钢质环氧套筒轴向修复效果研究*
2022-03-31边缘海胡红平张德刚刁国建鲁军峰赵志坤张美婧
0 前 言
轴向承载能力是管道修复的关键点之一, 长期以来, 研究人员一直将目光放在管道的环向承载能力修复领域。 近年来, 由于泥石流、 滑坡等地质灾害频发, 导致管道环焊缝失效事故增多,管道轴向承载能力修复逐渐成为施工单位较为关注的问题
。 钢质环氧套筒修复技术以其操作方便、 不停输、 不动火等优势, 在油气管道修复上得到大量应用
, 其环向及弯曲修复效果已通过全尺寸试验、 有限元分析等得到验证
, 但尚未有相关试验研究验证其对管道轴向载荷的修复效果。 为验证钢质环氧套筒轴向承载能力的修复效果, 通过对钢质环氧套筒修复的含缺陷钢管进行全尺寸拉伸试验, 分析套筒对管道轴向承载能力的修复效果。
1 修复原理
钢质环氧套筒修复技术是20 世纪70 年代发明并首先使用的一种管道修复技术, 主要用于含缺陷油气管道的修复。 钢质环氧套筒由两个直径略大于待修复管道的钢壳连接在一起, 覆盖在管线的受损部位。 套筒安装在管道表面, 两端密封后注入环氧树脂, 使其充满管道与修复套筒之间的孔隙。 待环氧树脂完全固化后, 打磨掉套筒表面的螺栓、 进胶管和出胶管即可
。 钢质环氧套筒修复结构如图1 所示。
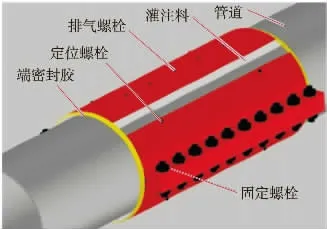
钢质环氧套筒修复技术是在A 型套筒基础上改进的成果。 与A 型套筒不同的是, 其外部钢质套筒与钢管表面之间有一定间隙。 将间隙内部填充高强度灌注用环氧树脂, 树脂固化后与外部套筒共同作用传递载荷, 起到缺陷补强修复的作用。
2 试验方案
2.1 试验材料
采用Φ508 mm×9.5 mm 的X52 钢级螺旋埋弧焊管, 钢管长度为6 m。 试验用含缺陷钢管如图2 所示, 为了降低管道轴向承载性能, 在钢管外表面中心位置加工整圈环向沟槽缺陷, 从而定量评价钢质环氧套筒对轴向载荷的修复能力。 由于缺陷尺寸对钢管的承载能力有显著影响, 同时考虑到应变测试的可操作性, 最终确定沟槽缺陷轴向宽度为25 mm, 深度为5.7 mm。

缺陷加工后, 对各点位缺陷尺寸进行测量,结果见表1。 从表1 中可知, 9 点钟位置缺陷深度最大, 缺陷处钢管剩余壁厚仅为3.55 mm。

人文教育英语(English for Liberal Education,简称ELE)课程旨在让学生了解中外不同的文化、世界观、价值观和生活观等,培养他们的跨文化意识,同时提高跨文化交际能力,从而全面提升人文素养。在人文教育英语学习阶段,实行“水平分层,同层走班”策略,具体实施方法如下:
图7 (b) 中2
、 4
、 7
三点为管体无缺陷处的监测点。 基于三点的轴向应变监测数据, 采用公式(1) 对轴向应力进行计算。 在3 854 kN 拉力作用下, 管体的轴向应力约为250 MPa, 对比表2 可知, 其远低于母材屈服强度, 即在该修复结构的失效拉力下, 钢管尚未达到屈服状态。 此外, 对比2
、 4
、 7
三点的测试数据可以看出, 套筒下的管体 (2
、 4
) 轴向应变略小于正常管体 (7
), 表明一部分轴向应力作用在套筒上。

2.2 布片方案
108例患者均接受一次FFDM、DBT检查,仪器主要选择美国豪洛捷公司生产的数字乳腺断层融合机(Combo自动曝光模式),采集断层图像时,X线球管旋转15°,曝光15次(1次曝光/旋转1°),将获得的原始图像进行重建(层厚:1mm),扫描部位主要为头尾位及内外斜位,通过工作站对图像进行阅读及评价,整个过程由2名资深医师负责。
2.3 加载方案
采用ZYNS-W2000 宽板拉伸试验机对钢质环氧套筒的轴向承载能力进行测试。 测试过程中, 套筒两侧管体上放置LVDT 位移传感器进行位移信息采集, 采用应变片测试系统监测重点部位, 每5 s 采集一次数据。 此外, 在拉伸过程中,以6 mm/min 的速度拉伸试样, 分别以100 kN、500 kN、 800 kN、 1 000 kN、 1 500 kN、 2 000 kN和2 500 kN 的力保持30 s, 在2 500 kN 后持续拉伸直至断裂。
3 管材性能测试
依据GB/T 228 《金属材料拉伸试验》 进行拉伸试验
, 母材拉伸性能见表2。 根据试验结果可知, 钢管拉伸性能满足API 5L 标准规范要求
。
图7 (a) 为管体缺陷处拉力-应变曲线, 从图中可以看出, 修复结构失效时, 缺陷处管体早已进入屈服阶段, 最终断裂点位于缺陷深度最大的9 点钟位置。

S——钢管抗拉强度, MPa;
如果洗澡次数过于频繁、水温过高,或使用碱性较大的肥皂或者药皂,也容易破坏本来就不健全的皮脂膜,令皮肤屏障功能减弱,“砖墙”外露,发生皮肤瘙痒。

式中: F——轴向力, N;
轴向承载力计算公式为
t——钢管壁厚, mm;
D——钢管公称直径, mm。依据公式 (1) 可计算得到无缺陷钢管的理论轴向承载力为7 758.7 kN。 根据表1 中的缺陷平均深度计算可知, 缺陷的理论平均轴向承载力为3 291 kN, 9 点钟位缺陷最深处的理论轴向承载力为2 899 kN。
4 试验结果与分析
4.1 试验结果
宽板拉伸试验过程中的拉力-时间曲线变化如图5 所示, 套筒修复结构失效外观形貌如图6所示。 由图5 可以看出, 最大拉力为3 854 kN,最终管体缺陷处发生断裂, 钢质套筒与灌注的环氧套筒发生脱离, 钢质环氧套筒修复结构失效,


利用图5 中的保载点(曲线平台) 对拉力和应变数据进行对齐处理后, 得到各应变监测点的拉力-应变曲线如图7 所示。
采用负压法对缺陷部位进行钢质环氧套筒修复, 所用钢质套筒内径为528 mm, 壁厚为12 mm, 长度为1 000 mm, 材质为Q345B 钢。修复完成后的钢质环氧套筒结构如图3 所示。

本文通过利用自适应神经模糊推理系统(ANFIS)实现基于回跳电压的锂离子电池SOC预测模型的建立。ANFIS的学习算法过程和架构实际上综合了许多种有监督学习功能的前馈神经网络的学习方法。自适应网络就是一个由多节点以及连接它们的网络组成的网络结构,更进一步,部分或者所有节点具有自适应性,这意味着它们的输出取决于这些节点的激励函数的参数(一个或多个),同时学习规则规定了这些参数该如何改变以使规定的误差降到最小。自适应网络的基本学习规则是基于梯度下降和链式法则[7],梯度法由于它的缓慢以及容易陷入局部收敛,因此ANFIS采用混合学习规则,混合学习方法能够加速学习进程。
总结山东省当前果蔬产业生产现状。山东省是传统的农业大省,果蔬产量和需求量大,但农业生产并不发达。果蔬产业品牌化是现代农业发展的时代产物,是深入推进农业供给侧结构性改革,是果蔬产品价值提升、消费者绿色健康高层次需求得到满足的有效载体。山东果蔬产业想要在全国乃至世界经济全球化中得到发展,就要实施品牌化发展战略。
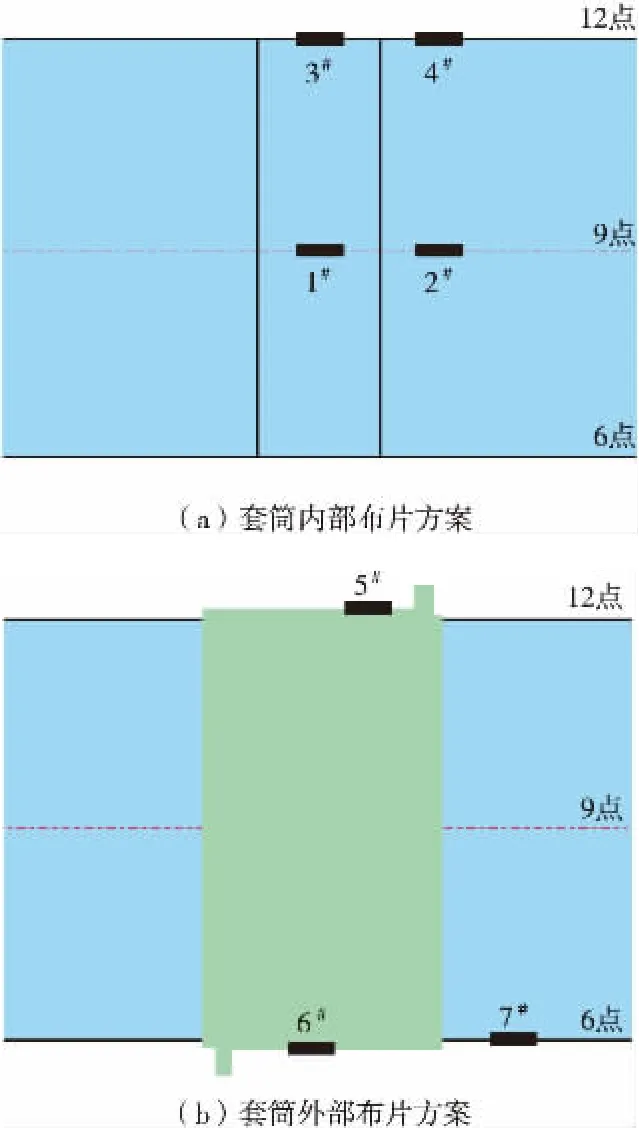
试验共设置7 个应变监测点, 布片方案如图4 所示。 在套筒内部, 缺陷尺寸最深的9 点位置和12 点位置以及距缺陷200 mm 的管体表面分别粘贴一个应变片, 以便定量分析缺陷实际承载能力, 其位置如图4 (a) 所示; 套筒安装后,在套筒底部中心和顶部靠近抽气口端分别粘贴一个应变片, 用于测量钢质套筒承担的轴向应力,此外, 在套筒修复区域以外的管体表面粘贴一个应变片, 用于监测管体轴向承载情况, 其位置如图4 (b) 所示。
图7 (b) 中5
、 6
两点为钢质套筒表面的监测点, 其中5
位于套筒顶部一端, 6
位于套筒底部中心处。 在加载初期, 套筒上的应变随轴向载荷增加而持续变大。 在轴向载荷升至1 000 kN 时,套筒底部应变突然减小至0。 而套筒顶部应变则在轴向载荷升至2 000 kN 时突然减小至负应变。造成钢质套筒不同位置的应变突然下降的主要原因是随着载荷增加, 修复结构的环氧层与套筒并非整体同时脱离, 而是从局部位置开始渐渐脱离, 直至最后缺陷处断裂。 在1 000 kN 载荷作用下, 修复结构底部首先发生钢质套筒与灌注树脂的界面脱离, 导致6
监测点应变突然减小,待轴向载荷增加至2 000 kN 时, 套筒顶部也发生脱离, 导致5
监测点应变突然减小。 由于套筒其他位置仍受到载荷作用, 进而对不受力的检测点造成一定挤压, 导致两检测点处的应变在突然变小后短时间内仍有轻微的降低。
4.2 理论分析结果对比
管体在1
监测点附近发生断裂, 由公式(1) 计算得到该点管体能够承担的轴向载荷为2 899 kN, 而试验过程中整体结构的轴向总载荷为3 854 kN, 两值之差即为钢质套筒所承担的轴向载荷。 因此计算得到钢质套筒的轴向承载为955 kN, 占比总轴向载荷约24.5%。
施工技术人员在确定钻孔孔深以及孔位之后,还应做好杂物的清理工作,以免出现塌孔以及泥浆沉淀问题。在实际施工过程中,技术人员清孔时应采用正循环与反循环钻机的方法。在稳定的土质结构中,清孔应采用真空吸泥机,以免导致土层坍塌问题。一般应清两次孔,在结束成孔作业后在进行一次清孔操作,以便准确测量孔深。在安装完钢筋笼后还应进行第二次的清孔操作,并观察流出水体以明确是否需要进行第三次清孔。若流水比较干净不存在超过1cm的粗粒渣,且孔底泥浆粘度小于28Pa时,则清孔符合要求。
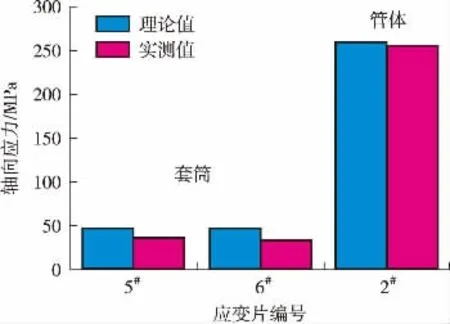
各点轴向应力的理论值与实测值对比如图8所示。 根据图8 可知, 2
处的轴向应力实测值与理论值基本一致, 从而验证了理论分析的准确性。 此外, 从5
、 6
处应力对比值可以看出钢质套筒处的轴向应力实测值略低于理论值。试验结束后, 对套筒进行失效分析, 结果发现, 截至管道失效, 套筒与灌注的环氧树脂仍未发生完全脱离, 其局部仍保持着粘接状态,从而承担一部分轴向应力, 导致其实测值略低于理论值。
5 结 论
(1) 采用钢质环氧套筒修复方法修复后的X52 钢级Φ508 mm×9.5 mm 螺旋埋弧焊管最大轴向拉力为3 854 kN, 约为无缺陷钢管理论轴向承载力的50%。 失效位置位于缺陷最深处, 失效时管体无缺陷处尚未进入屈服阶段。
(2) 钢质套筒分担的轴向载荷仅占总载荷的24.5%, 表明钢质环氧套筒对于提升管道轴向应力效果有限, 不建议采用钢质环氧套筒作为环焊缝或管体环向缺陷的修复手段。
[1] 任俊杰,马卫锋,惠文颖,等. 高钢级管道环焊缝断裂行为研究现状及探讨[J]. 石油工程建设,2019,45(1):1-5.
[2] 王海涛,李仕力,陈杉,等. 高钢级天然气管道环焊缝断裂问题探讨[J]. 石油管材与仪器,2020,6(2):49-52.
[3] 宋连仲,张伟林,陈昭. 国内外管道修复技术现状及发展趋势[J]. 中国给水排水,2005,21(3):35-37.
[4] 李艳,袁宗明,胡世强. 长输管道修复技术现状及发展[J].化工设备与管理,2007,44(1):53-55.
[5] 曹丽召,陈绍令. 油气管道钢质环氧套筒补强修复技术探讨[C]//第四届中国管道完整性管理技术大会论文集.北京:中国石油学会,2014.
[6] 雷宏峰,霍晓彤,常青,等. 钢质环氧套筒修复技术综述[J]. 中国石油和化工标准与质量,2021,41(22):2.
[7] WANG L,GAO J,WU M C,et al. Experimental study of steel reinforcement repair sleeve on X80 pipe with interlayer defect[C]//Materials Science Forum. Switzerland:Trans Tech Publications Ltd.,2021:452-457.
[8] 胡秀. X80 管道含缺陷环焊缝的钢质环氧套筒修复研究[D]. 西安:西安石油大学,2020.
[9] 李荣光,张巍,赵振,等. 高钢级管道环焊缝缺陷修复技术探讨[J]. 油气储运,2020,39(3):307-312,360.
[10] 赵秀芳,段宇航,蒋毅. 环氧套筒用于环焊缝缺陷修复适用性研究[J]. 当代化工研究,2020(14):150-153.
[11] 陈杰. 钢制环氧套筒修补管道的数值模拟与实验研究[D]. 成都:西南交通大学,2014.
[12] 李翔. 环氧套筒修复技术研究[D]. 成都:西南石油大学,2018.
[13] 李瑞川,谢毅,陈银,等. 两种管道本体缺陷修复方法适用性概述[J]. 工程技术(文摘版)·建筑,2017(8):271-272.
[14] 全国钢标准化技术委员会. 金属材料拉伸试验:GB/T 228—2010[S]. 北京:冶金工业出版社,2002.
[15] 美国石油协会. 管线钢管规范:API SPEC 5L[S]. 华盛顿,美国:美国石油学会出版业务部,2018.