YG8硬质合金高效精密磨削实验研究
2022-01-14王晓琴
卢 继 张 勇 王晓琴 覃 俊
(湖南劳动人事职业学院,长沙 410100)
1 技术背景
由于硬质合金具有较高的硬度、耐磨性、耐热性,其机械加工相当困难[1]。YG8硬质合金适于制作机器及工具的易磨损零件,如喷咀、顶尖、导向装置、模具导向杆等,也可用作钢、有色金属等零件的车削、铣削、钻孔刀具。为了提高YG8硬质合金的加工精度和质量,在机械加工中往往采用磨削工艺对其进行精加工。
通过分析国内外硬质合金磨削加工现状可以发现,研究者主要以金刚石砂轮对硬质合金进行磨削[2-5],采用其他类型砂轮磨削硬质合金的研究较少。立方氮化硼(Cubic Boron Nitride,CBN)和金刚石是目前常用的超硬磨料。人造金刚石显微硬度为10 060~11 000 HV,但是金刚石在温度超过700~800 ℃时就会完全失去其硬度。CBN的显微硬度为7 300~10 000 HV,仅次于金刚石,其抗弯强度约为Al2O3磨粒材料的两倍,而且CBN有比金刚石高很多的热稳定性(硬度失效温度可达1 400 ℃)[6]。通过硬质合金磨削温度相关的研究可知[7-8],在一定的磨削条件下,金刚石砂轮磨削硬质合金的温度将超过800 ℃。因此,采用金刚石砂轮磨削硬质合金将受到磨削温度的限制,不利于提高硬质合金磨削的加工质量和加工效率。若采用CBN砂轮对硬质合金进行磨削,在较高的磨削温度下CBN磨料仍然能保持其原有的硬度和强度,其使用性能不会显著下降。然而,目前关于采用CBN砂轮磨削硬质合金以及对砂轮磨损情况的研究极少,限制了硬质合金产品的广泛应用。
为了提高YG8硬质合金的磨削加工质量,本文开展了YG8硬质合金的磨削加工实验,通过观察磨削加工后的表面微观形貌,分析YG8硬质合金的磨削加工材料去除机理,提出了优化YG8硬质合金磨削工艺的策略。
2 实验过程
磨削实验在平面精密磨床上进行,磨削实验平台如图1所示。磨削工件材质为YG8硬质合金,YG8硬质合金中硬质相WC质量分数为92%,粘结相Co质量分数为8%,材料硬度不低于89 HRA。磨削所用砂轮材质分别为CBN树脂结合剂砂轮、CBN电镀砂轮、白刚玉(氧化铝)砂轮。

图1 磨削实验台
磨削实验参数如表1所示。实验过程中,采用1、2、6作为对照组研究砂轮材质对磨削加工质量的影响,采用2、3、4作为对照组研究磨削加工参数对加工质量的影响,采用2、5,6、7作为对照组研究醋酸腐蚀对磨削加工质量的影响。

表1 磨削实验参数
3 磨削表面微观形貌分析
采用扫描电子显微镜观察磨削加工后的工件微观表面形貌。不同类型的砂轮在磨削速度为20 m·s-1、磨削深度为15 μm、进给速度为6 m·min-1的加工参数下,加工表面微观形貌如图2所示。可以看出,160目的树脂结合剂CBN砂轮磨削加工表面质量要优于320目的CBN电镀砂轮磨削加工质量,在图2(a)中加工表面的表面完整性更好,在图2(b)中出现了明显材料堆积和材料的脆性断裂情况。采用CBN电镀砂轮磨削时,在工件入口处甚至发生了材料破碎崩塌现象,如图2(c)所示。采用氧化铝砂轮磨削YG8硬质合金效果较差,基本上不能有效去除工件表面的材料,如图2(d)所示。

图2 不同类型砂轮磨削加工表面的微观形貌
不同加工参数条件下的磨削加工表面形貌如图3所示。图3(a)为采用树脂结合剂CBN砂轮在磨削速度为20 m·s-1、磨削深度为30 μm、进给速度为6 m·min-1的加工参数下的磨削加工表面微观形貌。图3(b)为采用树脂结合剂CBN砂轮在磨削速度为30 m·s-1、磨削深度为 15 μm、进给速度为 6 m·min-1的加工参数下的磨削加工表面微观形貌。对比图3(a)和2(a)可以发现,采用树脂结合剂CBN砂轮,当磨削深度从15 μm增加到30 μm时,YG硬质合金的材料去除仍然以塑性去除为主,表面加工质量没有出现明显的下降。对比图3(b)和图2(a)可以发现,采用树脂结合剂CBN砂轮,当磨削速度从20 m·s-1增加到30 m·s-1时,YG硬质合金的磨削表面加工质量显著提升,材料去除变得更加均匀,划痕现象显著降低。

图3 不同加工参数磨削加工表面的微观形貌
采用醋酸腐蚀过的磨削加工表面形貌如图4所示,其中图4(a)为采用树脂结合剂CBN砂轮在磨削速度为20 m·s-1、磨削深度为15 μm、进给速度为6 m·min-1的加工参数下磨削加工表面的微观形貌,图4(b)为采用电镀CBN砂轮在磨削速度为20 m·s-1、磨削深度为15μm、进给速度为6 m·min-1的加工参数下磨削加工表面的微观形貌。在图4(b)中一半为已磨削加工表面,一半为未加工表面。对比图4(a)与图2(a)可以发现,采用树脂结合剂CBN砂轮磨削经过醋酸腐蚀后的表面完整性和均匀性更好,难以见到明显的加工纹理。对比图4(b)与图2(b)可以发现,采用CBN电镀砂轮磨削经过醋酸腐蚀后的表面质量也有所提升,材料的塑性堆积减少,材料的脆性断裂也显著降低[9]。
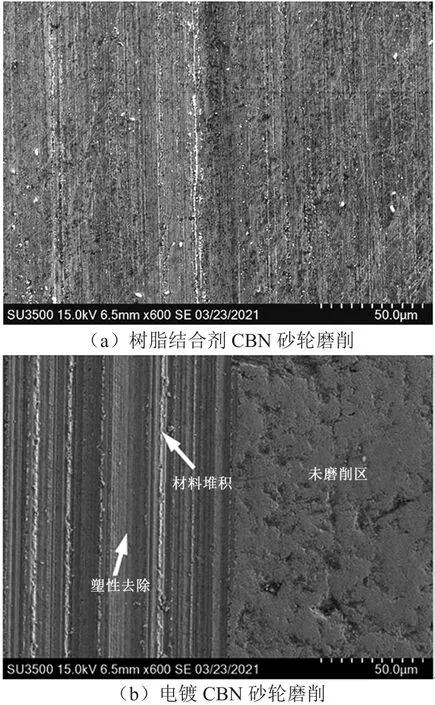
图4 醋酸腐蚀磨削加工表面微观形貌
4 结论
通过开展YG硬质合金磨削实验研究可以得出以下结论。
(1)采用树脂结合剂的CBN砂轮比CBN电镀砂轮能获得更好的表面加工质量,有利于减少YG硬质合金在加工过程中的脆性断裂和材料堆积,而氧化铝砂轮难以有效去除YG8硬质合金材料。这是由于树脂结合剂砂轮硬度要小于CBN电镀砂轮,且树脂结合剂在磨削过程中可以产生的回弹力比电镀砂轮的回弹力要大,可以缓冲磨削载荷的冲击,利于减少材料裂纹的产生和扩展,避免过大的磨削力冲击可能导致产生的材料脆性断裂和崩碎。
(2)采用树脂结合剂CBN砂轮进行磨削加工,当磨削深度达到30 μm时加工表面质量没有明显下降,当提高磨削速度到30 m·s-1时加工表面质量可以显著提高。因此,在实际加工过程中,可以适当加大磨削深度来提高加工效率,同时增大磨削速度来提高加工精度。
(3)采用醋酸腐蚀可以提高硬质合金的表面磨削加工质量,减少材料的堆积和脆性断裂。这是由于醋酸可以溶解腐蚀硬质合金表层材料中的结合剂金属Co,使硬质合金表层材料结构松散,从而降低材料的表层强度和硬度,以便于磨削加工材料的去除。因此,在精密磨削加工中可以使用醋酸腐蚀作为辅助手段来提高零件的加工质量。
