某天然气处理厂膨胀压缩机密封气 系统故障分析与对策
2022-03-23成应杰苗建李洋安郭振中孟广行
成应杰,苗建,李洋安,郭振中,孟广行
(中海石油(中国)有限公司深圳分公司,广东 深圳 518054)
0 引言
天然气制冷单元的核心设备是膨胀压缩机,该机组的运行状态对制冷和分馏单元有较大的影响,同时也直接关系到液态产品回收率。膨胀压缩机主要由膨胀端、压缩端、润滑油系统、密封气系统、PLC控制系统以及现场仪表组成,其中密封气系统运行工况直接影响了膨胀压缩机机组以及制冷单元的运行状态。某天然气处理厂的膨胀压缩机在运行过程中发现其中密封气的流量和压力不稳定,对机组的运行稳定和制冷系统的运行带来不良影响,需要通过对相关参数进行分析并查阅相关资料,找出影响该系统稳定运行的主要原因并提出合理的措施,从而使密封系统恢复稳定。
1 密封气系统简介以及异常工况概述
膨胀压缩机主要由膨胀端、压缩端、润滑油系统、密封气系统、PLC控制系统以及现场仪表、现场控制盘等组成[1]。其中密封气的作用是通过引入高压天然气进入膨胀压缩机的迷宫密封腔中,防止膨胀端的低温天然气泄漏至轴承造成机组损坏,同时阻止循环的润滑油进入天然气管线。膨胀压缩机密封气用于密封润滑油和工艺流程介质,其气源主要有两个:(1)低温分离器气相出口来气;(2)外输气压缩机出口来气。低温分离器或外输气压缩机出口来气经过密封气差压调节阀(DPCV-14175)调压后进入密封气加热器加热到设定温度,再经密封气过滤器过滤分两路分别进入膨胀压缩机膨胀端、压缩端[2]。膨胀压缩机密封气流程简图如图1所示。

图1 膨胀压缩机密封气流程简图
正常状况下,密封气系统经过密封气差压调节阀(DPCV-14175)调节,使密封气差压(密封气过滤器出口压力与膨胀压缩机膨胀端叶轮背压之差)维持在420 kPaG左右,确保密封气流动顺畅,一方面可防止润滑油损失,另一方面可防止低温天然气进入膨胀压缩机轴承导致损坏机组[3]。
自投产以来,A/B套制冷单元投用膨胀压缩机时,密封气源一直由干气压缩机出口来气提供,某段时间以来,B套膨胀压缩机在运行过程中发现密封气差压持续减小,密封气流量也随之下降。
当密封气差压由420 kPaG减小到300 kPaG左右时,操作人员手动增加DPCV-14175旁通截止阀开度,将密封气差压重新调整到420 kPaG左右。此后一段时间,密封气差压仍然持续下降,密封气流量也减小。
当切换至制冷A套运行时,随即出现以上相同的情况,如图2所示。

图2 膨胀压缩机密封气异常情况示意图
2 密封气系统异常原因分析
2.1 密封气迷宫密封间隙增加
膨胀压缩机的迷宫密封间隙增加,致使通过膨胀压缩机迷宫密封的密封气气量增加,膨胀机密封气过滤器下游压力与膨胀端叶轮背压之间差值越来越小,从而密封气差压逐渐降低[4]。但是根据拆机情况检查,膨胀压缩机的迷宫密封间隙未出现异常,因此可以排除迷宫密封间隙增加致使密封气差压降低。
2.2 密封气加热器盘管泄漏
通过采取了以下两个措施进行排查:
(1)关闭密封气加热器导热油进出口阀门,隔离导热油流程,观察导热油压力变化;(2)热媒系统膨胀罐取样化验。
经观察,密封气加热器导热油路的压力并没有升高,取样化验的结果也没有可燃气显示。由此,排除密封气加热器盘管泄漏原因。
2.3 DPCV-14175旁通截止阀故障
经分析,可能是DPCV-14175旁通截止阀故障引起上述异常工况。为此,将B套膨胀压缩机切换至J-T阀,通过拆检DPCV-14175旁通截止阀进行检查。经过拆检发现阀门并没有任何故障,将流程切换至A套制冷,投用A套膨胀压缩机之后也同样出现类似情况。两个阀门同时故障的可能性极低,则可以推断出上文提到的异常状况并不是DPCV-14175故障引起的。
2.4 密封气流程管线堵塞
迷宫密封间隙增加、密封气加热器盘管泄漏、DPCV-14175旁通截止阀故障的原因均已排除,可导致上文异常情况的原因只能是密封气流程堵塞,且堵塞情况随着时间推移越来越严重。B套膨胀机运行时,拆检DPCV-14175旁通截止阀排除阀门故障的过程中,并没有发现阀门中存在赃堵物,可以将此处进行排除。
在投用了A套制冷单元后,A套膨胀压缩机密封气也出现同样的异常情况,采用同样的措施,也排除了膨胀机迷宫密封间隙增加、密封气加热器盘管泄漏、DPCV-14175旁通截止阀故障、DPCV-14175旁通截止阀管段堵塞等原因。
将密封气气源切换至低温分离器气相后上述异常情况立即消除。由此,可以判断低温分离器供气管线上球阀至DPCV-14175旁通截止阀管段未出现堵塞。
基于A、B套膨胀压缩机均出现同样的异常情况,经分析,认为堵塞地方在干气压缩机出口至A、B套膨胀压缩机密封气气源管线的汇管处,并且堵塞情况随着密封气流动越来越严重。
通过分析,当下游用户不需要进行调峰时,PV-2101-2处于全关状态,如果此时脏物(如:抹布、防火布等)沿着干气压缩机出口管线进入到密封气气源管线位置,而膨胀机处于运行状态,密封气流动可能将脏物携带进入汇管位置,造成脏堵[5],如图3所示。
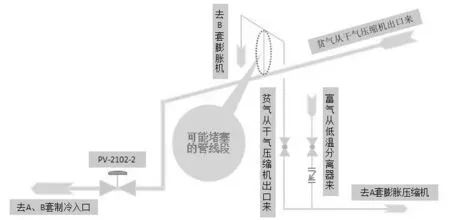
图3 膨胀压缩机密封气管线脏堵示意图
3 密封气系统供气异常解决方案
经过分析,膨胀压缩机密封气出现异常情况的主要原因可能是干气压缩机出口来密封气汇管处脏堵。在不影响正常生产的情况下,拟采用正、反两种方式进行吹扫解决脏堵问题[6]。
3.1 正向吹扫
假设以A套膨胀机密封气管线上PSV旁通管线作为吹扫气排放口。将A套制冷单元处理量由膨胀机IGV转移给J-T阀,停运膨胀机。通过调整PICA-1111的设定值将制冷系统入口压力增加到与外输气压缩机出口压力值接近。隔离包含A套膨胀机密封气加热器在内的密封气下游流程,打开PSV-A14171旁通1”球阀作为放空点,利用外输气压缩机来贫气和B套制冷单元低温分离器来富气作为吹扫气,吹扫可能脏堵的管线,具体流程如图4所示。

图4 密封气供气管线脏堵段正向吹扫流程
3.2 反向吹扫
将膨胀压缩机的处理量切换至J-T阀,并停运膨胀压缩机。在终端工艺流程、机组设备、下游管网压力允许情况下,提升PICA-1111设定值,尽可能提高制冷单元低温分离器气相出口的压力,同时降低外输气压缩机出口压力,使得低温分离器处的压力高于外输气压缩机出口压力值[7]。隔离A、B套膨胀机DPCV-14175下游的密封气流程,利用A、B套制冷单元低温分离器的富气,经过膨胀压缩机密封气两路供气流程,反向吹扫堵塞的密封气管段。使得脏堵物进入站回流管线。当脏堵物进入站回流主管线后,停止反向吹扫,调整系统的参数,使得系统恢复至正常工况(外输气压缩机出口压力大于制冷单元低温分离器压力),再利用站内回流将脏堵物吹扫至制冷单元冷箱A流道进口滤器处清理掉[8]。反向吹扫的具体流程如图5所示。

图5 密封气供气管线脏堵段反向吹扫流程
4 解决方案可行性分析
4.1 正向吹扫可行性
将制冷单元低温分离器气相出口压力调整到跟外输气压缩机出口压力接近是可以实现的。在停用膨胀压缩机情况下,利用密封气流程PSV-14171旁通1”球阀作为放空口,对密封器管线堵塞段进行吹扫,脏堵物质前后的压差可以保证在5 MPaG,甚至是更高,形成的推力足以推动一般堵塞物质,因此,正向吹扫具有一定的可行性[9]。当吹扫气体推动脏堵物质前进,进入到DPCV-14175旁通截止阀处时,由于阀门通道较小,脏堵物质完全可能卡在阀芯处,此时只需要拆除阀门短接即可清除脏堵物。
4.2 反向吹扫可行性
将制冷单元低温分离器压力提升到高于干气压缩机出口压力,此操作需要咨询外输气压缩机厂家,当外输气压缩机入口压力在2.9 MPaG时,外输气压缩机出口最低压力可以维持在何水平,这决定了反向吹扫的压力差,也决定了能否将脏堵物质吹扫进入站回流汇管。另外,在保障外输气压缩机出口最低压力值可行的情况下,还要与下游管网沟通,确保此压力情况下可以满足下游用户用气要求。
就投产以来可记录的运行参数显示,外输气压缩机进口压力最低2.9 MPaG,出口压力最低6.5 MPaG,下游管网最低压力6.0 MPaG。若能保证外输气压缩机出口最低压力能维持在6.0 MPaG,再将制冷单元低温分离器气相出口压力调整到7.0 MPaG,则可以保证反向吹扫的压力差约0.8 MPaG。因为密封气管线堵塞管段为垂直向上的立管,且管段不长(约50 cm),若能保证反向吹扫的压力差维持在0.8 MPaG左右,解决密封气脏堵问题也具有一定的可行性。
当脏堵物质进入站回流汇管之后,关闭低温分离器为A、B套膨胀压缩机提供密封气管线上的球阀。将工艺流程调整到正常生产工况(制冷单元入口压力低于外输气压缩机出口压力),投用站回流将脏堵物质吹扫进入冷箱A流道进口过滤器处,再拆检过滤器,这样即可解决密封气管段脏堵问题。
5 方案实施后效果
通过正向吹扫和反向吹扫后,对制冷单元膨胀压缩机的密封气系统进行投用,密封气系统在运行过程中有明显改善,膨胀压缩机在运行过程中密封气差压有明显提升,密封气流量能够顺利达到设计值。将吹扫前和吹扫后的密封气系统参数进行对比,如表1所示。

表1 密封气参数前后对比
由于异常工况得到顺利解决,密封气流量和压力等系统参数逐渐恢复正常,膨胀压缩机的运行状态有了明显好转,避免了密封气流量低造成停机的风险。同时,该问题的解决使制冷单元的温度逐渐下降,制冷效果有明显改善,液态产品回收率得到了大幅度提高,天然气处理厂的液态产品生产处理能力明显提高。
6 结语
分析表明造成膨胀压缩机密封气系统运行不稳定的主要原因是由于密封气流程管线堵塞,造成密封气流程不通畅。通过方案实施前后的数据对比表明对密封气流程管线正向吹扫和反向吹扫可以有效解决密封气管线脏堵的问题。通过问题分析、制定方案、可行性分析以及方案实施,成功解决了膨胀压缩机密封气工艺故障问题,有效提高了制冷系统的稳定性和液态产品回收率。通过对膨胀压缩机密封气工艺故障问题的解决,为天然气深冷工艺领域提供了相关技术经验参考。
