汽车发动机缸体铸造技术分析
2022-02-28杨子昂
杨子昂


摘要: 随着当今社会经济与科学技术的协同发展,汽车制造行业的发展也十分迅速。而在汽车制造中,发动机缸体是一个关键部分。为实现发动机制造及其应用质量的良好保障,本文特对其发动机缸体的铸造技术进行分析。希望通过本次的分析,可以为汽车发动机缸体加工及其后续应用效果的保障提供科学参考,以此来促进汽车生产制造质量的进一步提升。
Abstract: With the coordinated development of social economy and science and technology, the development of automobile manufacturing industry is also very rapid. In automobile manufacturing, engine block is a key part. In order to ensure the quality of engine manufacturing and application, the casting technology of engine cylinder block is analyzed in this paper. It is hoped that this analysis can provide a scientific reference for the guarantee of automobile engine cylinder block processing and its subsequent application effect, so as to promote the further improvement of automobile production and manufacturing quality.
關键词: 汽车;发动机;缸体铸造;铸造技术;应用实例
Key words: automobile;engine;cylinder block casting;casting technology;application examples
中图分类号:U46 文献标识码:A 文章编号:1674-957X(2022)05-0097-03
0 引言
在对汽车发动机缸体进行铸造的过程中,相关企业与技术人员应注重缸体材料的合理选择、造型工艺的良好应用、铸造精度的有效保障以及缸体型芯的精确制作。通过这样的方式,才可以让汽车发动机缸体得以良好铸造,满足汽车发动机的实际应用需求,并进一步确保汽车的生产、制造质量、应用效果及其安全性。这对于汽车发动机缸体铸造技术的提升以及汽车制造行业的良好发展都将起到十分积极的促进作用。
1 汽车发动机缸体铸造技术发展意义及其现状分析
1.1 汽车发动机缸体铸造技术的发展意义分析
在汽车的具体应用过程中,发动机是最为关键的一个组成部分,只有确保发动机的设计及其制造质量,才可以有效确保汽车的应用效果。而在汽车发动机中,缸体则是一个关键部分,其铸造质量与精度将会对整体发动机的运行产生直接影响。但是在传统的汽车发动机缸体铸造中,因原材料和技术方面的限制,使其铸造加工精度难以得到有效保障。基于此,为了让汽车发动机达到良好的应用效果,相关企业和技术人员就需要对其缸体铸造技术加以深入研究,并将先进的材料、技术与设备等合理应用其中,通过铸造技术的提升来实现铸造质量的提升。这样才可以充分满足汽车发动机缸体的实际制造及其应用需求,让汽车发动机制造质量、整体汽车制造质量都得以显著提升。这对于汽车生产制造技术的提升、汽车行业在当今时代中的良好发展、以及交通运输质量与安全的良好保障都将有着十分深远的意义。
1.2 汽车发动机缸体铸造技术国内外现状分析
1.2.1 国外技术现状分析
就目前的国外汽车发动机缸体铸造来看,灰铸铁以及铝合金是其常用的原材料。而随着近年来的缸体铸造技术发展,灰铸铁在其中所发挥的优势越来越显著,而灰铸铁在汽车发动机缸体铸造原材料中的应用占比也呈现出了逐年增加的趋势。在具体的缸体铸造中,HT250灰铸铁开始成为了主要的原材料;在缸盖铸造中,HT300灰铸铁则是其主要的原材料;而在铸芯选择中,壳芯以及冷芯盒是其主要的原材料[1]。同时,在具体的铸造加工过程中,温度控制也成为了一个关键环节,只有确保温度的稳定性,才可以让原材料性能保持稳定,以此来确保铸造质量。
1.2.2 国内技术现状分析
在当今,我国在汽车发动机缸体铸造方面的发展十分迅速,且已经获得了较好的成果,可以让目前的行业需求得以良好满足。就目前我国汽车发动机缸体铸造中的原材料来看,也将国外常用的HT250灰铸铁用作主要材料,将高碳低合金用作其铸造原则,让缸体具有良好的防漏性能。对于铸芯,其主要材料则是冷芯盒,以此来确保其高强度、低膨胀以及良好的溃散性。在具体的铸造过程中,因缸体形状及其特征影响,并不能够通过常规的方式来进行清理,而是需要借助于先进的机械手来清理,以此来确保缸体的清理效果。
2 汽车发动机缸体铸造中的主要技术分析
就目前来看,在对汽车发动机缸体进行铸造的过程中,其主要的技术措施包括四项,第一是缸体材料的合理选择,第二是造型工艺的良好应用,第三是铸造精度的有效保障,第四是缸体型芯的精确制作。因此,在具体的汽车发动机缸体铸造过程中,相关企业和技术人员一定要对这几项关键的技术措施加以合理应用,通过各种工艺技术的合理选择与工艺参数的良好控制来确保其铸造质量。这样才可以有效满足汽车发动机缸体的实际制作及其应用需求。以下是对这几项技术措施所进行的分析:
2.1 缸体材料的合理选择
就汽车发动机缸体材料的选择及其发展来看,铸铁、铝合金以及蠕铁都已经成为传统材料。在当今的大部分汽车发动机中,HT250灰铸铁都成为了主要材料。比如,在康明斯B系列中,发动机顶面上的硬度可达到197±7HB,其中的A型石墨含量在80%以上,B型石墨含量在10%以下,石墨机体属于细片型珠光体,其等级长度约为4-6级。
在具体的材料选择中,首先需要做好铸铁成分控制,在工频炉的熔化过程中,一定要将硫和锰元素含量加以科学调整,经孕育获得到的A型石墨含量应达到95%,且应做好硅含量控制。其次是控制好碳含量,防止因碳含量过高导致的力学性能降低或者是因碳含量过低导致的缩松渗漏问题。再次,为实现缸体铸造硬度及其强度的有效提升,应加入适量的合金,但合金加入量需根据实际情况来确定,避免加入量过大产生的游离碳化物影响到缸体硬度和强度;为有效阻止碳化物形成,为珠光体基体的获得提供足够便利,可将适量的锡加入其中[2]。最后,在具体的铸造过程中,一定要做好HT250灰铸铁浇筑时间及其浇筑温度的控制,以此来确保缸体铸造质量。表1是缸体材料选择中的主要参数控制情况。
2.2 造型工艺的良好应用
虽然缸体构件的造型方法有很多,但是在缸体造型技术的不断提升中,高压造型法已经在汽车发动机缸体铸造中得到了普遍应用。这种造型工艺的优点有很多,比如,其压力可以控制在1MPa,型腔表面的硬度可以超过80HB。为确保造型效果,铸造中,需将型砂性能加以进一步提升。通常情况下,混碾将会对型砂性能产生不良影响,进而直接对产品质量造成不良影响,严重的情况下甚至导致产品报废。基于此,在此项造型工艺的具体应用中,相关企业与技术人员一定要对型砂做好性能测试,使其实率处于46%-49%之间,并使其破碎指数达到80%。
在此过程中,也需要对砂斗加以合理改进,在型砂性能得以良好保障的基础上尽可能缩短混制和造型之间的距离。通过这样的方式,便可在每一次造型结束之后都尽可能保障贮砂斗内没有存砂情况,让下一次造型过程中应用的是新制备好的型砂。为达到良好的造型效果,造型过程中,需要每半小时进行一次砂斗下方的型砂测试,如果发现型砂不合格,则需要通过皮带将其返回,然后重新进行混合。
2.3 铸造精度的有效保障
在进行汽车发动机缸体的铸造过程中,为实现其铸造精度的有效保障,相关企业与技术人员应注意以下几点:第一是基准面的合理选择,在对缸体进行铸造与加工的过程中,一定要做好工艺基准面的选择,在缸体表面上的尺寸有上千个,如果各个尺寸在具体生产中都会有一定的偏差存在,这样便会出现较大的尺寸链,这是设计中不允许出现的情况。基于此,在铸造过程中,就需要严格做好下芯位置以及外模尺寸的控制,并通过加工基准来进行毛坯加工定位点的确定,使其设计足够合理,且前后保持一致。第二是收缩量的正确选择,在铸液成分的影响作用下,缸体铸造精度也具有一定的控制难度,所以,铸液收缩率的合理选择也是一项至关重要的内容。就最常见的高压造型而言,其长度方向上的铸液收缩率应定为0.8%,高度方向上的铸液收缩率应定为1%。第三是工装制造精度的提升,就目前的数控机床加工而言,其工装制造精度应控制在0.03mm,尤其是对于成批生产的缸体铸件,更应该做好其工装制造精度的控制。具体铸造中,因为错边问题会对工装制造精度产生不良影响,所以技术人员一定要定期做好错边檢查,以此来实现错边问题的有效防治[3]。第四是水套芯的合理选择,这是确保缸筒壁厚度均匀的关键,在水套芯上,应做出缸盖桶水孔的小芯片,并严格做好芯头控制;水套芯和缸顶面芯之间应做好胶合处理,并用螺栓做好固定,水套芯两个端头位置留出的工艺孔则应该较大些。通过这样的方式,才可以让缸体铸造精度得以良好控制。
2.4 缸体型芯的精确制作
因为冷芯盒是通过树脂砂吹制而成,所以在具体制作中,为了让砂芯棱角足够清晰,就需要让砂芯具有良好的紧实性,且芯盒中的气体排出速度应该比计入速度大。为达到这一效果,在对分盒以及顶出孔周围进行加工的过程中,需要预留出深度是0.25mm的间隙和排气槽,以此来实现排气效果的加强。同时,在制作过程中,也应该对芯盒表面经常进行清洗,防止芯子表面粗糙或者是结疤情况产生。在芯子储气和清整过程中,一定要对原材料做好发气量的控制,并确保芯子排气足够通畅,特别是芯头,更需要将砂芯接触加大。因水套芯可以进行芯子内部的钻孔,更容易在其内部形成通气网络,所以可将其应用到气缸筒芯中,以此来达到良好的中空效果,为气体流通提供足够便利。在芯子清理过程中,应格外注重毛刺飞边的清理,这样才可以有效避免铸件凹痕产生,使其质量得以良好保障[4]。另外,在具体的型芯制作过程中,也需要对其覆膜砂加以正确使用,覆膜砂可以直接购买,也可以选择具有较好流动性的中砂,以此来实现涂料的省略和资源的节约;且覆膜砂在应用中不可存放过长时间,这样才可以有效防止因砂粒分离而导致的芯子龟裂甚至破损现象。
3 汽车发动机缸体铸造实例分析
为有效确保汽车发动机缸体的铸造效果,本次特以宝马汽车中国厂的某款发动机缸体铸造为例,对其铸造工艺技术应用进行分析,包括缸体尺寸要求分析、顶面精加工工艺分析以及缸孔精加工工艺分析。以下是具体的铸造工艺应用情况:
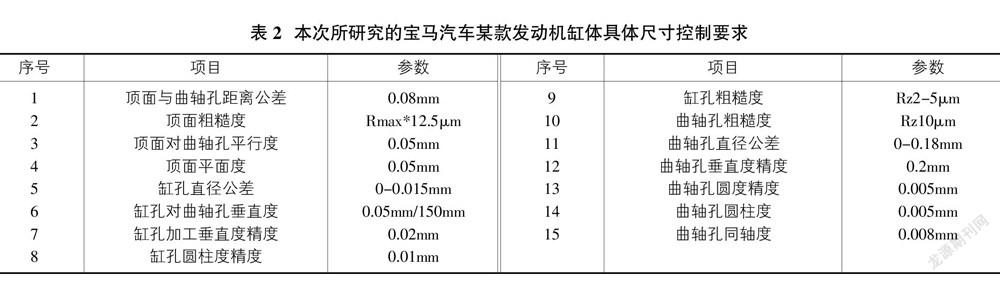
3.1 缸体尺寸要求
本次所研究的是宝马汽车某款发动机缸体产品的铸造技术,该发动机缸体的主要组成部分包括缸体的顶面、缸孔以及曲轴孔等。表2是其具体的尺寸控制要求情况。
3.2 頂面精加工工艺
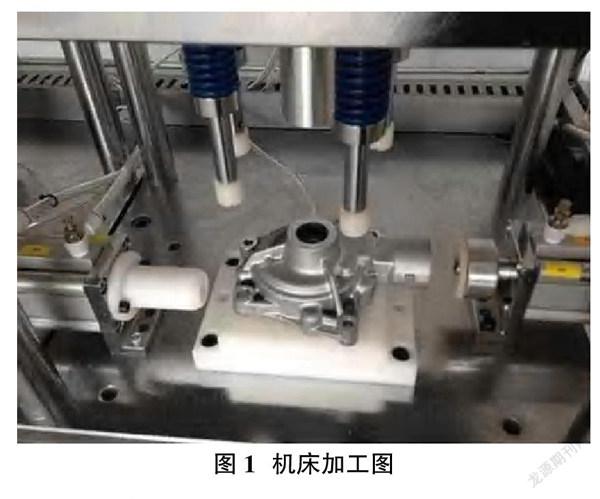
对于汽车发动机缸体铸造而言,顶面精加工是一项关键内容,只有做好顶面精加工工艺的控制,才可以有效确保其加工质量,满足其实际应用需求。在对缸体顶面进行铸造的过程中,其精加工工艺包括以下几点:第一,按图纸进行缸体装夹定位设计,因为图面尺寸是底面及其两个定位销孔,且该基准已经在之前的铸造中形成,所以在具体的顶面加工中,便可避免由于基准转换所导致的精度误差。第二,因为缸体具有较大的空间尺寸,如果加工中装夹不紧,便会导致缸体出现细微晃动,进而对其加工精度造成不良影响,因此需将若干个自锁形式的装夹点以及辅助支撑点设置在夹具上,让缸体装夹保持在均匀受力状态,以此来确保缸体铸造的平整度。第三,铸造中,需要对加工中心做好气检,以此来确保加工稳定性。第四,在对缸体表面以及对精密孔进行加工的过程中,应通过立方氮化硼刀片和铰刀来进行加工,以此来确保加工精度与表面平整度,并实现生产效率的进一步提升。第五,需要对加工中心的切削参数加以合理控制,以此来实现走刀路线的进一步优化,让切削速度得以适当提升,确保缸体顶面在进出刀过程中的受力均匀,实现其前后端平面度的良好控制。第六,在完成了大盘铣削之后,需借助于CNC控制程序和大毛刷追加的方式围绕缸体顶面再刮一遍加工路线,将缸体上的毛刺剔除。第七,将车间温度控制在20±2℃,将相对湿度控制在40%-60%之间。图1是其机床加工图。
3.3 缸孔精加工工艺
在对汽车发动机缸体进行铸造的过程中,缸孔精加工同样至关重要,因此,相关企业以及技术人员也一定要对此项加工工艺加以高度重视,并使其得以科学应用。因为本次所研究的宝马汽车发动机缸体具有非常高的缸孔精度要求,所以在具体加工中,为实现其缸孔加工质量的良好保障,就需要在珩磨之前对缸孔直径公差加以合理控制,并在缸孔入珩之前将缸孔中心的精镗缸孔调整到预设尺寸。为确保缸孔表面质量,精镗刀选择的是内冷结构。具体加工中,需将产品图纸作为依据,做好缸孔直径精镗之后的加工余量预留,其预留余量在0.04-0.05mm之间,以便后续的珩磨处理,并根据具体要求做好粗糙度、圆柱度、垂直度等的控制,使其与设计图纸保持一致。
本次主要通过立式珩磨机来进行加工,具体加工中,借助于膨胀机构的推动作用,珩磨头中的油石可实现径向进给,以此来逐步将工件加工到设计尺寸。将铰珩砂条镶嵌在珩磨头外周,粗珩可镶嵌6根,精珩可镶嵌9根,其长度可控制在缸孔长度的1/3-2/3之间。珩磨过程中,其往返速度保持在25-35m/min之间,换向过程中的加速度越大,形成的圆弧就具有越小的过渡区域,珩磨网纹也就有越高的质量[5]。图2是缸孔精加工中的珩磨机加工图。
4 结束语
综上所述,在汽车发动机的设计与制造过程中,缸体铸造加工是一项关键内容。只有确保缸体的铸造加工质量,才可以充分发挥出汽车发动机的应用优势,满足汽车的安全稳定运行需求,并实现资源的进一步节约。因此,在对汽车发动机中的缸体进行铸造加工的过程中,相关企业与技术人员一定要对其铸造加工工艺技术做到足够重视,并对其进行深入研究,然后根据实际情况,结合实际需求,将相应的铸造加工技术加以合理应用,并做好其中的各项材料、设备、工艺选择与参数控制。通过这样的方式,才可以实现汽车发动机缸体的良好铸造,满足其实际应用需求,促进汽车生产制造技术在当今时代中的良好应用与发展。
参考文献:
[1]邱代.Ⅴ型系列柴油发动机缸体整铸工艺及共线生产技术研究[D].导师:杨屹,鲁晨光.四川大学,2021.
[2]郝琳.发动机机械加工新技术及应用[J].内燃机与配件,2021(10):211-212.
[3]陈新华,谢映秋,韦江林.发动机机械加工新技术及应用[J].时代汽车,2020(13):29-30.
[4]廖仲杰.汽车发动机铝合金缸体压铸工艺的改进[J].科学技术创新,2019(22):150-151.
[5]李涛.基于数值模拟的发动机缸体浇注系统优化设计[D].导师:于珍,曹月山.山东大学,2019.
[6]季境伟.发动机缸体铸铁件数字化浇冒口工艺系统研究
[D].导师:单忠德.机械科学研究总院,2018.
