废旧轮胎裂解炉废气治理措施分析
2022-03-08张天鹏
张天鹏
(山西清泽阳光环保科技有限公司,山西 太原 030000)
引言
近年来,随着废旧轮胎热裂解回收企业的兴起,由此带来的废旧轮胎热裂解炉产生的烟气治理问题也日益凸显[1]。废轮胎热裂解(≤500 ℃)环节废气中主要产生颗粒物、二氧化硫、硫化氢、氮氧化物、苯系物和非甲烷总烃等污染物,通常采用碱法喷淋+UV除臭、碱法喷淋+活性炭吸附等技术进行处理;高温热裂解(>500 ℃)除了产生颗粒物、二氧化硫、硫化氢、氮氧化物、苯系物和非甲烷总烃外,还会产生二噁英,通常采用二燃室+急冷+碱法喷淋+UV 除臭、二燃室+碱法喷淋+活性炭吸附等技术进行处理。但对于二燃室产生的废气中的氮氧化物的治理以及氮氧化物治理措施与二噁英治理措施之间如何串联实现达标排放[2],目前研究研究较少,本文通过项目实例,针对废旧高温裂解工艺废气治理措施进行了探析。
1 废旧轮胎高温裂解项目实例
1.1 项目简介
该项目年处理8 万t 废旧轮胎,建设4 台50 t/d胶粉加工能力的裂解炉,1t 废轮胎可生成15%钢丝、29.12%炭黑、46.55%裂解油和8.82%裂解气。本项目年裂解8 万t 废轮胎,钢丝年产量为12 000 万t,炭黑为23 294.12 万t,裂解油年产量为37 237.65万t,裂解不凝气年产量为7 058.82 万t。
1.2 项目生产工艺(见第216 页图1)
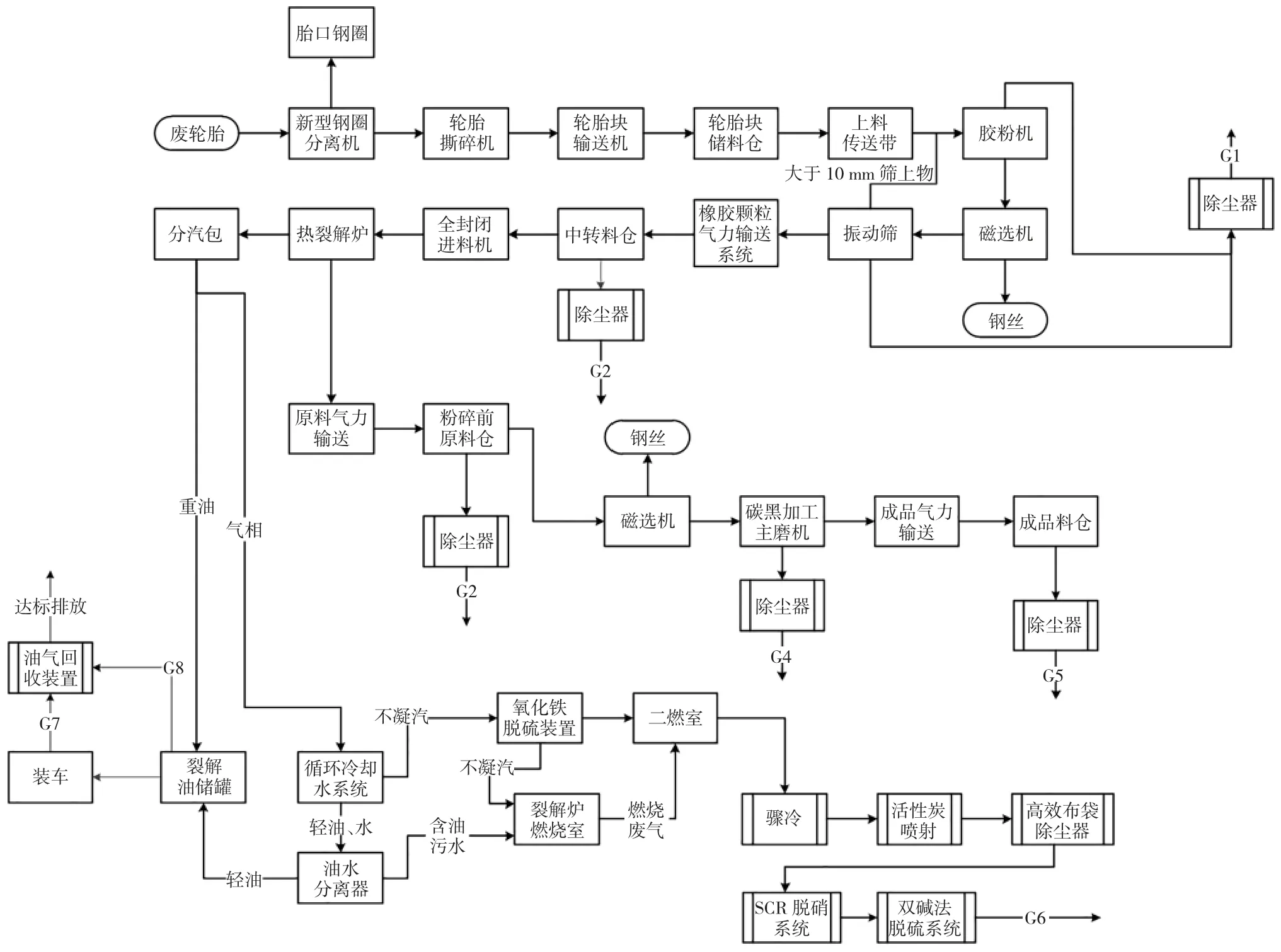
图1 项目工艺流程及产污环节图
该项目设置4 套全封闭一体化连续式裂解设备,胶粉连续投入裂解炉反应釜后,裂解炉上装有数显温控仪,通过裂解炉上的热电阻将温度反馈到数显温控仪上。喂料机通过气锁连续计量喂料机自动计算给料,按照比例将胶粉投加到热解炉内,热解炉内保持微负压状态(-5Pa)。通过控制入炉胶粉量、通风量对裂解炉炉膛进行分段加热:第一段(进料端)温度为260 ℃左右,第二段温度为320 ℃左右,第三段温度为380 ℃左右,第四段温度为420 ℃左右。在第一阶段温度为260 ℃时,裂解开始;第二阶段温度达到350 ℃时,解反应稳定进行;第三阶段温度达到380 ℃时,裂解反应基本结束;在裂解完成后,进入第四阶段420 ℃以上的挥发炉,将裂解气体蒸发,裂解产生的高温烟气进入分离器,实现烟气与重油的初步分离;然后通过循环水冷却、油气再次分离,C4以上有机烃类冷凝为裂解油生产4 号裂解油;产生的不冷凝气(H2、CH4-C4H10和H2S)经过一道安全设置干气阻火罐(阻火罐的作用是避免明火从燃烧室返回与废气相遇发生爆炸),返回燃烧室作为燃料加热炉膛燃料,多余的不凝气进入二燃室作为二燃室燃料。燃烧室燃烧后的废气进入二燃室再次燃烧进一步去除非甲烷总烃、硫化氢、甲苯、二甲苯、二噁英的污染物。
2 目前烟气治理措施分析
2.1 二燃室+急冷+碱法喷淋+UV 除臭
该治理措施优点:
1)该治理措施通过二燃室裂解炉加热室烟气再次燃烧,将使裂解炉加热室燃烧不完全的有机废气进一步燃烧,避免有机废气超标排放。
2)通过二燃室燃烧的烟气急冷避免烟气在200 ℃~400 ℃停留,生成二噁英。
该治理措施缺点:
1)该治理措施没有考虑二燃室热力型氮氧化物的治理,氮氧化物可能存在超标问题。
2)二燃室烟气中的二噁英大多数以固体飞灰形式存在,UV 光解分解效率低,需要较长的反应时间,经济性差,且不能完全分解二噁英。
3)碱法喷淋装置氢氧化钠的用量较大,运行费用高。
2.2 二燃室+碱法喷淋+活性炭吸附
该治理措施优点:
该治理措施通过二燃室使裂解炉加热燃烧室燃烧不完全的有机废气进一步燃烧,避免有机废气超标排放。
该治理措施缺点:
1)该治理措施没有考虑二燃室热力型氮氧化物的治理,氮氧化物可能存在超标问题。
2)碱法喷淋装置后烟气湿度较大,活性炭吸附装置吸附孔易堵塞,活性炭频繁更换导致运行费用高。
3)碱法喷淋装置氢氧化钠的用量较大,运行费用高。
4)该措施未考虑急冷措施,二燃室高温燃烧后二噁英在烟气降温过程中200 ℃~400 ℃时再次生成,导致二噁英超标排放。
3 建议采用的治理措施
裂解炉产生的不凝气先经过氧化铁脱硫塔脱硫处理后在进入裂解炉和二燃室燃烧,裂解炉燃烧室燃烧后废气经二燃室焚烧后,二燃室烟气再经气气换热器+骤冷+活性炭喷射+布袋除尘器+SCR 脱硝+双碱法脱硫装置经排气筒达标排放。
3.1 二噁英治理措施
目前对于二噁英国际上普遍采用的治理措施是“3T+E”控制法,即要求炉膛温度(temperature)高于850℃,烟气在高温段停留时间(time)要超过2 s,在高温区送入二次空气增强湍流度(turbulence),稍过量的空气系数(excess oxygen)。
要求二燃室采用的燃烧室内径为1.6 m,长4.4 m,经计算烟气在二燃室内停留时间为2.22 s。二燃室耐火层厚度为1.5 m,隔热层为2.0 m,炉内温度控制为850 ℃~1 100 ℃,为减少二噁英的产生,炉温不得低于850 ℃。燃烧室烟气进口夹角为56°,炉内烟气可适当产生湍流。烟气氧体积分数控制在6%左右。裂解炉燃烧室及二燃室采用低氮燃烧器,二燃室尾气经过气气换热器装置将850 ℃的烟气冷却至630 ℃左右,再经过急冷装置再1s 内将烟气冷却到200 ℃以下。本项目烟气走向图见217 页图2。
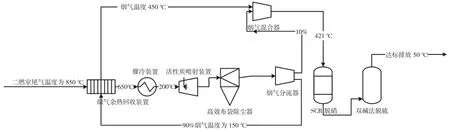
图2 本项目烟气走向图
烟气降温过程中可能有少量二噁英再生,该项目采用在布袋除尘器进口,用高压风机(流速0.2 m/s~0.5 m/s)向布袋进口管道内喷射活性炭(木质活性炭粉粒度:100 nm~150 nm),利用活性炭超强的过滤面积来吸附烟气中烟气中的二噁英粉尘,配送速度为0.2 m/s~0.5 m/s,喷射比例为1∶2.5。
活性炭喷射系统工作原理采用在布袋除尘器前采用高压风喷射活性炭,对烟气中的残留二噁英通过活性炭吸附。细小的活性炭敷在滤袋表面,形成一层过滤床,烟气通过活性炭过滤层被吸附掉有毒有害物质。通过活性炭喷射吸附烟气中的二噁英颗粒,使烟气得到有效净化,烟气中的二噁英吸附效率达到85%,活性炭的使用周期为3 个月~4 个月。活性炭失效后,对布袋进行清扫,落到布袋除尘器底部,底部的泄灰装置把失效的活性炭排到灰罐。
3.2 二氧化硫治理措施
根据双碱法脱硫的效率最高可达到90%,根据硫平衡计算该项目单纯使用双碱法脱硫装置无法实现达标排放,因此要求裂解炉产生的不凝气接入氧化铁脱硫装置进行脱硫处置,脱硫剂选用CT8-6 系列氧化铁固体脱硫剂,比表面积为55 m2/g,球磨强度为80%,粒度为3.5mm。脱硫剂饱和硫容为0.5 kg/kg,按照吸附率50%更换考虑,脱硫剂装填量为12 t,更换周期为45 d。
3.3 氮氧化物治理措施
二燃室为将不凝气中的有机物充分燃烧,炉内燃烧温度较高(1 100 ℃左右),热力型氮氧化物大量产生,经采用低氮燃烧器无法实现达标排放,必须采用SCR 烟气脱硝装置。本项目SCR 采用低粉尘布置方式,SCR 反应器布置在布袋除尘器之后,该布置方式可防止烟气中的飞灰对催化剂的污染、磨损和堵塞,为防止烟气低温无法运行,二燃室设置气气换热器将90%烟气返回二燃室烟道气气换热器冷端换热后温度达到450 ℃,与剩余10%的烟气混合后温度达392 ℃,满足380 ℃~450 ℃高温脱硝反应温度区间。催化剂选用蜂窝式平行流道式催化剂,催化剂主要成分为V2O5/TiO2,还原剂采用氨水(质量分数为30%)。
4 结论
该工程采用裂解炉产生的不凝气先经过氧化铁脱硫塔脱硫处理后在进入裂解炉和二燃室燃烧,裂解炉燃烧室燃烧后废气经二燃室焚烧后,二燃室烟气再经气气换热器+骤冷+活性炭喷射+布袋除尘器+SCR 脱硝+双碱法脱硫装置处理。该处理工艺具有以下几点优点:
1)相比碱法喷淋+活性炭吸附,本项目采用的活性炭喷射系统活性炭容易更换,同时避免湿法脱硫之后烟气湿度较大堵塞活性炭,造成活性炭吸附装置效率下降的问题。
2)裂解不凝气采用氧化铁脱硫,可脱出不凝气中的硫化氢,减少二燃室烟气中的二氧化硫含量,且氧化铁来源广、硫容大等优点,符合《废轮胎废塑料裂解油化成套生产装备》的规定。
3)采用SCR 脱硝需要300 ℃~400 ℃的反应温度区间,本项目设置二燃室气气换热器在保证二燃室余热充分利用,同时经气气换热器的热烟气被冷却至650 ℃进入急冷装置,避免了烟气的在200 ℃~400 ℃温度区间停留。
4)按照“3T+E”控制二噁英生成,同时采用活性炭喷射装置吸附烟气降温过程中生成的少量的二噁英,极大程度减少二噁英的排放。同时活性炭易更换。