基于TRIZ理论改善轴类自动校直机生产节拍
2022-01-20胥关辉牛加飞
陈 城,胥关辉,牛加飞,于 明,刘 立
(中机试验装备股份有限公司,吉林 长春 130103)
1 引 言
轴类自动校直机是针对汽车及其他机械行业广泛应用的各种轴类零件在热处理过程中产生的变形进行校直的设备。轴类自动校直机的生产节拍是指校直机平均校直一根工件所用的时间。
目前,国产轴类自动校直机与国外轴类自动校直机相比,其生产节拍明显存在不足,很多情况下满足不了生产所需。由于轴类自动校直机生产节拍的快慢涉及多方面的因素,本文采用TRIZ理论中的创新方法进行全方位系统化研究、综合分析,找到根本性的改善措施。
2 基于TRIZ理论创新方法描述问题
全自动轴类校直机主要由以下单元构成:压直单元、测量单元、驱动单元、支撑单元(如图1所示)。测量单元为杠杆测量机构,一端接触工件,随工件表面变化而摆动,反馈至杠杆另一端,通过位移传感器检测工件跳动量。驱动单元左端为主动端——电机+回转顶尖,右端为从动端——回转顶尖+编码器。支撑单元由左右固定支撑及中间可动支撑组成。轴类校直机结构示意图如图2所示。
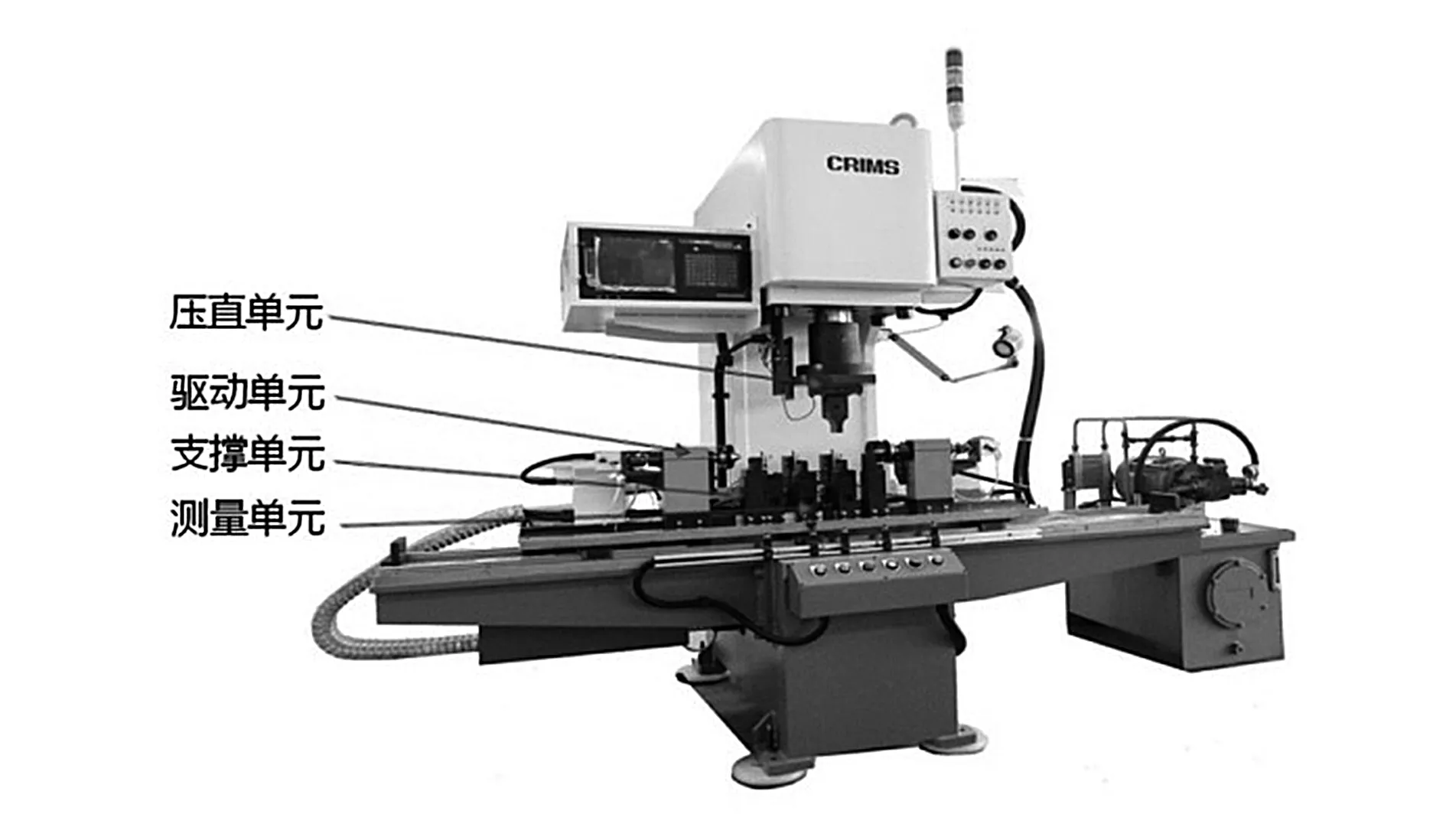
图1 全自动轴类校直机
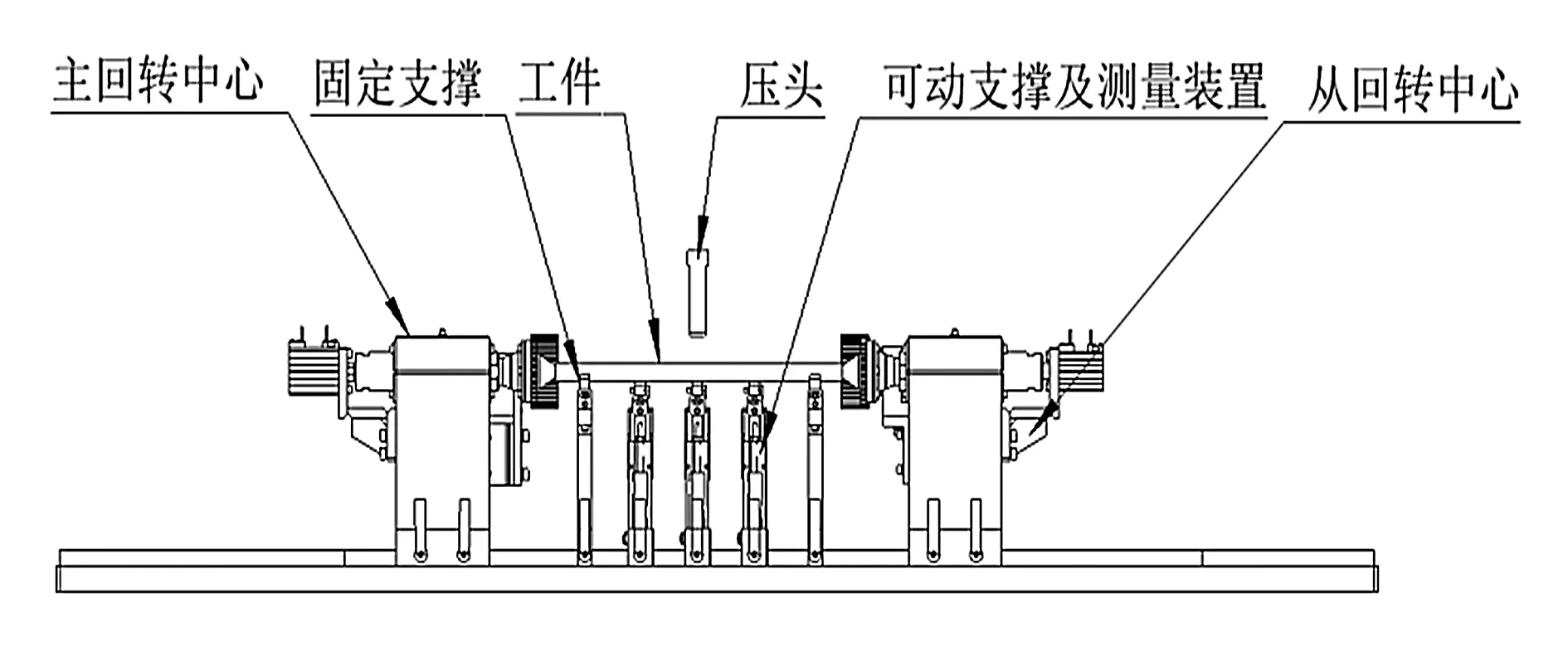
图2 结构示意图
轴类自动校直机的生产节拍是指校直机平均校直一个工件所用的时间。现有轴类自动校直机的工作原理:主动回转中心和从动回转中心的顶尖将工件夹持后,顶尖由电机驱动旋转,通过工件传递到从动回转中心顶尖;与可动支撑相连的测量装置检测到工件表面的跳动量(TIR),从动回转中心的光电编码器检测工件表面的跳动量方向;计算机根据这些数据判断工件最大弯曲位置和方向,并发出指令,使工件最大弯曲点朝上时停止转动,结合TIR幅值及设定的参数计算修正量[1];程序自动判断校直点,并将预先设定的可动支撑升起,主动回转中心和从动回转中心的顶尖松开工件至可动支撑上;压头根据计算机算出的修正量向下快进及工进加载,实现对工件的精密校直修正;重复测量和校直的动作,直至各测量点的跳动量达到预先设定的跳动量值之内,即完成一根轴的校直。
当前技术系统存在的问题:全自动校直机在自动校直过程中,需要反复多次测量及压直,校直效率较低。
对新技术系统的要求:对于任何工件,全自动校直机都能根据初始设定的校直要求,在用户要求的时间内完成校直工作。
3 资源分析
利用资源分析,可得如下技术方案:设计自动移动的支撑,提高单点校直效率(方案1)。
4 解决问题
4.1 技术矛盾
根据因果分析,校直机顶尖磨损失效的原因是采用带轴承的活动顶尖。如果采用固定顶尖,就需要改变结构,增加轴承,这将会导致机构变得复杂。改善的参数:物体产生的有害因素;恶化的参数:系统的复杂性。采用周期性动作或脉冲代替连续动作的提示,得到如下技术方案:
高点校直完毕后需要再次测量,将原来一圈以上的旋转改为半圈,大大减少顶尖的旋转频率,提高其使用寿命(方案2)。
4.2 物理矛盾
根据创新原理并借助中介物原理,得到以下方案:在压头上加装缓冲的聚氨酯,减少高速下压导致的工件断裂(方案3)。
4.3 物场分析
现有模型完整,现有系统的有用作用不足,需要进行改进,但是不能引入新的元件,根据分析,引入电磁场来增强第一个场的作用,得到顶尖加磁场的技术方案:
在顶尖处加入电磁场使顶尖与工件间产生磁性,牢牢吸住工件,避免打滑,消除顶尖对工件驱动的不足(方案4)。
4.4 进化分析
为提高全自动校直机的自动校直效率,分别从压直单元、测量单元、驱动单元、支撑单元进行了改进,该改进趋势符合“子系统不均衡进化法则”。为进一步提高全自动校直机的自动校直效率,需对支撑单元进行改进,得到支撑可动智能化的技术方案:
支撑可上下定量伸缩,并配合压头快速校直(方案5)。
5 方案评价
运用工程经验及同类实例的应用情况对备选方案进行评价与决策。
5.1 方案列表
综上,所得技术方案如表1所示。
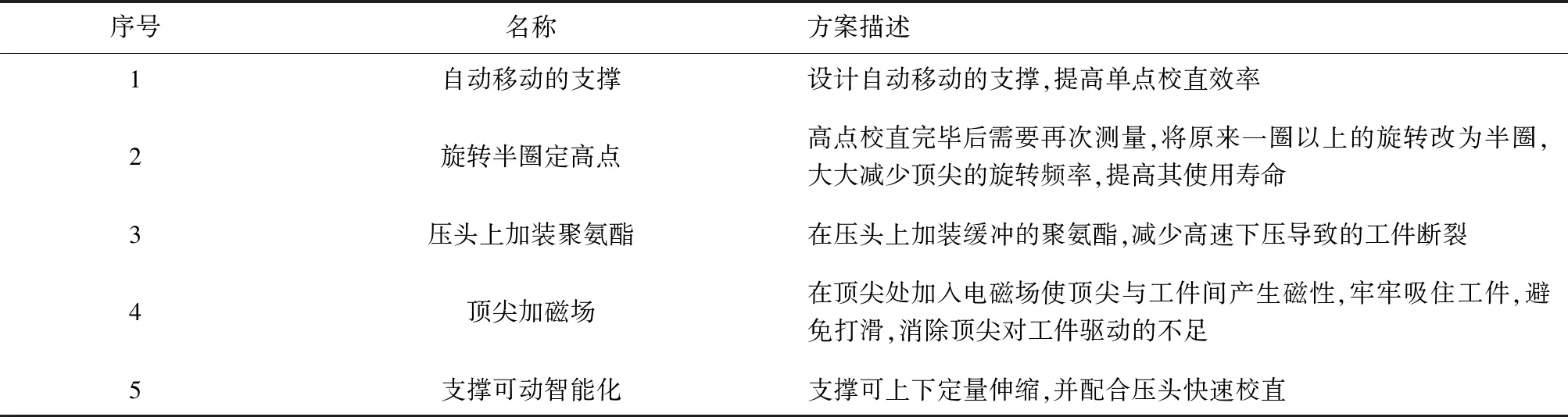
表1 方案列表
5.2 决策
根据上述分析,选择旋转半圈定高点(方案2)和压头上加装聚氨酯(方案3)为主要的执行方案。首选是方案2,该方案在经济性、可行性等方面最优,经过验证达到了改善校直节拍的目的。
6 结 论
轴类自动校直机的应用领域越来越广,实际生产对校直效率的要求也越来越高。通过本研究所得技术方案,能够有效地提高校直效率,改善校直机的使用条件。
