高强度奥氏体焊丝脉冲GMAW 熔滴爆炸现象分析
2022-03-28霍光瑞薛钢贺智涛牛继承
霍光瑞,薛钢,贺智涛,牛继承
(中国船舶重工集团公司第七二五研究所,洛阳,471023)
0 序言
在熔化极气体保护焊(gas metal arc welding,GMAW)工艺中熔滴过渡行为直接影响到电弧形态及焊接质量,熔滴发生爆炸会严重影响电弧稳定性,容易在焊缝中形成夹渣及气孔缺陷.目前有关GMAW 工艺熔滴爆炸的研究主要集中于低合金钢[1-5]、铝合金[6-8]以及高氮钢[9-10]焊接方面.通常认为,低合金钢焊接中导致熔滴爆炸的气体是液态金属在高温下冶金反应生成CO 或夹杂物在高温时熔化释放出的CO,铝合金焊接熔滴爆炸主要归因于低沸点元素(如镁、锌)形成的金属蒸气[6,8].明珠等人[9]进行了高氮不锈钢GMAW 熔滴过渡行为研究,但采用的几种焊丝成分差异较大,未找到氮含量对熔滴过渡的影响规律.Yang 等人[10]开展了焊接工艺参数对高氮钢熔滴过渡形式影响的研究.目前为止,关于镍铬系奥氏体焊丝熔滴爆炸现象研究较少,有必要对其熔滴爆炸现象进行分析,探讨熔滴爆炸形成的原因,为高强度奥氏体焊丝研发提供技术支撑.
通过对系列碳、氮含量镍铬系高强度奥氏体焊丝的熔滴过渡行为及爆炸状况进行了细致观察,根据焊丝中氮含量与熔滴爆炸状况对应关系,分析出氮元素高温逸出是导致熔滴爆炸的主要原因,并获得熔滴发生爆炸的临界氮含量.
1 试验方法
试验材料为抗拉强度大于710 MPa 的高强度NiCr 系奥氏体气体保护焊丝,奥氏体焊丝中通常添加较高的Mo,C,N 作为强化元素.在主合金元素含量相同的情况下,设计不同C,N 含量的焊丝,焊丝成分如表1 所示.选用相同的原材料并且采用相同的冶炼工艺与拉拔工艺进行焊丝试制,保证焊丝质量的一致性,焊丝规格均为φ1.0 mm.
表1 试验用焊丝化学成分(质量分数,%)Table 1 Chemical compositions of the welding wire
试验采用GLC 403/603 型CLOOS 气体保护焊机,平焊位置反接极性焊接.采用脉冲电流,脉冲参数为:峰值电流420 A、基值电流40 A、脉冲频率200 Hz、脉宽比50%.采用保护气体为Ar+2%CO2,气体流量为18~ 20 L/min.采用REDLAKE型高速摄像机记录电弧状况与熔滴过渡行为,由于有的熔滴爆破在瞬间完成,较低采样速度难以观察到爆炸过程,须采用较高的采样速度方可观察熔滴过渡细节.设定采样速度为10 000 帧/s,连续两帧图像间隔时间为0.000 1 s,一个脉冲电流周期内可采取50 张图像.
2 试验结果及分析
2.1 氮含量大于0.30%焊丝的熔滴过渡情况
从高速摄影图像发现,氮含量大于0.30%的1 号~ 4 号焊丝熔滴过渡形式较差,在峰值电流期间熔滴爆炸十分严重,液体金属被炸成许多碎片和小颗粒,电弧受此影响不停向四周扩散,难以形成稳定的弧柱.基值电流期间,电弧变暗,悬挂的液态金属在表面张力的作用回收到焊丝端部,无熔滴过渡,也没有液体金属爆炸发生.
图1 为1 号焊丝在一脉冲峰值电流期间连续10 帧图像形貌,能完整地反映出一个小气泡与一个大气泡先后形成及爆炸过程.设定第一帧图像时间为t0,在t0+0.2 ms 时焊丝端部先出现一个较小的气泡(其直径与焊丝直径相当),该气泡从形成、长大再到爆炸的速度非常快,仅有一帧图像能够观察到.在t0+0.4 ms 时焊丝端部出现一较大气泡(直径约为焊丝直径的4 倍),并在t0+0.5 ms 时发生爆炸.该气泡爆炸非常剧烈,液态金属被炸成很多细小颗粒,形成大量飞溅.4 号焊丝的熔滴爆炸程度发生得同样剧烈,并且连续爆炸的情形更为清晰.图2 为4 号焊丝在一脉冲峰值电流期间的10 帧典型图像.从图2 可以明显看出,峰值电流到达时连续出现4 个较大气泡(其直径约为焊丝直径的3 倍),有时两个气泡同时出现,每个气泡都会迅速爆炸,形成大量烟雾.随着各个气泡的爆炸,电弧指向也随着喷射气流的走向不断变动.
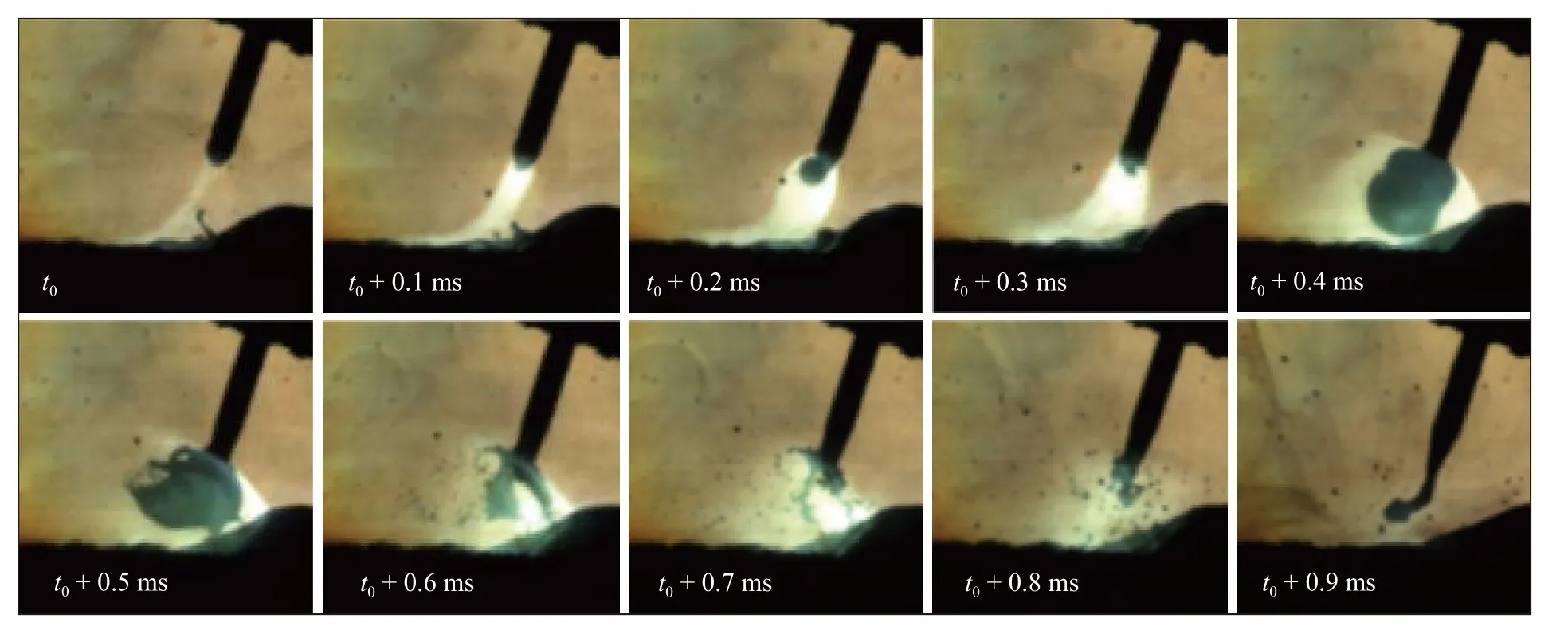
图1 1 号焊丝峰值电流期间熔滴剧烈爆炸形貌Fig.1 Explosive phenomena of droplet during pulse peak current level of wire No.1
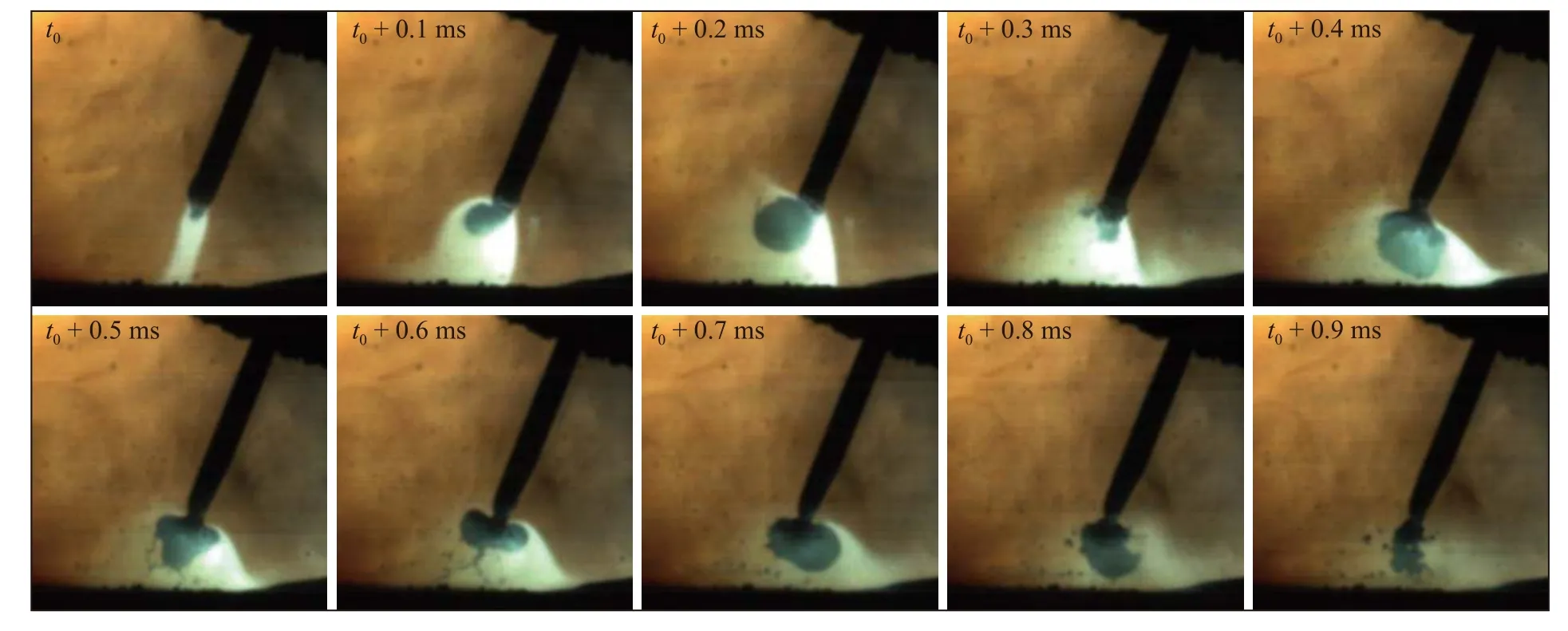
图2 4 号焊丝峰值电流期间熔滴爆炸形貌Fig.2 Explosive phenomena of droplet during pulse peak current level of wire No.4
2.2 氮含量0.23%~ 0.29%焊丝的熔滴过渡情况
氮含量为0.23%~ 0.29%的5 号~ 7 号焊丝熔滴爆炸程度相对较弱,峰值电流期间能够形成一完整熔滴,焊接过程中电弧较为稳定,基本实现“一脉一滴”过渡.对5 号焊丝连续20 个熔滴(20 个脉冲周期,共1 000 帧图像)过渡情况进行分析,发现峰值电流期间有3 个熔滴发生爆炸,爆炸时同样有大量气体喷出,其中一个熔滴炸开形貌如图3 所示.与1 号、4 号焊丝不同的是该焊丝熔滴爆炸时液态金属只有少量颗粒飞出,剩余部分仍能合并为一个整体,并且大约有1/3 的熔滴在脱离阶段及下落过程中有少量气体喷出.基值电流期间,剩余液态金属在表面张力的作用下回收到焊丝端部,没有熔滴过渡与爆炸情况发生.

图3 5 号焊丝峰值电流期间熔滴形成及爆炸形貌Fig.3 Formation and explosive phenomena of droplet during pulse peak current level of wire No.5
7 号焊丝熔滴爆炸现象不明显,在连续观察20 个熔滴中发现仅有1 个熔滴发生爆炸,其它熔滴过渡良好,未出现爆炸情况,其中一个出现爆炸情况的熔滴过渡情形,如图4 所示.
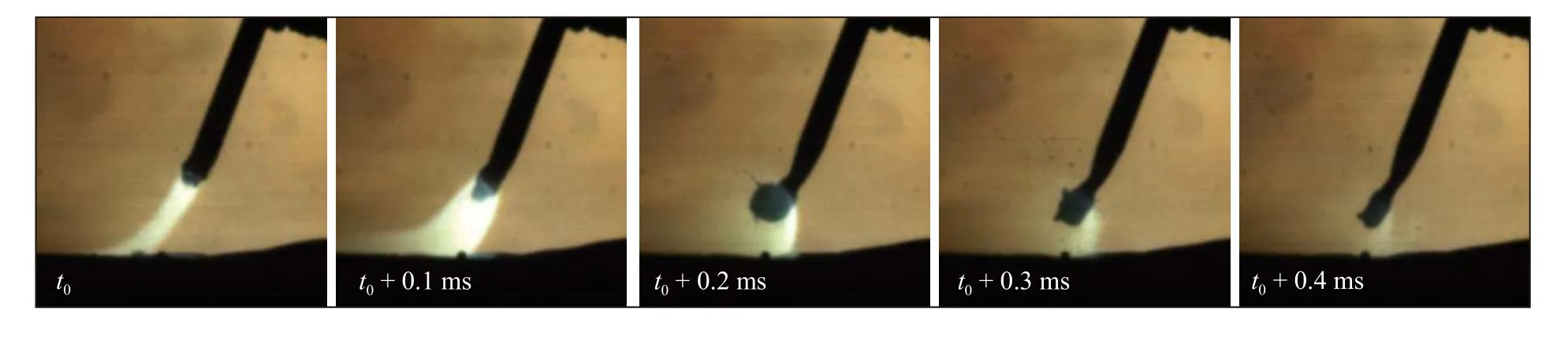
图4 7 号焊丝峰值电流期间熔滴爆炸形貌Fig.4 Explosive phenomena of droplet during pulse peak current level of wire No.7
2.3 氮含量小于0.23%焊丝的熔滴过渡情况
氮含量小于0.23%的8 号~ 11 号焊丝熔滴过渡良好,每个熔滴均能平稳过渡到熔池中.连续观察50 个熔滴过渡过程(50 个脉冲周期,2 500 帧图像),未发现熔滴爆炸现象,并经多次反复试验,均未发现熔滴爆炸情况发生.其中9 号、11 号焊丝熔滴过渡形貌及电弧状况如图5 和图6 所示.在所用的焊接工艺参数下,9 号、10 号和11 号焊丝均未出现熔滴爆炸情况,均为典型的“一脉一滴”的过渡形式,此时电弧清晰、弧柱明显,无小颗粒飞溅发生.
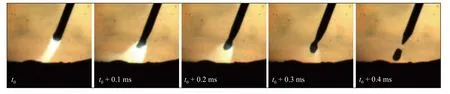
图5 9 号焊丝峰值电流期间熔滴形成及过渡过程Fig.5 Droplet formation and transfer during pulse peak current level of wire No.9

图6 11 号焊丝峰值电流期间熔滴形成及过渡过程Fig.6 Droplet formation and transfer during pulse peak current level of wire No.11
2.4 熔敷金属氮含量分析结果
各焊丝熔敷金属氮含量及氮的过渡系数η如表2 所示.从表2 可以看出,氮的过渡系数随着焊丝中氮含量的增加而降低.焊丝中氮含量超过0.23%时,氮损失较多,而氮含量在0.23%以下时,熔敷金属中的氮含量与焊丝基本相同,焊接过程中氮没有损失.与熔滴爆炸情况对比可见,熔滴爆炸程度与氮的烧损程度一致.
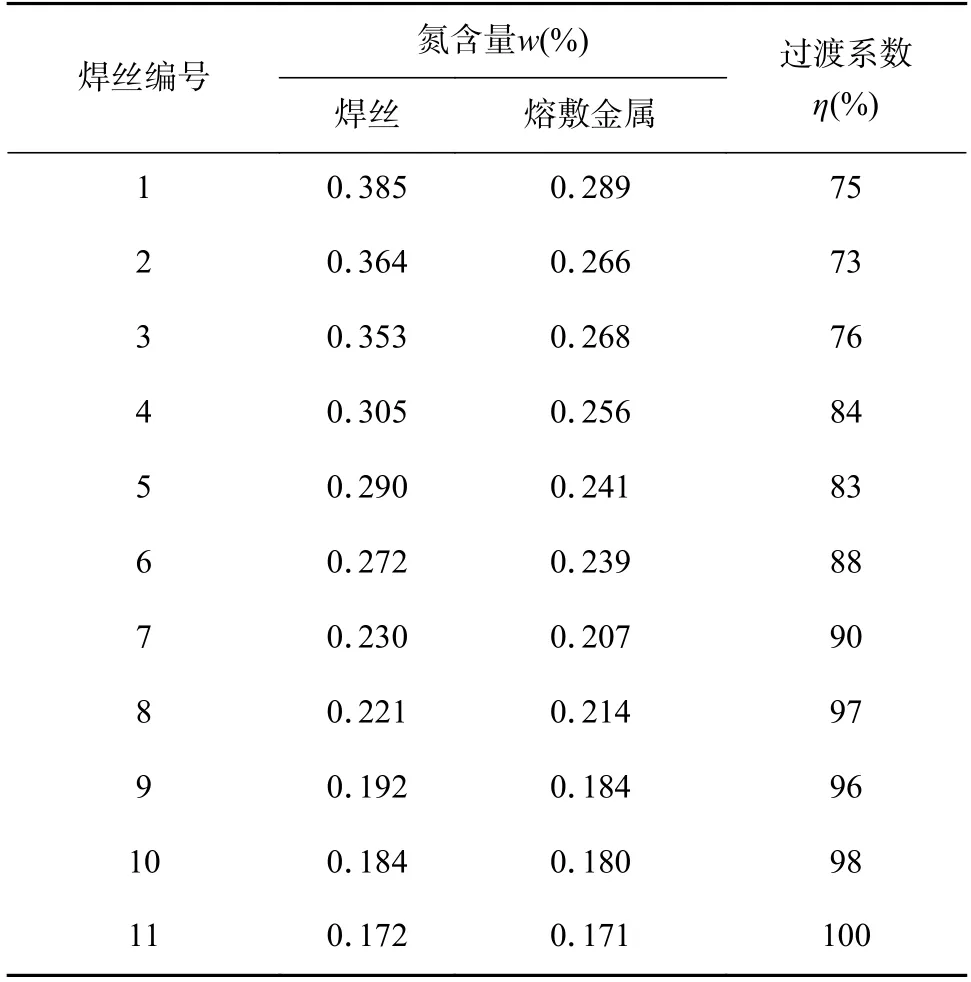
表2 熔敷金属氮含量及氮的过渡系数Table 2 Contents and transfer efficiency of nitrogen in deposited metal
3 讨论
综合以上试验结果可知,熔滴发生爆炸与焊丝中的氮含量密切相关,当焊丝中氮含量高于0.23%时熔滴容易发生爆炸,高于0.30%时熔滴爆炸更加严重.由于试验焊丝杂质元素含量一致,且熔滴爆炸程度与碳含量没有对应关系,因此低合金钢及铝合金GMAW 工艺中关于熔滴爆炸的研究结论不能解释试验奥氏体焊丝的熔滴爆炸现象.根据熔滴爆炸程度与焊丝的氮含量以及氮烧损的关系,分析认为熔滴爆炸是由焊丝中的氮在高温下快速逸出而引起.
氮在奥氏体材料中通常以两种方式存在,即溶解于金属内而形成的固溶体和以化合物形式存在的氮化物.GMAW 工艺中电弧温度较高,尤其是峰值电流期间电弧中心温度高达8 000 K[11],熔滴表面温度约为3 100 K[12-13],接近材料的沸点,平均温度约为2 200 K 以上[14].在此高温下,焊丝中各种形式存在的氮原子都会分解或分离重新结合成为氮分子而逸出.以下对氮化物的热分解与固溶氮高温析出进行热力学分析,说明氮气逸出的可能性.
3.1 氮化物的热分解
试验焊丝中可能存在的氮化物有Cr2N,Fe4N,Mo2N,VN,AlN,TiN 等,这些氮化物在受热时会按照式(1)~ 式(2)进行分解[15].

式中:Me 为氮化物形成元素;g 代表气态.决定式(1)反应方向的为

式中:ΔG分解为反应过程吉布斯自由能变化量;R为气体常数;T为绝对温度;为氮分压;WN为氮化物的氮位势.ΔG分解<0 时,反应向右进行,氮化物发生分解,因此在氮分压一定条件下,氮位势WN越高,氮化物越易分解放出氮气.Fe4N,Mo2N的氮位势很高,在1 600 ℃左右很容易分解;Cr2N,VN 的氮位势较低,分解温度较高,101 325 Pa 氮分压下分解温度为1 800 ℃;AlN 与TiN 最难分解,在101 325 Pa 氮分压下分解温度分别约为2 700,3 200 ℃.因此,在熔滴阶段,除了AlN 与TiN 较难分解外,其它的氮化物都会分解释放出氮气.由于焊丝中的Al,Ti 含量很低,形成相应氮化物数量很少,因此AlN 与TiN 是否分解对形成氮气数量影响较小.
3.2 固溶氮高温逸出
钢液中氮的溶解度受温度影响较大,其随温度的变化趋势与合金成分密切相关.Dimitrov 等人[16]采用Wanger 模型计算得出氮的溶解度与温度的关系与Cr 含量密切相关,当Cr 含量超过某一临界值时(0.1 MPa 压力下Cr 含量临界值约为15%)液体中氮的溶解度随着温度的升高而降低.参照文献[17]不锈钢熔体中氮溶解度与体系温度、氮分压和合金成分的热力学计算模型考察温度对氮溶解度的影响,如式(3)所示.该模型在计算液相及高温条件下氮溶解度较前期Frisk 得到的模型更准确.

式中:wN为钢液中氮的平衡质量分数;为氮分压;P0为标准大气压;fN,1873为1 600 ℃时各元素对氮元素的相互作用系数,其值由合金的成分系决定,具体如式(4)所示.

式中:wN,wC,wSi,wNi,wMn,wMo,wCr分别为钢液中N,C,Si,Ni,Mn,Mo,Cr 元素的质量分数;δ为氮分压 对fN,1873的影响系数.当≤1.0 时,δ=0;>1.0 时,δ=0.06.

按照式(5)计算1 773~ 2 773 K 范围内氮的溶解度变化情况,如表3 所示.氮在该合金系中溶解度随着温度的增加而降低,当温度从1 773 K 升高至2 773 K 时,其溶解度由0.398%降低到0.128%.因此,在脉冲峰值电流期间,由于受到电弧剧烈高温作用,熔滴中固溶氮因溶解度的降低而瞬间达到过饱和,进而形成气体逸出导致熔滴发生爆炸.

表3 不同温度下焊丝中氮的溶解度Table 3 Solubility of nitrogen in welding wire at different temperatures
4 结论
(1)氮在高温逸出是熔滴发生爆炸的直接原因,氮含量较高时熔滴过渡过程中容易发生爆炸,且氮含量越高熔滴爆越严重.
(2)试验得到该合金系奥氏体焊丝脉冲GMAW工艺中熔滴发生爆炸的临界氮含量为0.22%,氮含量大于0.22%时熔滴容易发生爆炸.
