钢丝绳在卷筒缠绕时出现陷绳和乱绳问题的分析
2022-03-15夏寿金
王 亮 夏寿金
(1.上海康富核能机械有限公司,上海 200000; 2.邳州市承鼎机械设备有限公司,江苏 邳州 221300)
0 引言
履带起重机因操作灵活、起重量大、可以带载行走等特点,应用非常广泛。随着石化、核电等行业大型模块的吊装需求增加,对起重机的起重量和起升高度也提出更高的要求,超大吨位履带起重机的使用也随之越来越多。履带起重机按照运行机构可分为行走机构、回转机构、变幅机构、起升机构等,其中起升机构是实现吊物提升下放的主要工作机构。起升机构通过马达、减速机驱动卷筒转动,通过卷筒转动缠绕钢丝绳,完成提起和下放作业。由于履带起重机的臂长和倍率可根据需要进行组合更换,因此,对起升钢丝绳的需求长度也不尽相同。计算起升钢丝绳长度时须根据履带起重机最长臂长及最大倍率时所需的钢丝绳长度进行配置。钢丝绳缠绕在卷筒上,以满足不同臂长、不同倍率时起升吊装的要求。若钢丝绳在卷筒上缠绕时发生乱绳和陷绳,会导致钢丝绳挤压、磨损、断丝、抖动等影响使用寿命,极端情况下甚至造成断绳,从而引发严重的安全事故,给正常的吊装作业带来极大的安全风险。如何解决钢丝绳陷绳和乱绳问题一直是行业内的棘手问题,要解决钢丝绳陷绳和乱绳问题,首先须清楚陷绳和乱绳所带来的危害和风险,其次要分析引起钢丝绳陷绳和乱绳的具体原因,采取适当措施,彻底消除钢丝绳陷绳和乱绳问题。
1 钢丝绳陷绳和乱绳问题所产生的缺陷及危害
钢丝绳在卷筒缠绕出现陷绳和乱绳时,会加剧钢丝绳的磨损,缩短钢丝绳的使用寿命,增加钢丝绳更换费用和设备的维护成本。因为钢丝绳磨损,在钢丝绳经过滑轮时断丝通常沿钢丝绳随机出现在绳股的顶部,即外层绳股的外表面。该类型的断丝往往与外部磨损区域有关。当使用阻旋钢丝绳时,大部分断丝有可能出现在绳股内部,仅通过外观检查很难发现,给履带起重机起升机构的正常运行带来极大的安全风险。
若钢丝绳陷绳严重,在下放载荷时,钢丝绳从陷绳处抽出瞬间会使钢丝绳产生剧烈抖动,引起吊物晃动,不仅会造成钢丝绳受力不均,还会对起重机臂架系统造成冲击。轻则损坏钢丝绳,重则损坏设备、甚至引起设备倾覆。如果钢丝绳陷绳不及时处理,如图1(a)所示,长期工作后,会使绳股松散,形成鸟笼状散股,如图1(b)所示,也会造成钢丝绳断丝,如图1(c)所示,最终导致钢丝绳报废。

图1 下层未缠紧导致陷绳及长期未处理引起的松股断丝
2 钢丝绳多层缠绕时出现陷绳和乱绳现象的原因分析
钢丝绳在卷筒上多层缠绕时容易出现陷绳和乱绳现象主要集中在两个部位,一是钢丝绳在卷筒中间部位发生陷绳和乱绳,如图2(a)所示,另外是在卷筒两侧换层处发生陷绳和乱绳,如图2(b)所示。根据钢丝绳陷绳和乱绳现象出现的不同部位,分别对可能造成该现象的原因进行分析,便于后续给出针对性的处理措施。
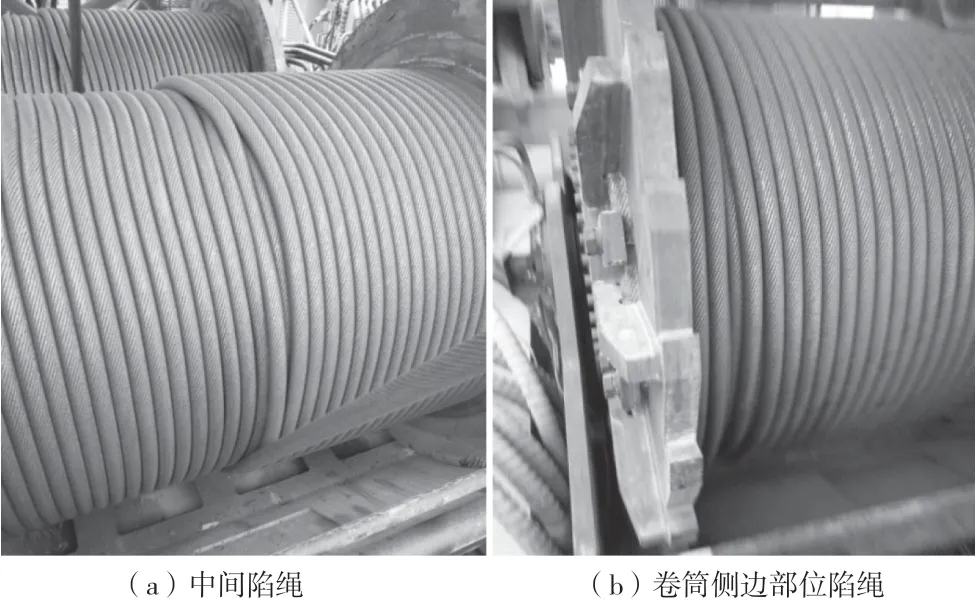
图2 卷筒中部和边缘处钢丝绳排列不整齐
2.1 钢丝绳在卷筒中间部位出现陷绳和乱绳现象
当钢丝绳在卷筒中间部位出现陷绳和乱绳时,为了查找导致陷绳和乱绳的原因,需要将卷筒上的钢丝绳全部放出,钢丝绳放出时需要注意对钢丝绳的防护,避免扭结、磕碰、污染等原因导致钢丝绳损伤。在整个卷筒的绳槽完全露出后,首先需要对卷筒的节距进行测量。使用样板或其他检测工具检查节距是否符合设计要求,在任何情况下,当卷筒节距偏小时,不允许小于钢丝绳实际直径。当卷筒节距偏大时,不允许大于钢丝绳公称直径的1.1倍,否则该卷筒须报废。正常情况下,卷筒的单个绳槽节距偏差应为要求节距±0.1mm,任意连续5个绳槽的距离应为5×节距,允许偏差±0.4mm,任意连续10个绳槽的距离应为10×节距,允许偏差±0.5mm。
然后需要检查钢丝绳直径。在任何部位钢丝绳均不得出现股芯断裂情况。检查钢丝绳实际直径,无论钢丝绳是否受力,钢丝绳实际上限不允许超过卷筒折线段节距。钢丝绳不受力时,最细部分不得低于钢丝绳公差的下限。新钢丝绳受到额定拉力时,实际直径不得低于钢丝绳允许公差的下限1%,即如公差为2%,下限不得低于1%。
最后,需要检查钢丝绳之间的间隙。当钢丝绳在双折线卷筒上多层缠绕时,如果拉力达不到要求,第一层钢丝绳与卷筒之间,或者上一层钢丝绳与下一层钢丝绳之间,就会存在一定的间隙,该间隙短时间内不会消失,但随着钢丝绳的长期使用会逐渐减小或消失。为防止钢丝绳出现“跳槽”和“越轨”现象,钢丝绳使用时必须保持足够的拉力,以使钢丝绳能始终紧贴绳槽表面,如图3所示。
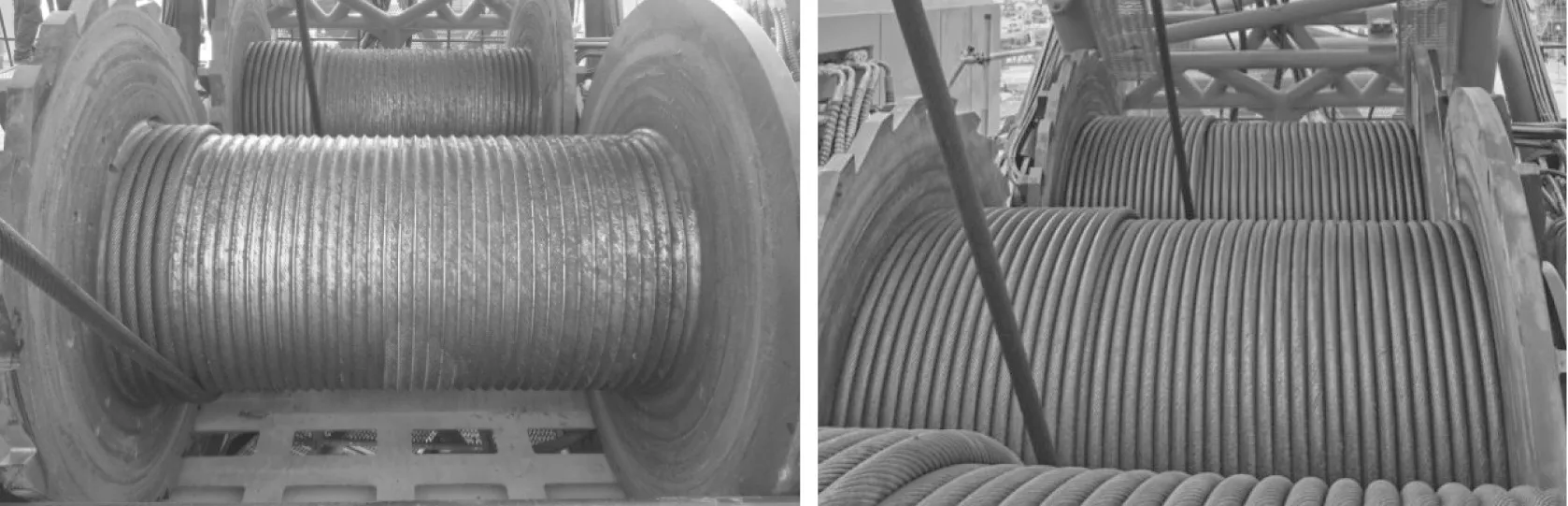
图3 双折线卷筒及正常排列的钢丝绳
双折线卷筒分为两个直线段和两个折线段,直线段左右之间的间隙和折线断左右之间的间隙分别如下。直线段左右之间的间隙:钢丝绳在卷筒中缠绕时,直线段的间隙=卷筒节距-钢丝绳实际直径。这个间隙不会随着单绳拉力变化而改变,即空钩与吊重时间隙是一致的。间隙会随着钢丝绳的受力后因钢丝绳的缩紧率而略有变化。
折线段左右之间的间隙:可用塞尺测量卷筒轴向折线段钢丝绳的间隙,钢丝绳不受力时测量折线段间隙一般约0.1mm,当钢丝绳受到拉力时,折线段无论用多薄的塞尺,都无法塞入塞尺,这样可以认为间隙为0mm。
根据直线段和折线断的间隙反推上下方向的间隙,钢丝绳不受力时,上下方向约有0.1mm间隙,当钢丝绳受力时,上下方向的间隙可认为是0mm。多层缠绕的钢丝绳,各层钢丝绳在不受力和受力状态时,上下直径方向间隙变化应在2×0.1mm左右,即受力前钢丝绳在相应层的中心直径假设为,受力后直径变为-0.2mm。一圈长度变化=π×-π×(-0.2)=0.2×π=0.2×3.142,长度变化约为0.6mm。当钢丝绳开始受力时,因拉力的作用该层钢丝绳产生沿着卷筒径向的压力,该层钢丝绳必然紧贴在下一层钢丝绳或者卷筒上,将该层钢丝绳与下一层钢丝绳或与卷筒之间的缝隙挤平。因为该层钢丝绳会对下一层钢丝绳沿钢丝绳缠绕方向挤压,下一层钢丝绳会顺着缠绕方向慢慢向前旋转。如果钢丝绳润滑保养不到位,在卷筒旋转3~4圈以后,钢丝绳沿长度方向约多出2mm,因长度增加间隙变大,下层钢丝绳就会被挤开,在直线段受力层的钢丝绳会局部挤入下层钢丝绳中去,形成局部轻微陷绳,长时间运行之后,会逐步演变为严重陷绳。如果钢丝绳在卷筒中缠绕时,每隔几圈出现一处陷绳,需要检查钢丝绳的润滑状态,若钢丝绳润滑不好,基本可判定为钢丝绳润滑不到位造成的陷绳。
经过上述检查,若卷筒节距和钢丝绳直径均满足要求且钢丝绳润滑良好,则可以认定钢丝绳在中间部分出现的乱绳和陷绳现象,是由于下层钢丝绳未缠紧导致。因下层钢丝绳未缠紧,当上层钢丝绳受力后会将下层钢丝绳挤乱,容易出现陷绳,进而导致乱绳。即:多层缠绕的卷筒中,在第二层或以上,如果中间出现乱绳或陷绳现象或钢丝绳损坏现象,如能排除钢丝绳突然变粗或变细的可能性,可以认定是未施加预紧力所致,而不是卷筒问题或钢丝绳问题。
2.2 钢丝绳在卷筒两侧出现陷绳和乱绳现象
钢丝绳在卷筒两侧出现陷绳和乱绳现象时,如上文所述,首先要检查钢丝绳直径是否满足要求、钢丝绳润滑状态是否良好,其次是检查卷筒节距是否满足要求。在此基础上再进行进一步的详细检查。
使用平尺检查每层钢丝绳的直线度,如有钢丝绳凸出现象,将钢丝绳从卷筒上全部放出后,重新排绳,钢丝绳凸出现象消失。若钢丝绳带载受拉后再次出现凸出现象,可以认定是该层钢丝绳未缠紧,被上层钢丝绳受力后挤压拱起所致。如前文所述,当钢丝绳开始受力时,该层钢丝绳向下挤压,必然紧贴在下一层或卷筒上,将该层与下一层或与卷筒之间的缝隙挤平,下一层钢丝绳被该层钢丝绳向缠绕方向挤压,下一层钢丝绳会顺着缠绕方向慢慢向前旋转。当钢丝绳润滑良好时,下层钢丝绳会一直沿缠绕方向旋转,在卷筒中间部分不会形成陷绳,但是在卷筒边缘,由于钢丝绳无法被挤入须换层的最后一圈,最终会在边缘处形成拱起。当每层钢丝绳圈数超过一定数量后,相应层钢丝绳长度方向会多出足够长度,满足钢丝绳凸起后所需的长度。当钢丝绳在边缘处凸出后继续缠绕会导致下一层钢丝绳排列不整齐,待下层钢丝绳缠绕时就会出现陷绳和乱绳。
检查卷筒第一层至第二层的换层台阶,是否符合图纸的设计要求。卷筒换层的台阶有没有出现打磨现象,直线段平面度是否有严重超差情况。两侧的第一二圈的节距,应比其他部分的节距要小,一般情况下,第一二圈的节距等于钢丝绳实际直径的上限。其他部分的节距等于钢丝绳公称直径的1.045倍(该数值需要根据钢丝绳的公称直径来调整)。还需要检查卷筒两侧板的间距是否符合图纸要求,若两侧板间距过小,会导致钢丝绳在边缘换层时无法顺利进入下一层,导致该层钢丝绳在边缘处凸出或间隙过大。若两侧板间距过大,会导致钢丝绳在边缘换层时钢丝绳凹陷偏低,在下一层缠绕时导致无法顺利换层或发生陷绳。
3 钢丝绳多层缠绕时出现陷绳和乱绳现象的解决措施
在弹性范围内,金属材料受到拉力之后会变形,当外力消失时,金属材料会恢复原状,这是金属材料的基本特性。钢丝绳在卷筒中缠绕时,钢丝绳带载受力后会发生一定的弹性变形,这样当载荷拉力消失时,钢丝绳仍会恢复成原先的状态。当钢丝绳在卷筒中缠绕时,只要拉力达不到要求,钢丝绳与卷筒之间,或者上一层钢丝绳与下一层钢丝绳之间,就会存在一定的间隙。在钢丝绳多层缠绕之后,引发钢丝绳凸出、间隙过大、陷绳、乱绳等问题。
为消除钢丝绳上下层之间的间隙,防止使用中出现陷绳和乱绳问题。双折线卷筒在正式使用前会提出如下要求:为避免钢丝绳出现“跳槽”或“越轨”现象,钢丝绳必须保持足够的拉力,以使钢丝绳能始终紧贴绳槽表面。当不满足这一条件时,应加设钢丝绳压辊。钢丝绳预紧拉力应不小于钢丝绳破断荷载的2%(或工作荷载的10%)。绳索偏角最好保持在0.5°~1.25°,最大不超过1.5°。
检查陷绳和乱绳问题时,如果是在卷筒边缘换层处乱绳,需要检查换向高点处的节距是否符合设计要求。如果提前换向,重点要检查钢丝绳的公差是否接近上限,同时也要检查钢丝绳表面的润滑情况。如果接近上限,润滑良好,但没有提前换向时仍然发生乱绳,则可初步判定为钢丝绳预紧力太小,须对钢丝绳进行带载排绳。将卷筒上的钢丝绳全部放出,然后重新带载排绳。钢丝绳的带载大小按照不小于钢丝绳破断荷载的2%(或工作荷载的10%)设定,需要从卷筒的第一层开始带载排绳,保证底层钢丝绳带载排列整齐,往复数次,直至将乱绳或陷绳全部消除。如重新排绳后,钢丝绳凸出现象仍然存在,检查卷筒是否有异常的凸出点,将突出点打磨后可解决。对工作时超过五层的卷筒,建议取消换向高点。改用换向圆弧板结构,可解决乱绳问题。如通过测量发现是卷筒侧板间隙不满足要求,需要根据设计图纸对侧板间隙进行调整,若间隙过小,在满足图纸要求的前提下可通过适当打磨满足间隙要求时,可以对侧板进行局部打磨处理。若间隙过大,根据测量数据可以在侧板换层处局部贴钢板或侧板整体贴钢板进行调整,如图4所示。调整完成后通过带载排绳进行验证,若不满足要求须继续调整直至钢丝绳陷绳和乱绳问题消除。
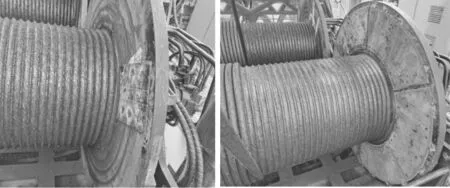
图4 卷筒侧板局部贴钢板和整体贴钢板
4 结论
根据《GB/T29086-2012钢丝绳安全使用和维护》中5.2.4.6新钢丝绳的“磨合”要求,新钢丝绳在设备上投入使用之前,设备最好在低速、低载荷(约10%额定工作载荷)条件下,循环运转新钢丝绳一定次数来进行“磨合”,确保新钢丝绳及其附件调整到适应实际工作状态。但是不允许在满载荷或超载荷条件下对钢丝绳进行“磨合”。应仔细检查,确保钢丝绳正确缠绕到卷筒上,钢丝绳在卷筒上无松弛或交叉重叠现象发生。
结合钢丝绳在卷筒缠绕时出现陷绳和乱绳问题的处理经验,根据钢丝绳带载缠绳的要求,建议在钢丝绳投入使用之前,将钢丝绳从最底层开始缠紧,按照10%单绳额定拉力、30%单绳额定拉力、50%单绳额定拉力,从第一层起至最高处,循环5次,可有效避免钢丝绳在卷筒缠绕时出现陷绳和乱绳问题。
