辊压成形技术在商用车车身生产的应用
2022-03-09张春雨宋成朋王晓丽一汽解放汽车有限公司
文/张春雨,宋成朋,王晓丽·一汽解放汽车有限公司
交通部JT/T 1178.1-2018《营运货车安全技术条件第1部分:载货汽车》将UN ECE R29-03全部试验内容纳入法规体系,2019年5月执行,法规升级,驾驶室需要增加整体结构强度以满足法规要求。国六排放、四阶段油耗、国内油价高位的运行与商用车总重限制等国家法规政策也将直接推动商用车轻量化发展。
一般来说,汽车重量每减少10%,燃油消耗量将降低8%左右,并降低5%~6%的排放,如果车辆自重降低0.8吨就可以多装货物0.8吨,按照每年行驶20万公里、每公里平均运价0.28元计算,一辆轻量化重卡一年可比载重量相同的普通车型增加收入5万~6万元。如何实现重型卡车的轻量化改进、提高用户收益并提升驾驶室强度成了我们必须要面对的问题。那么对现有生产工艺进行提升就成了一个实施途径,辊压工艺以其特有的渐变成形原理及对高强钢的适应性成为了我们对驾驶室生产工艺提升的一个重要工艺手段。工艺流程如图1所示。辊压成形技术从二十世纪八九十年代在我国得到广泛应用之后,商用车生产中也引入了辊压成形技术,包括重卡纵梁、下防护等结构件的辊压成形技术也得到了很好的发展,乘用车车身钣金件的辊压成形技术得到了很好的发展,而商用车车身辊压技术开展及应用起步较晚。
辊压技术应用现状
不同于乘用车驾驶室结构,商用车驾驶室呈现方形笼式结构,后围、顶盖、侧围都需要达到一定强度完成驾驶室的安全保护强度支撑,如驾驶室后围应能承受最大允许装载质量每1000kg施加1.96kN的静载荷。此静载荷应通过置于车架上的不小于整个后围的刚性壁障施加在至少车架以上的驾驶室后围上,刚性壁障应垂直于车辆的纵向中心轴线,且平行于中心轴线移动。
目前乘用车行业车身辊压技术应用开展较早,相对成熟,如车身结构件:车身AB柱、底板梁、顶盖梁、加强管件、座椅滑轨、门槛、侧围等。乘用车辊压技术应用示意图如图2所示。材料强度普遍达到1200~1600MPa,车身辊压技术均已得到批量采用,如通用、日产、捷豹路虎、福特、丰田、奇瑞、特斯拉、FCA、本田、一汽大众、雷诺、上汽大众、吉利、比亚迪、麦格纳等知名汽车厂商。乘用车的辊压应用可以达到20%以上。

图2 乘用车辊压技术应用示意
在商用车辊压技术应用方面欧美走在了前列,如中地板纵梁、顶盖的横梁和纵梁、后围的横梁和纵梁都是辊压成形零件,国外某品牌商用车车身辊压件应用多年,重量比例达到12%,材料强度1200~1600MPa。集辊压、拉弯、激光切割、端部翻边及焊接于一体,优势为:⑴可实现2D和3D弯曲,⑵可实现拉弯成形,⑶可进行复杂端面成形及切割。国外商用车驾驶室辊压应用及生产线示意图如图3所示。

图3 国外商用车驾驶室辊压应用及生产线示意图
商用车高强钢驾驶室辊压件的开发
法规项中对侧围、后围、顶盖的强度要求提升,综合轻量化需求,要求商用车车身辊压件的开发在材料厚度和强度的选择上都要慎重。在同一辊压产品中由于轻量化需求,在材料强度升级的同时,不同的厚度除了辊压成形本身成形性之外,还会在驾驶室强度方面有着不同的支撑,满足不了强度要求就无法完成新车型的开发,如图4所示。统一高强度级别的材料,不同的减薄料厚的CAE强度分析结果显示,相对薄的某减薄料厚驾驶室在顶压状态下发生失效变形,无法满足法规项,而另一减薄料厚则满足法规项的要求,如图5所示。材料强度升级,料厚减薄,强度甚至可以超出法规强度要求,既满足强度升级又满足轻量化需求,成为重点辊压产品开发方向,
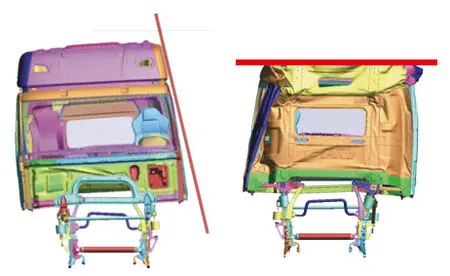
图4 强度失效不满足法规

图5 强度满足法规需求
辊压仿真模拟技术的应用
我们利用辊压仿真模拟软件模块进行辊花和轧辊的数字化设计,采用工艺过程的仿真分析技术代替实物试错,使用仿真模型来模拟生产过程和预测生产结果。除了有断面设计模块,还可以通过分析回弹情况和优化冷弯成形过程给辊压工程师提供最快速直观的辅助反馈(如图6),在成形过程中,产品经常出现扭曲、翘曲或端部张开等缺陷实现在有限元模拟前进行整套轧辊组的优化设计,来提升计算效率。
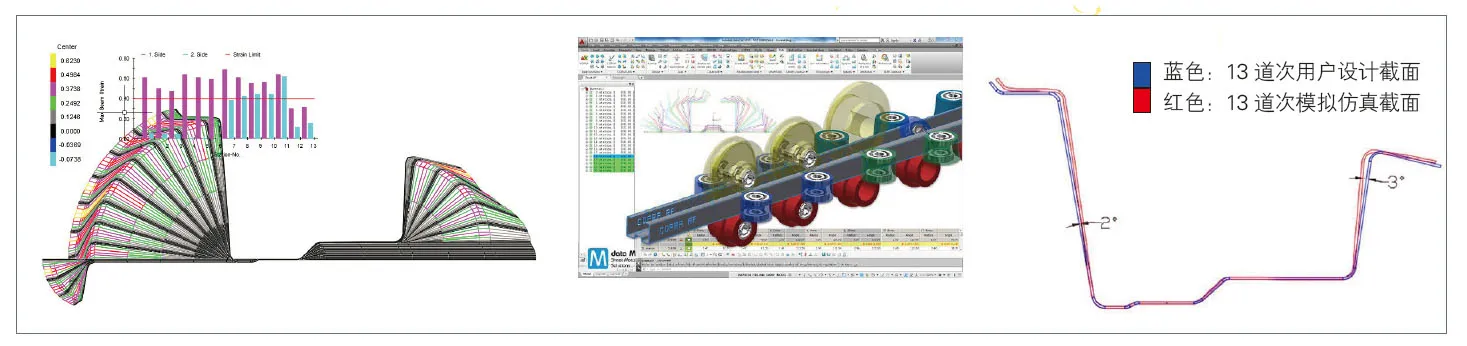
图6 辊压仿真模拟
辊压工艺开发
辊压工艺开发阶段,辊压工艺工程师除了要根据仿真模拟结果考虑各种可能缺陷回弹等因素,还需要根据现场各种因素结合实际经验进行方案融合保证方案可靠高效。在保证产品质量的前提下,辊片道次数、辊轴直径、辊片尺寸、辊片共用、设备结构等都直接影响企业成本,而企业往往都面临着产品换型所带来的各种变化因素,所以工艺开发也要考虑换型调试稳定性,包括快换机架、模具更换工作台等快速调整结构都需要加以考虑,通过开卷、矫平、预冲孔、弯弧、切割、辊压成形、校直、焊接、切断等各种成熟工艺组合,配合先进的数控系统,可以完成多种冷弯成形件的生产,实时反馈生产信息,方便调整。同时应和设计师及时沟通,产品截面尽量统一,减少辊片开发,降低成本及换型调试。辊压成形的工艺方案是多种多样的,企业也可以根据自己实际的生产状况进行合理的定制。这也需要综合考虑场地、人员、成本、生产节拍等等。


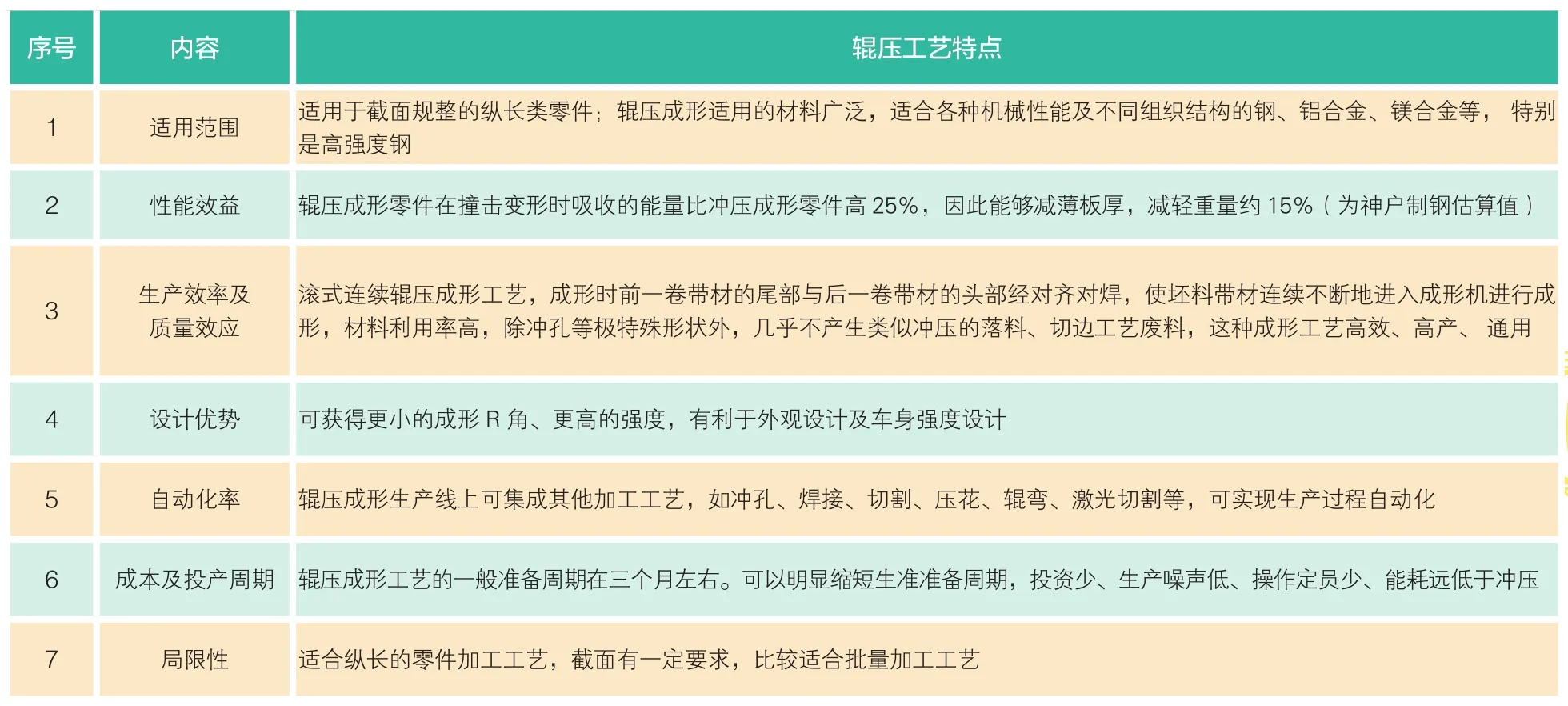
表1 辊压工艺特点
材料、人工等成本的变化
企业在轻量化的过程中往往会考虑材料升级所带来的成本变化,比如某材料由原有强度升级为更高级别强度的材料,单卷材料费是上涨的;但是轻量化材料减薄所带来的用料数量却是降低的,实际核算发现升级后辊压单件成本确实是降低的。这样的变化所带来的结果是企业和用户双方受益,用户享受轻量化所带来的使用成本降低及高强度安全保护,企业则用成本降低创造效益。同时,辊压技术在商用车车身的应用所带来的人工降低、效率提升、能耗降低、投资降低等降成本效果也是企业愿意接受此种量产工艺的因素。
结 束 语
本文简要介绍了辊压成形工艺在商用车车身生产中的一些应用及开发思路,希望能给同行提供一些可借鉴思路。实践证明,用辊压成形工艺不仅能保证零件质量、性能、使用要求,还可以降低成本,在商用车车身加工领域具有相当大的开发前景。
