多功能毛巾架的设计及生产
2022-02-03余锦波
余锦波
(佛山市南海区居鼎五金制品有限公司,广东 佛山 528000)
1 带置物架的电热毛巾架基本介绍
1.1 结构组成
该款带置物架的电热毛巾架,包括置物架、主体两个部分,主体两侧设有第一竖管,置物架的两端设有垂直放置的第二竖管。第一、第二竖管由两根相互扣接的连接条组成,截面形状为L 型。接条上设有竖直的第一基体和带有弯曲弧度的第二基体,主体顶端设有置物架,置物架和主体呈T 型连接固定。置物架的前端和后端均设有连接管,第一竖管的底部设有操控面板,操控面板连接设有温控元件,温控元件的一端连接设有发热丝,发热丝呈S 型分布。整体结构如图1 所示。
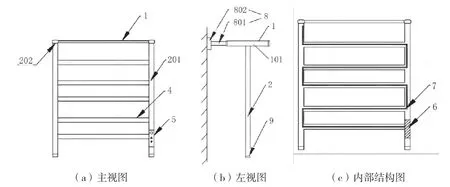
图1 带置物架的电热毛巾架结构示意图
1.2 结构特点
该款电热毛巾架的结构特点如下:1)主体结构两侧设有第一竖管,置物架的两端设有第二竖管,第一竖管与第二竖管由两根相互扣接的连接条组成。安装时可以直接将两条连接条上的卡件和卡槽相互对齐,用力一扣即可,不仅结构轻度高,对尖锐端部也进行了包裹,防止安装或使用时划伤,而且拆卸维护简单、使用方便。2)连接管的两端分别连接两根第一竖管,连接管的端部抵触在基体的外部端面上,通过螺丝在基体内部进行直接固定,然后将另一块连接条扣接固定,从外部看不见螺丝痕迹,可以达到隐藏螺丝的效果,提高整体美观度。而且,隐藏螺丝的设计能使固定螺丝生锈后不会接触到置物架上的衣物或毛巾,不会在衣物或毛巾上留下锈迹[1]。3)使用加热烘干功能时,可点击操控面板,温控元件控制发热丝产生热量,整个操作非常简单。而且操控面板上有LED 灯光,不论外界照明条件如何,均可以看清电热毛巾架的工作状态,避免因不清楚工作状态误触而受伤,具有较高的安全性。
2 毛巾架电加热系统的设计方案
2.1 电气设计
2.1.1 功能目标
该毛巾架用于日常生活,为了满足安全、高效、成本低廉的要求,设计功率为50W,功能目标如下:1)采用高低功耗模式。正常工况下,该电加热系统的标准功耗是24V,此时加热烘干功率高,毛巾的烘干速度快。如果用电功率有限制,可利用充电宝、手机变压器等提供5V 低功耗,此时加热烘干功率低,更接近于保温状态。2)安全保护。毛巾架使用过程中会接触湿毛巾,为避免出现电路安全问题,必须做好用电设备的安全防护设计[2]。一是电源与毛巾架分体设计,电源独立存在,并与毛巾架保持一定距离,可降低溅水概率,保护电路系统的安全。二是毛巾架主体电源的电压等级最高为24V,符合安全电压不高于36V 的行业规定。三是不锈钢横杆长期与湿毛巾接触,组装时会使用胶水对端部进行密封,防止水分进入杆体内部。四是电路系统设计采用过电流、过电压保护方案,一旦电流值或电压值超过安全设定值,就会自动断电[3]。
2.1.2 加热模式
该毛巾架的加热烘干功能分为两种模式:1)自动模式。系统设置一定的加热时间如4h,通电后即可自动加热烘干,达到设定时间后自动停止。自动模式方便操作,接通电源后不需要其他操作。2)限时模式。在操控面板上进行操作,通过点按按钮选择工作时长,例如5h、6h,达到该时间后才停止。限时模式为人们提供了更多选择,能根据不同大小、不同材质的毛巾进行加热烘干,应用范围更广泛。
2.1.3 工作电压
电加热系统的工作电压分为两种模式:1)高功率模式。DC 电压为24V,电流为2A,由高功率的变压器提供电能,可对湿毛巾进行快速加热烘干,主要用在普通住宅和商业酒店中。2)低功率模式。DC 电压为5V,电流为2A,由手机充电器、充电宝等提供电能,主要用于有用电功率限制的场所,如学生宿舍。
2.2 元件选型
电加热系统中的主要原件包括开发板、高电平触发继电器、可调降压模块和电热丝。以电热丝为例,它的选型是关键,会直接影响加热烘干效率和质量。该文选用特氟龙电热丝,其耐高温性好,通电加热时安全稳定[4]。其中,22Ω/m、28Ω/m 电热丝的主要参数指标见表1。
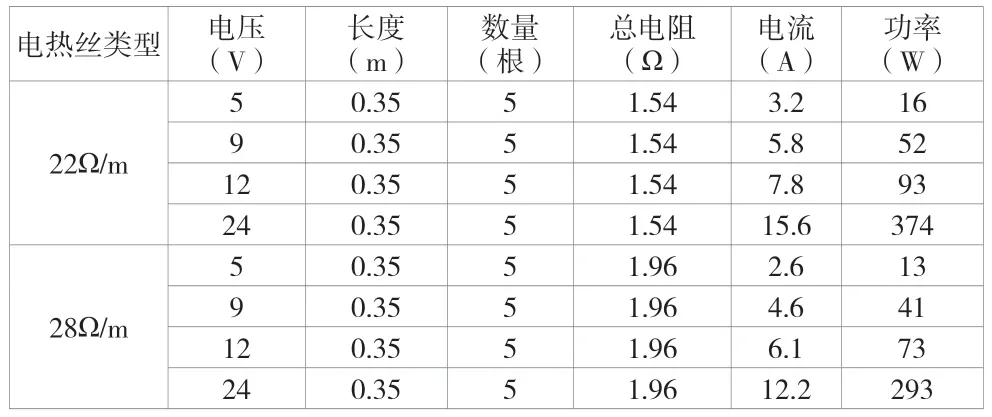
表1 22Ω/m 与28Ω/m 电热丝的主要参数指标
2.3 软硬件设计
2.3.1 硬件设计
硬件设计如图2 所示,主要包括如下设计:1)Arduino nano 开发板。采用USB 接口,开发板的体积小,容易实现产品的小型化,在成本方面具有优势,因此选择Arduino nano开发板作为控制板。2)5V 高电平触发继电器。采用继电器进行控制,实现电气隔离的目标,以确保系统稳定运行,具备一定抗干扰能力。其中,VCC 与电源正极连接,GND 与电源负极连接;IN 是继电器模组的信号触发端;NO、NC、COM 分别是继电器的常开端、常闭端、公共端。3)DC24V转5V 可调降压模块。使用云辉MP1584EN 产品。该模块属于贴片模块,特点是体积小、功率大,能满足使用要求。其中,输入电压为4.5V~28V,输出电压为0.8V~20V;输出电流最大为3A;工作温度在-45℃~+85℃。4)特氟龙电热丝。电热丝的选型是关键,会直接影响加热烘干效率和质量,本次选用5 种电热丝,分别是15Ω/m、22Ω/m、28Ω/m、40Ω/m、150Ω/m。
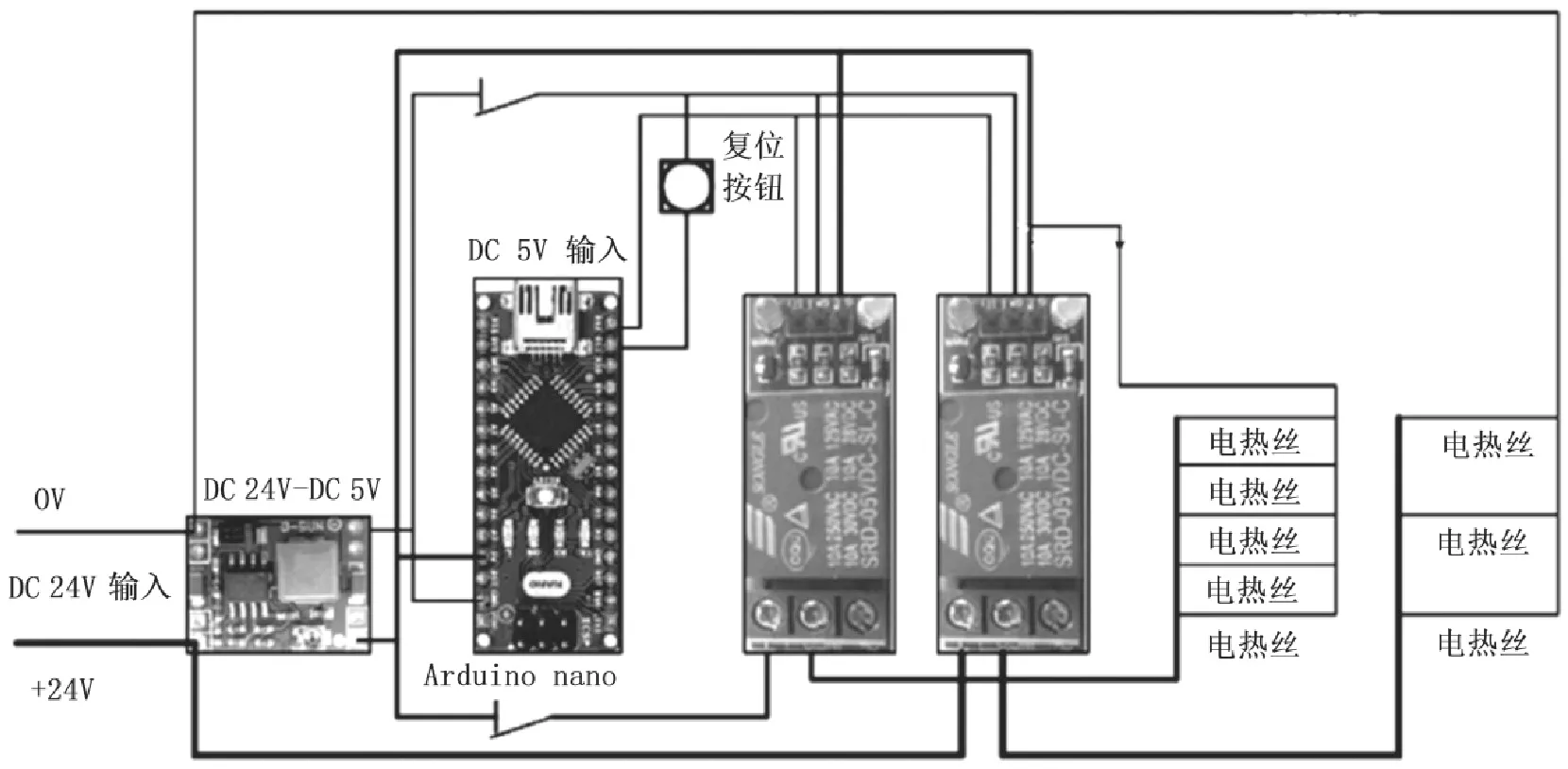
图2 电加热系统的硬件接线示意图
2.3.2 软件设计
软件设计能满足灵活控制的要求。1)通电后,默认为加热4h,不需要其他操作。2)在操控面板上按第一次按钮,加热时间调整为6h;按第二次按钮,加热时间调整为8h;按第三次按钮,加热即可停止。3)按第四次按钮,自动返回步骤1。软件控制流程如图3 所示。
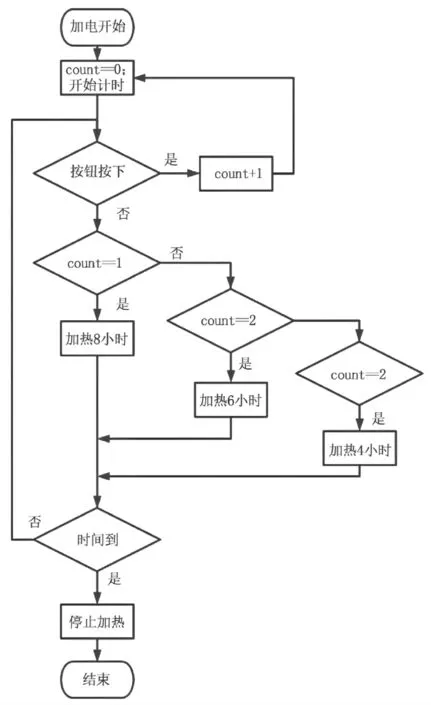
图3 电加热系统的软件控制流程图
3 毛巾架不锈钢材料的生产技术
该毛巾架的主体和置物架部分均使用不锈钢材料。不锈钢材料的硬度、韧性明显高于铜质材料,而且导热率低、亲和性大,会降低表面加工精度,对生产技术提出了更高要求[5]。下面对毛巾架不锈钢材料的切削、抛光、着色工艺进行介绍。
3.1 切削工艺
3.1.1 刀具选择
对刀具的要求如下:具有足够强度、硬度和韧性,耐磨性良好,与不锈钢之间的黏附性小。切削毛巾架不锈钢材料时,采用YW2 硬质合金刀具,硬度、韧性、耐磨性、耐热性均满足切削要求,能实现精准加工的目标。
3.1.2 刀具几何角度选择
刀具切削时的几何角度影响生产效率、工件表面粗糙度、加工硬化、刀具耐用度等指标。以车刀为例,几何角度的选择要点如下:1)车刀前角γ0,影响刀刃的强度、锋利度。增大γ0值能减少切削变形,降低热量和温度值,延长刀具的使用寿命,但也会提高崩刃风险,一般取值12°~20°。2)车刀后角α0,过大会影响散热,降低刀刃强度,增加刀具磨损;过小会导致刀刃变钝,需要增加切削力度,一般取值6°~10°。3)车刀刃倾角γs,角度为正时切削碎屑流向待加工工件的表面,容易造成刀刃损坏;角度为负时切削碎屑流向完成加工的工件表面,能提高刀刃的耐冲击力,一般取值0°~20°。4)车刀主偏角Kr,当进给量、切削深度一定时,适当降低Kr值能提高切削稳定性,避免刀具损坏。切削不锈钢材料时,由于不锈钢的硬度大,易产生振动现象,因此一般取值45°~90°,并根据机床、刀具系统和工件特点进行调整[6]。
3.1.3 切削用量选择
切削用量指标,会影响加工效率和质量,需要考虑的因素如下:毛坯、不锈钢材料的硬度;刀具类型、车刀刃磨条件、焊接质量要求;工件的直径、加工余量等。该毛巾架不锈钢材料采用YW2 硬质合金刀具加工,技术要点如下:1)切削用量应低于一般碳钢类工件,避免形成鳞刺、积屑瘤。2)切削速度不宜太快,控制在50m/min~80m/min。3)切削深度不能太小,控制在0.4mm~4mm 之间,避免刀刃、刀尖划到硬化层。4)进给量控制在0.1mm/r~0.5mm/r,防止工件表面擦伤,保证排屑稳定性。5)对奥氏体不锈钢进行切削时,因塑性好切屑难以折断,应适当增大切削力。
3.1.4 切削液选择
在本次不锈钢材料切削中,结合本毛巾架不锈钢材料的特点,使用的切削液是四氯化碳与机油的混合物,两者的比例为1 ∶9,前者的渗透性好,后者的润滑性好,能满足精加工要求。
3.2 抛光工艺
不锈钢材料经切削后,工件表面有大量的油迹难以清洗,而且光亮度较低。为此,不锈钢毛巾架在生产中,使用不锈钢电解抛光液进行抛光处理,工艺流程为除油→过水→电解抛光→过水→中和→烘干。操作温度和时间见表2。

表2 不锈钢毛巾架的电解抛光工艺方法
3.3 着色工艺
不锈钢毛巾架采用化学氧化着色技术,着色液使用偏钒酸钠+硫酸,在80℃~90℃条件下维持5min~10min,最终不锈钢元件变为仿金色。另外,因着色膜疏松多孔、耐磨性差,还需要进行固膜处理,使用重铬酸钾+氢氧化钠+硫酸,设置pH 值为6.5~7.5,在60℃~80℃条件下固化3min,最后用硅酸钠封闭,即可改善着色膜的硬度、耐磨性和抗腐蚀性。
4 结语
综上所述,随着人们生活质量的提升,对毛巾架提出了更多的功能需求,设计一款多功能、使用方便、价格低廉的毛巾架,成为相关企业的研究重点。该文以带置物架的电热毛巾架为例,从电气设计、元件选型、软硬件设计3 个方面介绍了设计方案;从切削、抛光、着色3 个方面介绍了不锈钢毛巾架的生产加工技术。该多功能毛巾架在使用时不仅拆卸维护简单、使用方便,而且产品整体美观度高、安全性高,能满足人们的实际需求,具有良好的应用前景。
