5083铝合金焊接数值分析研究
2022-01-14邱燕超芦海涛
邱燕超 刘 颖 于 滢 芦海涛
(1.中国计量科学研究院,北京 100020;2.天津财经大学,天津 300221)
5083铝合金是Al-Mg合金中的典型合金,属于高镁合金,具有良好的成型性能和耐腐蚀性能[1-2]。但与传统结构材料相比,其熔点低、密度小、导热率大、可焊性能较差。因此,若采用传统焊接方法,易出现热变形、热裂纹、气孔等缺陷。1991年,英国焊接研究所提出了一种焊接工件不熔化的先进固相焊接技术,即搅拌摩擦焊技术。这种焊接技术焊接的工件外观平整、性能优良、焊后残余应力和变形小,且焊接过程无烟尘、无辐射、不需焊丝、不需气体保护,还能节约能源。目前,已有实验证明,摩擦搅拌焊适用于所有型号的铝合金,如Al-Cu系列、Al-Mg系列、Al-Zn系列、Al-Li系列、铝基复合材料以及铸态和挤压铝合金间的焊接[3-5]。现阶段,摩擦搅拌焊技术应用的范围不断扩大,但对其接头形成机理等理论研究还在起步阶段,因此需对其进行深入的研究,以促进这一科学技术的发展。
本文以5083铝合金为应用对象,建立三维有限元模型,并针对焊接速度、搅拌头转速等不同工艺参数,采用COMSOL软件分别进行了温度场的数值模拟。同时,通过激光显微镜等实验手段对其不同区域的微观三维形貌进行了观察,为铝合金摩擦搅拌焊技术的发展提供了理论和实验支持。
2 实验和模拟方法
2.1 实验方法
采用5083-H321铝合金为焊接材料,尺寸为350 mm×150 mm×6 mm,其化学成分见表1,力学性能见表2,物理性能见表3。

表1 5083铝合金板材化学成分

表2 5083铝合金板材力学性能

表3 5083铝合金板材物理性能
按前期正交实验搅拌焊已完成的结果和样品,切割出典型微观组织结构试样并做好标记。通过激光显微镜观察不同工艺参数焊接处的三维形貌。在10X激光显微镜下,接头表面会形成均匀的弧纹。经试验表明,在不同的工艺参数下,焊缝表面会形成不同间隔距离的弧纹,这种弧纹表示焊接时铝合金的流动情况。主轴转速为1 600 r·min-1,焊接速度为150 mm·min-1,轴肩下压量为0.06 mm时,焊接纹路清晰,弧纹水平间距大小均匀且适当,焊缝表面较为平整,与母材差距最小。
焊接过程中,转速和焊接速度共同对表面弧纹间距产生影响。转速能够反映材料受到搅拌的剧烈程度,转速越高,流动性越好。焊接速度能够反映材料填充搅拌头回撤边区域的时间,焊接速度越大,形成的弧纹间距越宽。随着焊接速度增大,弧纹的间距更大。通过试验发现,相对转速的变化,改变焊接速度对接头的弧纹间距影响较大。
2.2 模拟方法
图1为所建立的有限元模型。该模型沿焊缝对称,模拟一块铝板即可。模拟板材尺寸为350 mm×150 mm×6 mm,由X方向的两个无限域围绕。采用固定在搅拌头轴上的移动坐标系,坐标变换后,传热问题即可转化为稳态对流传导问题。将坐标系固定在焊接搅拌头中,则方程包括除传导项之外的对流项,铝板中的传热表达为:
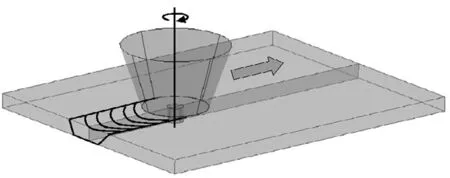
图1 铝合金摩擦搅拌焊三维有限元模型

式中:k为导热系数;ρ为密度;Cp为比热容;u为速度。
输入焊接速度,以-X为方向。模型将搅拌头的销与工件之间界面上产生的热量模拟为表面热源,则表达式为:

式中:μ为摩擦系数;rp为销半径;ω为销的角速度;为平均剪切应力。
用插值函数输入5083-H321铝合金的温度值及相对应的剪切应力,可得到剪切应力和温度的函数。通过计算搅拌头轴肩与工件间界面处产生的热量,并使用式(3)得出距离搅拌头中心轴r处单位面积的局部热通量Qsloulder(单位为W·m-2)为:
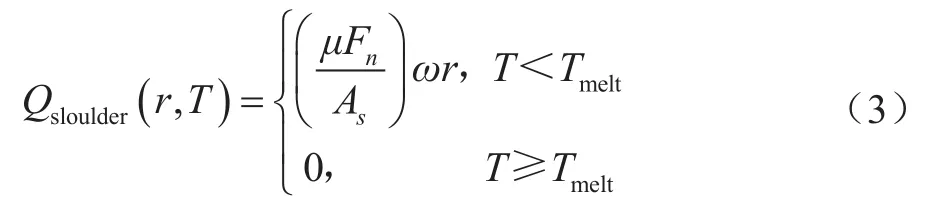
式中:Fn为法向力;As为轴肩表面积;Tmelt为铝熔化温度;μ为摩擦系数;ω为搅拌头的角速度。
当实际温度超过铝的熔点后,搅拌头与铝板之间摩擦力减小,则将模型轴肩与销产生的热量设为零。设沿焊缝边界对称,铝板上下表面由于自然对流和表面对环境辐射而散热,这两个表面的相应热通量表达式为:

式中:hu、hd为自然对流的传热系数;T0为参考温度;ε为表面辐射率;σ为斯蒂芬-玻尔兹曼常数;Tamb为环境空气温度。
铝离开计算域的左侧无限域的模拟,可确保温度通过自然对流和表面对环境辐射与无限远处的温度平衡。因此,将此处的边界条件设为绝热,则hu=12.25 W·m-2·K-1及hd=6.25 W·m-2·K-1,得到摩擦搅拌焊的温度场模型。
3 结果与分析
3.1 模拟分析结果
图2为铝合金摩擦搅拌焊模拟结果。从图2中可以看出铝与旋转搅拌头接触处的温度最高,最高可达980 K,足以使得铝材料融化。在搅拌头后方,此焊接过程会将热材料甩向远方,而在其前方,新的冷材料进入,温度由焊核处向前方呈梯度性降低。焊接速度在160 mm·min-1时,温度场梯度最密集。

图2 铝合金摩擦搅拌焊模拟温度图
3.2 实验验证
图3为铝合金弧纹高度图。在10X的激光显微镜下,弧纹的水平距离与主轴压力无关。当搅拌头转速相同时,焊接速度越大水平间距越小。弧纹的高度仅与主轴压力相关,主轴压力越大,其高度越大。焊接速度为150 mm·min-1左右时,所呈现的高度差最小。
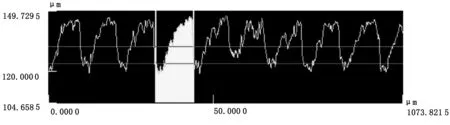
图3 铝合金弧纹高度图
实验观察得到,焊接后形成的焊缝表面会产生均匀的弧纹。使用激光显微镜,在10X的镜头下观察不同工艺参数下焊缝的表面弧纹,通过测量发现弧纹的水平间距与焊接速度和搅拌头的转速有关。当搅拌头旋转速度相同时,焊接速度越大弧纹的水平间距越大。当焊接速度相同时,搅拌头的旋转速度越大弧纹的水平间距越小。弧纹表面的高度差仅与焊接速度有关,无论搅拌头的转速、主轴压力以及压入深度是多少,弧纹表面的高度差均为在焊接速度为160 mm·min-1时最小。
4 结论
通过以上研究,得出主要结论如下。
(1)在焊接过程中,旋转速度和焊接速度共同对表面弧纹的间距产生影响,旋转速度表征材料受到搅拌头搅拌的剧烈程度,旋转速度越高,材料受到的搅拌越剧烈,流动性越好。
(2)铝与旋转搅拌头接触处的温度最高。
(3)当搅拌头旋转速度相同时,焊接速度越大弧纹的水平间距越大。当焊接速度相同时,搅拌头的旋转速度越大弧纹的水平间距越小,且弧纹表面的高度差仅与焊接速度有关。
