一种航空发动机滑油喷嘴双斜小孔的加工工艺方法研究
2022-01-14刘翰阳覃事鹏智绪旺
刘翰阳 覃事鹏 智绪旺
(中国航发南方工业有限公司,株洲 412002)
航空发动机滑油喷嘴是航空发动机滑油系统的重要零部件之一,主要作用是将润滑油喷向特定位置[1-2],从而为各个轴承及齿轮等摩擦副之间提供冷却与润滑的效果。该部件的主要特点是“小而精”。其中:“小”指的是喷嘴的结构尺寸小,质量轻;“精”指的是喷嘴微孔气道要求有高精度的喷射方向与喷射流量[3]。喷嘴的加工精度和质量决定了发动机工作过程中滑油润滑冷却的效果,直接影响着滑油系统的工作状态。
某型滑油喷嘴上有5个沿不同方向散布在喷嘴圆柱外壁上的双斜孔,如图1所示。由于精度要求高,孔径较小,喷嘴本体可用夹持部位较短,加工过程中不利于保证产品精度[4-5]。同时,若以零件自身装夹找正,需要重复装夹找正5次,加工效率低,不利于零件的批量生产。

图1 滑油喷嘴模型
1 喷嘴的加工工艺分析
喷嘴的结构图如图2所示。从图2中可以看出,喷嘴外壁上不规则地散布着5个不同方向的小孔,加工时需要先将被加工孔调整到竖直方向,但是喷嘴外形为异形件,没有合适的基准用于喷嘴的5次转吊角度调整。因此,为了提高加工效率,必须设计专用夹具。夹具的设计要解决以下几方面的问题:

图2 喷嘴结构示意图
(1)解决滑油喷嘴的装夹定位问题,一次装夹能够实现多个孔的加工,以提高生产效率;
(2)夹具上应有合适的找正基准,用于将喷嘴上的双斜孔调整到竖直状态;
(3)合理设置工艺球位置,不能影响喷嘴双斜孔的加工,且尺寸换算相对方便。
2 专用夹具的设计
夹具以喷嘴外圆ΦD定位,利用ΦW孔确定小孔的角度方向,在喷嘴尾部用压板压紧。在夹具上设置工艺球,并给出工艺球球心到喷嘴定位圆及支靠端面的实际距离,其结构示意图如图3所示。

图3 夹具示意图
3 喷嘴双斜小孔的加工
现针对图2的D-D剖视图中右侧的小孔(其转角为90°-K°、吊角为90°-P°)来阐述其加工方法:首先,将夹具固定在镗床的万能转台上,以夹具的一长侧面拉直万能转台吊角(90°-P°),夹具的摆放视孔的倾斜方向不同而定),确定夹具在机床上的吊角之后,如图4所示;其次,找正工艺球,按照图4计算出X方向的距离(Y方向的距离为夹具上工艺球中心到Φ16孔中心的水平距离,即25 mm);最后,通过计算孔到辅助基准的尺寸确定双斜孔位置并进行加工。
4 孔至辅助基准的尺寸计算
根据图4做出如图5所示的简图,由已知尺寸计算出尺寸AB的值即为该孔至辅助基准(工艺球)的尺寸。根据图5中的数据用勾股定理计算可得尺寸AB的长度为33.4 mm。同理,用此方法可计算出其余各孔的相应尺寸。
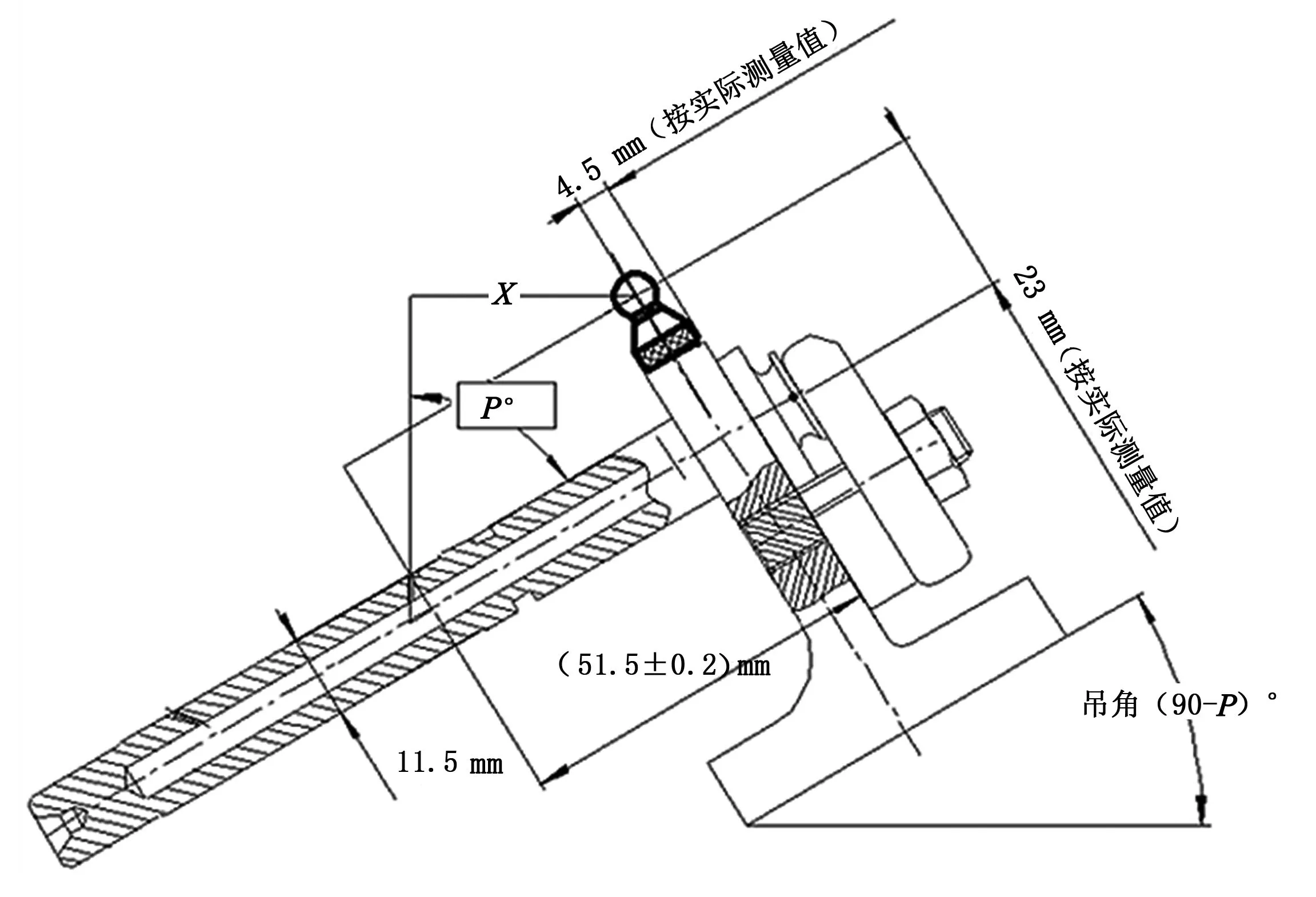
图4 喷嘴加工示意图
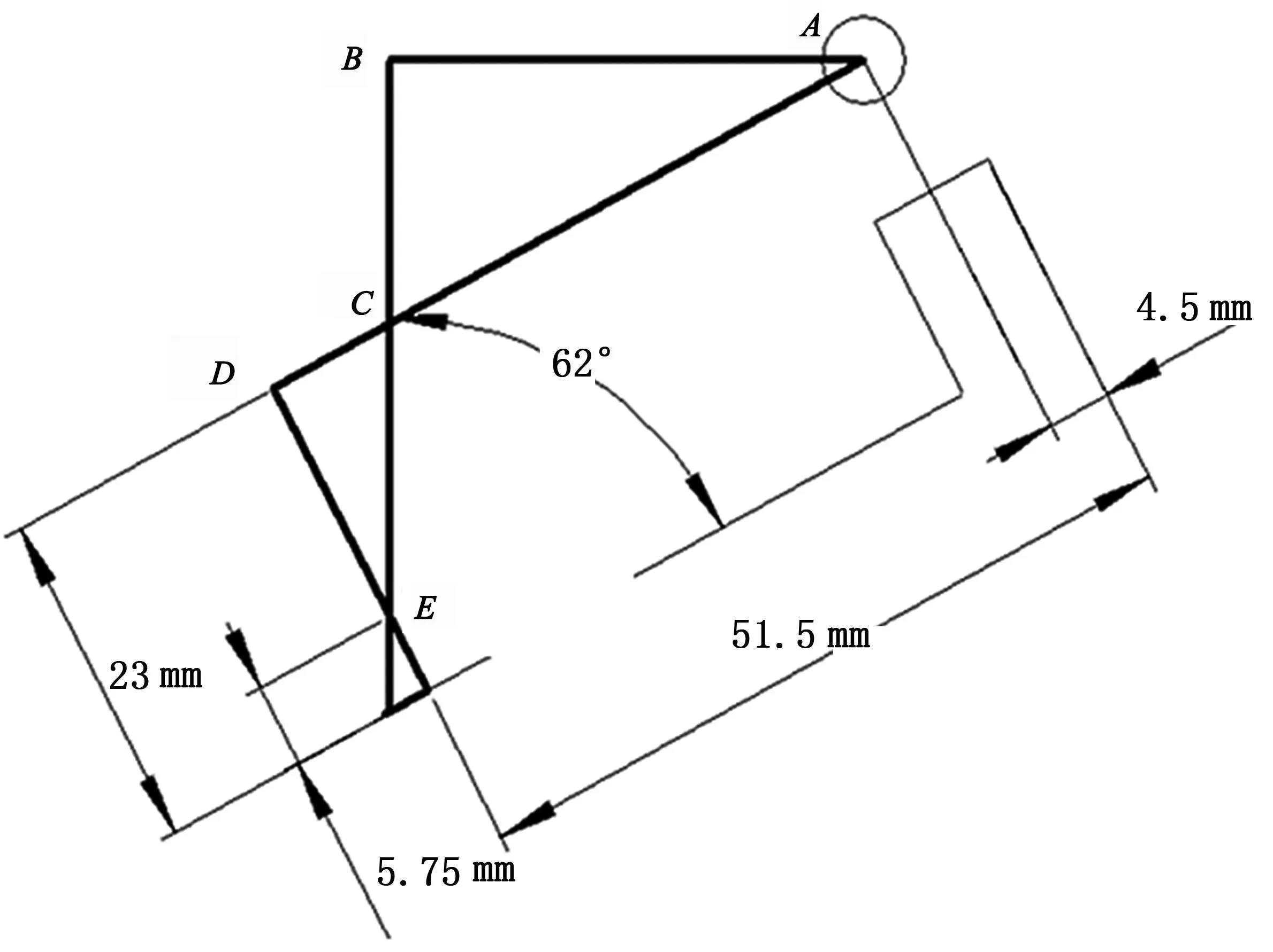
图5 尺寸计算简图
5 喷嘴加工过程中的注意事项
(1)在零件加工过程中,压紧零件后应在喷嘴悬空的部位用小千斤顶作为辅助支承支靠零件,避免加工过程中因切削力大而导致零件变形,从而影响零件精度。
(2)加工过程中应勤退铁屑,并控制进给速度,以防止卷屑对零件表面造成划伤。
(3)由于被加工孔口处并非垂直于喷嘴外壁,第一步需要采取平头铣刀在零件表面铣削一个小平面再钻削加工,如图6所示,以避免直接钻削加工时钻头发生滑动而影响产品质量。
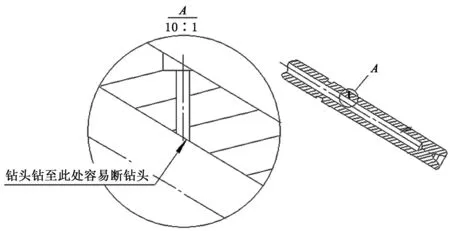
图6 小孔加工示意图
6 结语
通过设计专用夹具实现滑油喷嘴外壁上双斜小孔的加工,克服了滑油喷嘴自身需要多次转吊调整方向的外形基准局限性。加工时,一次装夹即可实现多个双斜小孔的加工,缩短了生产准备时间,提高了加工效率,达到了事半功倍的效果。
