一体化工具去污装置的设计与应用
2022-01-26陈健菠陈南水马永辉宋建国王小平管海洋阳文军王升榕柯建端严荣伟
陈健菠,陈南水,马永辉,宋建国,王小平,管海洋,阳文军,王升榕,柯建端,严荣伟
(福建宁德核电有限公司,福建 福鼎,355200)
核电机组运行过程中产生的放射性物质会随着冷却剂运动,附着在设备表面,导致核电站运维工具常被污染。虽然核电站采取了一系列的管控措施,但每年被污染的工具依然数量大、种类多。用常规方法去污后,仍有大部分工具因残存污染水平高且无法计量,而被迫报废[1-2];扳手、螺丝刀等工具虽无需计量,但去污后松散污染水平仍高于GB 18871—2002[3]的表面污染控制标准,也将报废。运行多年来,核电站已报废了一大批工具,不仅需要采购大量新工具,还需处理因报废而产生的大量放射性废物,增加了核电站运营成本。因此需要将这些污染的工具进行有效去污后复用,减少废物产生量。
目前,核电站常采用擦拭法对沾污工具去污,该去污法虽然操作简单但局限性强:对于表面平整无缝隙、仅有松散污染的工具去污效果好,但大部分工具因结构复杂导致去污效果差;单次处理的数量少,效率低;人员近距离接触污染工具,外照射和沾污风险高;二次废物量大。
核电站现用的超声波去污设施去污系数和效率有所提高,但每个工序结束后需要取出工件移入另一个水槽中继续处理,在转移过程中残液滴落易造成污染扩散,且不能得到干燥的工具。
1 一体化工具去污装置的设计与组成
1.1 设计思路
一体化工具去污装置(下简称“装置”)要求集多个模块于一体,具有配药、加热、去污、漂洗、烘干等功能。能克服常用方法之不足、达到工具复用的目的,具体应满足如下需求:
(1)适用于多种工具;
(2)利用成熟技术进行组合,优选超声波+去污剂这种“物理+化学”去污方式,去污效率高;
(3)具有去污、漂洗、干燥的一体化功能,批量工件一次完成从去污到烘干的全过程作业,无需中途取出,辐射风险低、二次废物量小。
1.2 装置的设计
该装置的结构参见图1,主要由配药、加热、去污、漂洗、烘干、控制六个模块组成:“配药模块”由配药储罐、超声波液位计、循环输送泵、过滤器及加药口组成;“加热模块”由去污液加热单元、漂洗液加热单元组成;“去污模块”由去污槽、超声波振子盒、顶盖、工件篮、升降杆、喷淋管、热风管和排风管组成;“漂洗模块”由漂洗液储罐、超声波液位计、超声波振子盒、循环输送泵、过滤器组成;“烘干模块”由送风机、加热管及排风机组成;“控制模块”由电气控制箱和显示操作单元组成。其工作原理是利用超声的“空化效应”冲击工件不同部位[4],并结合去污剂的化学作用在适当温度下高效地将附着于工件上的污染物清除,一次性完成全部工序。

1—配药模块;11—配药储罐;12—超声波液位计;13—去污液循环输送泵;14—去污液过滤器;15—加药口;101—去污液过滤器进口气动阀;2—加热模块;21—去污液加热单元;22—漂洗液加热单元;201—去污液加热单元进口气动阀;202—去污液加热单元出口气动阀;203—漂洗液加热单元进口气动阀;204—漂洗液加热单元出口气动阀;3—去污模块;31—去污槽;32—超声波振子盒;33—顶盖;34—工件篮;35—升降杆;36—喷淋管;37—热风管;38—排风管;301—去污槽去污液排放气动阀;302—去污槽漂洗液排放气动阀;4—漂洗模块;41—漂洗液储罐;42—超声波液位计;43—漂洗液循环输送泵;44—漂洗液过滤器;45—超声波振子盒;401—漂洗液过滤器进口气动阀;5—烘干模块;51—送风机;52—空气加热管;53—排风机;6—控制模块;61—电气控制箱;62—显示操作单元。图1 一体化工具去污装置结构图
2 工艺实施
2.1 工作流程
使用该装置执行去污工作主要分为8个步骤,工作流程简图见图2。
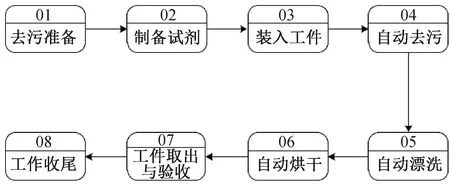
图2 去污工作流程简图
2.2 去污工艺流程
2.2.1去污准备
(1)确认设备可用,接通水(除盐水,压力≥0.3 MPa)、电(380 V、50 Hz)、气(压力≥0.6 MPa),开机;
(2)根据需求选择运行方式:“去污-漂洗-烘干”、“漂洗-烘干”或“烘干”。
2.2.2制备试剂
(1)制备去污液:注入除盐水至需求液位,从加药口据需注入适量去污剂。基于“工具去污后复用”的目的,一般选择中性或者碱性去污剂,参考核设施放射性去污的良好实践,推荐使用DEKONEUTRAL®中性表面去污剂、HAKUPUR®高效碱性速溶表面去污剂,根据工具初始污染状态可将浓度控制在5%~10%范围[5]。需要注意的是,因工具需要复用,不宜使用对金属腐蚀性大的酸性去污剂;因起泡剂在超声波的作用下会产生大量泡沫溢出设备,故不能使用起泡去污剂。
(2)制备漂洗液:注入除盐水至需求液位。
2.2.3装入工件
将待去污件分类、分批装入工件篮并推入装置内,关盖。
2.2.4自动去污
(1)设备启动,去污液被加热到预定温度后传输到去污槽内。去污温度可根据选用的去污剂、物件污染水平等综合选择,一般控制在60~80 ℃范围;
(2)超声装置启动,对工件进行去污。根据核设施放射性去污的良好实践,本装置的超声波选用了28 kHz、60 kHz两种频率,据需选择,28 kHz用于粗洗,60 kHz用于精洗;
(3)达到预定去污时间,超声装置停运,去污液排放阀打开,待去污液全部排到配药储罐后关闭。
2.2.5自动漂洗
(1)漂洗液加热到预定温度(可与去污液同温)后被输送到去污槽内,达到需求液位后将漂洗液输送泵调至低频运行,保持去污槽漂洗液持续循环;
(2)超声装置启动,对工件进行漂洗;
(3)达到预定漂洗时间,超声装置和漂洗液输送泵停运,漂洗液排放阀打开,待漂洗液全部排向漂洗液储槽后关闭。
2.2.6自动烘干
(1)启动送风机,打开加热器加热空气,将去污槽内温度升至预定温度(40 ℃左右为宜,慢速干燥);
(2)通过排风机将抽出的热空气送入漂洗储槽内的液下布气管,用水洗涤空气中可能含有的放射性物质;
(3)达到预定干燥时间,加热器关闭;空冷工件至室温后,送风机和排风机关闭。
2.2.7工件取出与验收
取出并检测工件的松散污染水平,若不满足需求,可再次去污。建议采用“间接测量法”检测,取样后,在低本底点距离探头2~3 cm处测量[6]。
2.2.8工作收尾
(1)断开水、电、气,检查装置表面污染状况(必要时去污),整机移至存放点;
(2)去污液可复用,浓度不足时据需添加;可根据工艺要求或去污液的脏污程度来决定是否更换,去污液排到电站废液处理系统,排空后清理槽内污垢。漂洗液同理;
(3)当流量减至初始流量的一半时,可更换滤芯。废滤芯按放射性废物处理。
3 应用实践
使用该装置对某滨海核电站的批量污染工具进行去污,去污前后的数据列于表1。
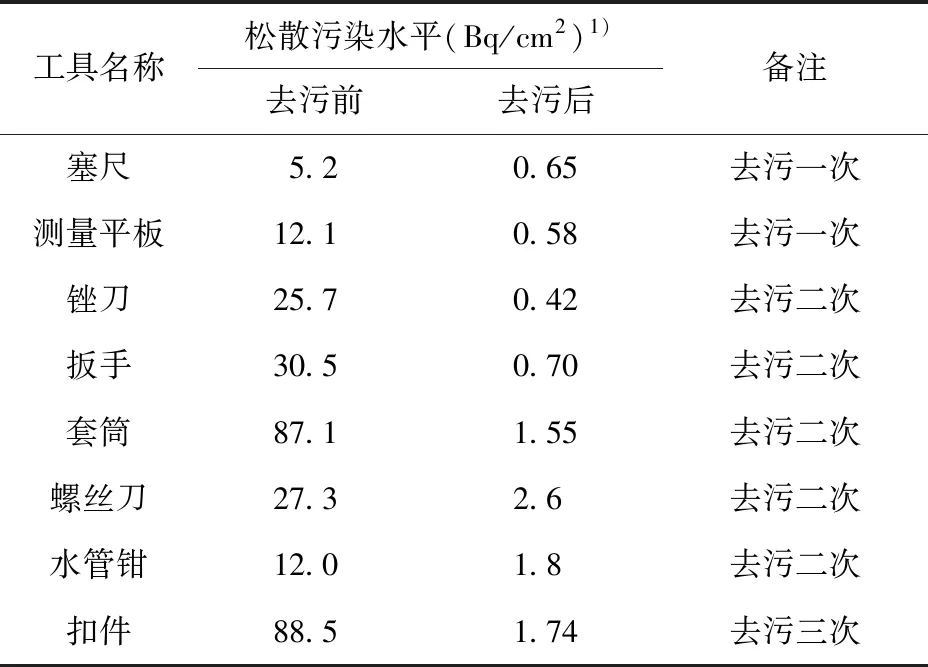
表1 污染工具去污数据
通过工程实践,表明该装置具有如下优点:
(1)该装置有三种执行程序,可据需选择;
(2)该装置的超声波设有两种频率、三种组合。在去污、漂洗过程中均使用超声波,提升去污、漂洗效果;
(3)去污剂可反复利用,减少废液产量;
(4)该装置具有去污、漂洗、干燥的一体化功能,工件放入后无需中途取出,一次完成从去污到烘干的全过程作业,可降低作业班组的集体剂量;
(5)该装置的加热器模块设计为集约管式双侧电加热器,由2个独立加热单元组成,分别加热去污液和漂洗液,既避免两种液体混合,又可节省加热模块空间和减少热量损失;
(6)该装置的去污槽顶盖为升降式,并与工件篮固定,便于取放去污件;
(7)顶盖在烘干结束冷却到室温后气动开启,避免热蒸汽外泄;
(8)设备实现全自动控制,操作简单,占用空间小,移动方便。
4 结束语
该装置是基于“工具复用”的理念设计的,可实现对工具的有效去污,同时不破坏工具、不影响其性能,可多次去污。实践表明,该装置对常见工具去污效果好,去污后工具可复用,减少了报废量;与传统方法相比,使用该装置对污染工具去污,风险低、集体剂量低、二次废物少、作业效率高、能得到干燥的工具,达到了设计目的。
因电站放射性废液处理系统不能处理含油废水,因此暂不能直接处理油污重的工具,这将是下一步研究方向。
