结束均化程序,其控制逻辑如图4所示。
均化批量罐选仓原则:每次均化选择6 批料,每个批量罐选仓数不得大于3个。
3 风送及均化程序DCS程序设计及逻辑方框图(图3、图4)

图4 PVB均化逻辑框图
我们和成套设备提供商一起讨论了整个控制方案,为了便于程序调试,所有仪表阀门及电气设备都具备手动(单动)和自动(程序联动)两种控制模式,并在设备开停出现异常时可进行报警,同时根据工艺流程情况编制了顺序控制逻辑框图,然后按确认的逻辑框图在DCS 系统中采用SFC(顺序功能块图)结合ST结构化文本语言来编写顺控程序,用来实现PVB 风送和均化的全过程自动化控制,以取代原PLC 控制系统。
4 结束语
根据安徽皖维集团公司10 kt/a 的膜级PVB 装置工程的实际情况,详细工程设计没有单独采用PLC,而是利用DCS控制系统的部分卡件,借用操作站中的两个画面,在只增加少量硬件(主要为增加了部分的I/O 卡件)的基础上,以灵活简单的组态和较低的成本实现了PVB树脂的风送和均化顺序控制过程。经过6个月的使用,工艺人员及操作者都反映画面清晰,操作方便,便于管理,效果很好,主要表现在:①提高了生产效率,降低了员工的劳动强度;②提高了产品成品质量,尤其是成品质量的稳定性;③由于实现了生产批号的全过程有效传递和管理,提高了对产品质量的可追溯性。
