无缝线路钢轨铝热焊接接头质量控制
2022-03-12米茂林
米茂林
(北京市地铁运营有限公司线路分公司,北京 100082)
0 引言
无缝线路钢轨铝热焊接接头的质量会直接影响机车行车安全,对无缝线路钢轨的使用年限也有重要影响。因此,加强无缝线路钢轨焊接质量控制,对减少焊接缺陷、降低焊接接头折损率、提高无缝线路的运行稳定性具有重要意义。目前,对无缝线路钢轨进行焊接时通常会受到施工操作不当或外力施压等因素的影响而使焊接接头的质量受损,进而影响接头的使用寿命,不利于无缝线路钢轨的整体施工效果[1]。影响焊接接头的因素很多,如钢轨材料、焊接工艺等都会直接或间接影响焊接接头,焊接接头是无缝线路的薄弱环节。钢轨焊接技术是实现无缝线路铺设的关键,尽管无缝线路有许多优势,但在实际应用中经常会出现焊缝开裂和疲劳开裂现象。对此,一般可采用水下焊接法,通过在水环境内施工来实现焊接接头的迅速冷却。甘正红等人[2]提出了EH690 高强钢焊管焊接工艺及质量控制,研究表明,焊管生产过程中采取预热、控制层间温度、后热和保温缓冷、合理匹配焊材、低热输入焊接参数等严格的质量控制措施,可获得性能优良的焊接接头;赵泽云等人[3]提出了钢结构变截面变板厚箱型柱焊缝质量控制,分析钢结构箱型柱焊接过程中的焊缝质量控制措施,控制变截面变板厚箱型柱焊缝质量。但是,上述方法也存在一些弊端,例如容易产生氢裂纹或使焊接接头的脆性提高。因此需要提出新型的焊接接头质量控制方法,针对无缝线路钢轨的焊接工艺,对焊接步骤以及接头的使用方法进行调整,进而提高质量控制效果。
1 无缝线路钢轨铝热焊接接头质量控制
目前,国民经济发展迅速,作为主要交通运输方式的铁路运输面临着严峻的挑战,铁路系统将高速、重载作为铁路的发展方向。钢轨铝热焊接技术是铁路无缝线路钢轨焊接的重要焊接技术之一,钢轨铝热焊接技术具有质量稳定、安全可靠、设备简单、焊接占用空间小以及快速方便等优点。为对无缝线路钢轨铝热焊接接头质量进行合理控制,首先需要对焊接接头进行热处理,其次计算焊接线能量、焊道的碳当量以及抗剪强度,实现对焊接接头的热输入控制,最后对焊接接头预拱度进行控制,确保接头平直度在合理范围内。
1.1 无缝线路钢轨铝热焊接接头热处理
由于对无缝线路钢轨进行焊接时,焊接接头的温度会影响焊接效果。因此为对热焊接接头质量进行合理控制,需要保证热焊接接头在额定温度内。在焊接过程中,当焊接接头温度在450℃以下,需要对其进行热处理,具体处理步骤如下。
首先将无缝线路钢轨放置在焊接线圈的中心处,保证线路钢轨受热均匀,进而将热量传导到每处焊接部位。然后确保焊接后的冷却效果,在焊接线圈上方安装喷风盒,待焊接头完成焊接工作后对其喷送冷风,使其得到冷却。并采用精密打磨机对焊接头进行适当打磨,使其能够对钢轨进行精准焊接。完成焊接后,在钢轨轨脚距离5 mm~15 mm 处进行测温。不同型号的钢轨需要的热处理参数有所不同,本次采用了U71Mn 型号钢轨、U75V 型号钢轨、U77Mn 钢轨以及U77MnCr 型号钢轨,按照表1 中的参数对焊接接头进行热处理。

表1 热处理参数
当焊接接头温度在450℃以下时,采用上述参数对无缝线路钢轨铝热焊接接头进行热处理。垫块应位于焊缝处,对焊接接头进行热调直,调直宽度保证在距离焊缝两侧450 mm~550 mm 处。待调直完成后,开启冷却水泵的控制开关,对无缝线路钢轨进行冷却。
通过上述步骤即可完成对无缝线路钢轨铝热焊接接头的热处理,为提高焊接接头质量提供保障。
1.2 焊接热输入控制
除铝热焊接接头的焊接温度会对接头质量产生影响以外,焊接时的热输入能量大小也会影响焊接接头的质量。对此,需要计算出焊接线能量以及焊道的碳当量,具体计算步骤如下。
假设对无缝线路钢轨进行铝热焊接时,焊接接头处的电流为I,电弧电压值为U,焊接速度为V,则焊接线流通的能量计算公式如公式(1)所示。
通过公式(1)计算出每条电弧的焊接线流通能量,并对其进行加权处理,具体加权公式如公式(2)所示。
式中:Qsum为焊接线路全部流通能量;Qi和Qj分别为线路i和线路j 的焊接线流通能量值;n为线路数量;ω为焊缝余高[4]。
通过上述计算公式可以看出,焊接电流、电弧电压与焊接线流通能量成正比,焊接速度与焊接线流通能量成反比[5]。计算出焊接线路的总流通能量并反向分配到每条焊接线路中,由此可根据每条线路的流通能量得到具体焊接参数,通过对焊接电流、电弧电压以及焊接速度进行控制,即可保证每条焊接线路的流通能量在额定范围内,进而为焊接接头质量提供保证[6]。碳当量作为衡量焊接性重要评价指标[7]能够对焊接温度以及传导电流进行规范,具体计算公式如公式(3)所示。
式中:CE为碳当量值;C为传导电流值;Mn、Cr和Si分别为焊接接头中锰元素、铬元素以及硅元素的含量。
除此之外,还需要对焊接接头的抗剪强度进行计算,采用剪压仪器对焊接接头进行剪压,压头的移动速度设为5mm/min,测得焊接接头焊缝处的有效面积。具体抗剪强度计算公式如公式(4)所示。
式中:F为断裂荷载;S为接头焊缝处的有效面积。
以焊接接头的最大抗剪强度为基准,在该范围内对其进行荷载施压,以保证接头质量。
通过上述步骤计算出焊接线路流通能量、焊接接头碳当量以及抗剪强度,实现对焊接接头的热输入控制。
1.3 焊接接头预拱度控制
由于采用焊接接头对无缝线路钢轨进行铝热焊接时通常会使用到高低接头,因此为使焊接工作流畅进行,同时还要保证焊接接头能够得到合理运用,需要对焊接接头的预拱度进行控制,具体调整示意图如图1 所示。
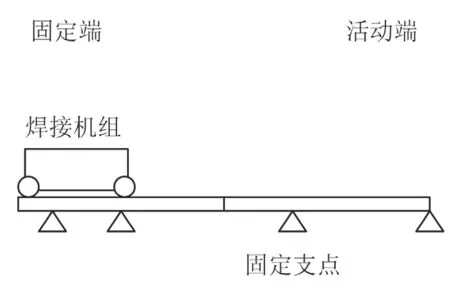
图1 预拱度控制示意图
进行焊接时先对钢轨下部扣件进行拆除,待拆除工作完成后,将钢轨焊接位置与焊接接头进行对接,焊接前保证钢轨的供度在3.0 mm~3.5 mm 以内。为提高焊接接头质量[8],需要对无缝线路钢轨进行分段焊接。将整条钢轨分为活动端以及固定端,其中活动端假设3~5 个支点,每个支点间距不超过50 mm,用于钢轨供度的灵活调整。在钢轨活动端的延伸方向每隔45 mm 假设一个固定端,并在每个固定端支点处安装承轨槽,用于放置焊接机组。每个承轨槽的高度保持在5 cm,通过在焊接机组端对钢轨轨槽进行施压以使轨槽产生弯曲,根据实际需求将轨槽调整到合适的弯曲程度。在焊接接头对接钢轨时,以钢轨垂直面为参照线,垂直对接误差保证在0.5 mm 以内。由于采用人工干预的方式对钢轨以及焊接接头进行对接时可能会导致对接误差的值不稳定。因此需要以2 条钢轨之间的平直距离为辅助,通过夹持对接的方式保证对接接头处的平直度不会受钢轨供度的影响[9]。
通过上述步骤即可完成对焊接接头预拱度的控制,进而保证接头平直度在合理范围内。将本节内容与上述的焊接接头热处理以及焊接热输入控制相关内容进行结合,无缝线路钢轨铝热焊接接头质量控制方法即设计完成。
2 试验部分
为证明提出的无缝线路钢轨铝热焊接接头质量控制方法在质量控制效果上优于传统的焊接接头质量控制方法,在理论部分完成设计后还需进行试验验证,对该焊接接头质量控制方法的实际质量控制效果进行验证与分析。
2.1 试验准备
为保证试验结果的可靠性,本次试验采取对比试验的方式进行,选取了2 种传统的焊接接头质量控制方法作为试验对照组,分别为基于气压焊的焊接接头质量控制方法以及基于闪光焊的焊接接头质量控制方法。本次试验选取的试验对象为长度2.85 m 的钢轨,钢轨轨枕距离钢轨前端15 mm,轨端线路总长15 m。采用的闪光焊设备为GA582 系列的自动化焊机,气压焊设备为FS315 系列的自动化焊机。2 台焊机的参数均由微型计算机控制,采用可编程程序对焊机参数进行调整。同时采用型号为S9-400/15 的变压器以及型号为MD10t×17m 的龙门吊进行辅助焊接。通过3 种焊接接头质量控制方法对接头进行保护。
待焊接完成后,取下3 个焊接接头,对其进行腐蚀性试验。沿垂直于焊缝方向切割焊件,制成试样1、试样2、试样3 进行腐蚀试验,焊接接头试样1、试样2、试样3 如图2 所示。待试验的试件的工艺参数见表2。
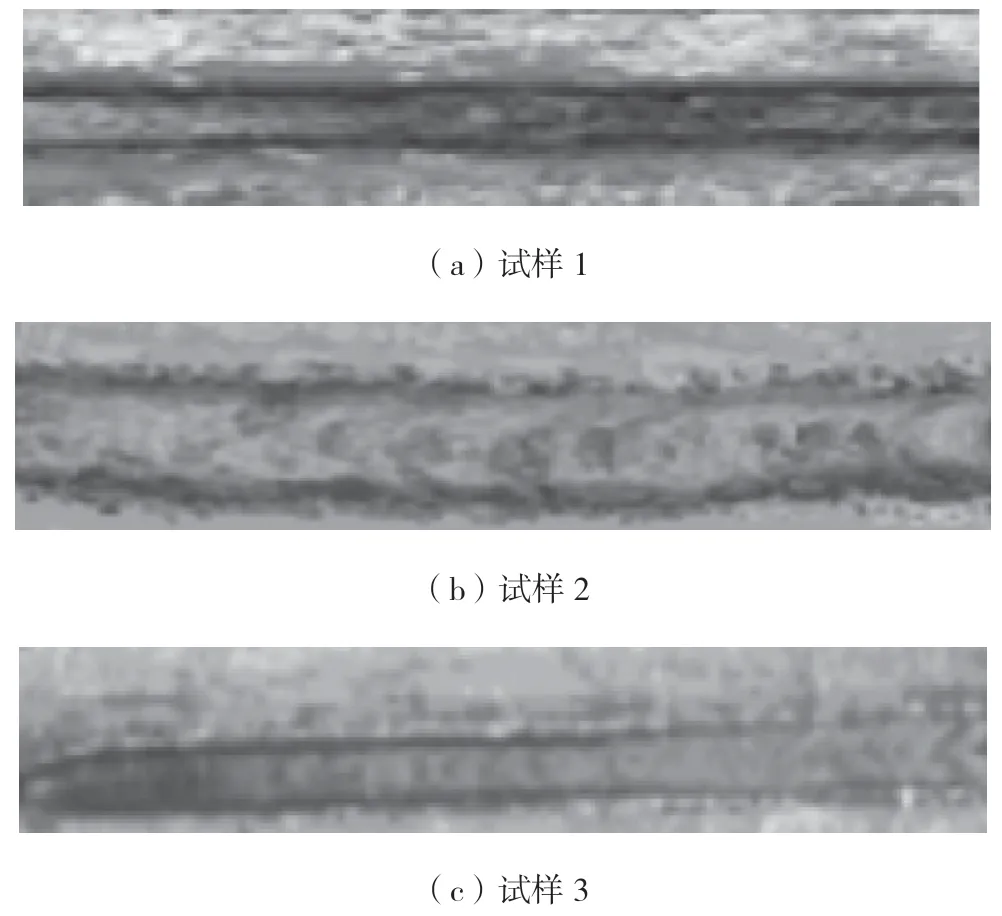
图2 焊接接头试样
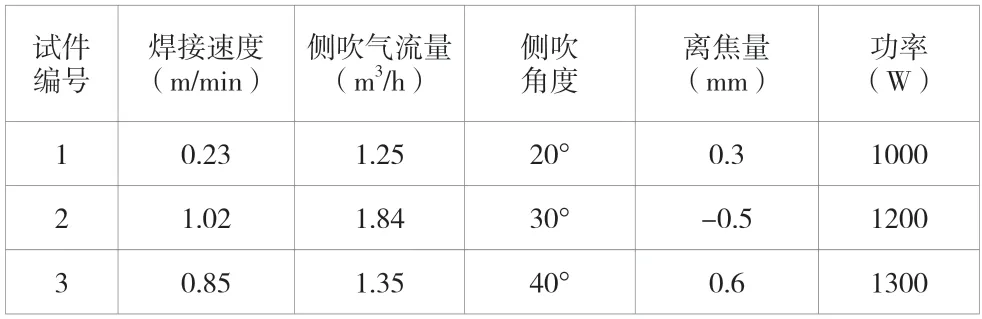
表2 待试验的试件的工艺参数
将焊接接头试样浸泡在浓度为3%的NaCl 溶液中,浸泡时间为24 h,并将焊接接头晾晒3 天,最终保证焊接接头内部的水分与整体质量比值在1/6 以内。
2.2 试验结果
本次试验选取的评价指标为焊接接头质量控制方法的控制效果,具体衡量指标为3 种焊接接头的耐腐蚀速度,具体计算公式如公式(5)所示。
式中:v'为焊接接头的耐腐蚀速度;m0为试样被腐蚀之间的质量;m1为腐蚀后的质量;s为焊接接头试样的表面积;t为浸泡时间。
具体试验结果见表3。其中,前3 组试件为该文采用提出方法的焊接接头腐蚀速度情况,后6 组试件为采用2 组传统焊接接头质量控制方法的接头腐蚀情况。
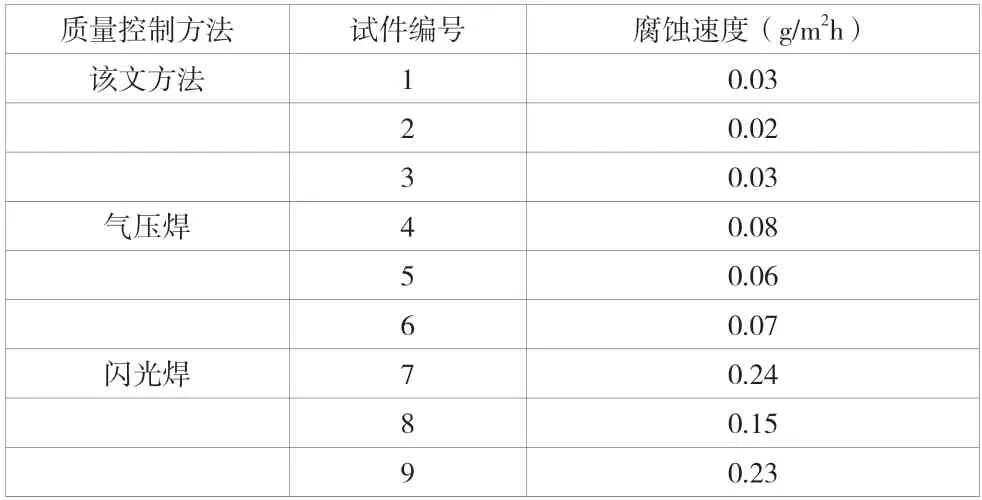
表3 焊接接头耐腐蚀情况
根据上述试验结果可以看出,采用不同的焊接接头质量控制方法,接头的耐腐蚀性能也有所不同。通过数值对比可以明显看出,采用2 种传统的焊接接头质量控制方法对焊接接头进行保护,焊接接头的腐蚀速度明显更高,最高可达到0.23 g/m2h,说明传统的质量控制方法无法对焊接接头进行有效保护,质量控制效果较差。而采用该文提出的无缝线路钢轨铝热焊接接头质量控制方法对焊接接头进行保护后,焊接接头的腐蚀速度最高达0.03g/m2h,比采用2 种传统方法的焊接接头的腐蚀速度明显更低,说明该文提出方法的质量控制效果更好,更能够对焊接接头进行有效保护。
为进一步验证该文的无缝线路钢轨铝热焊接接头质量控制方法的质量控制效果,在上述试验内容的基础上,又进行5 组测试,对比3 种方法的焊接接头的剪切强度,具体结果见表3。

表3 不同方法下焊接接头剪切强度对比结果(MPa)
根据表中测试结果可知,该文方法控制下的焊接接头的剪切强度在35 MPa 左右,而2 组传统方法的剪切强度分别在15 MPa 和20 MPa 左右。和2 种传统方法相比,该文方法的剪切强度较高,能够有效提高焊接接头的质量。
3 结论
该文提出的无缝线路钢轨铝热焊接接头质量控制方法通过设定热处理函数,对不同型号的钢轨进行了焊接接头热处理,可有效保护接头不受施工工艺的影响。同时通过计算焊接线路流通能量以及碳当量等实际参数,实现了对焊接接头的热输入控制。最后通过对钢轨与接头之间的供度进行控制,能够有效提高焊接接头的质量控制效果。由试验结果验证可知,采用该文提出的无缝线路钢轨铝热焊接接头质量控制方法对焊接接头进行保护后,焊接接头的腐蚀速度最高达0.03g/m2h,腐蚀速度较低,表明质量控制效果较好。在今后的研究工作中,还需要对水下焊接以及低温度焊接环境下的焊接接头质量控制方法进行更深入的研究。