面向工程机械液压泵再制造的拆解序列规划研究*
2022-01-06颜克伦王伏林韩慧仙
□ 颜克伦 □ 王伏林 □ 韩慧仙 □ 刘 彤
1.湖南机电职业技术学院 长沙 410151 2.湖南大学 机械与运载工程学院 长沙 410082
1 研究背景
工程机械是用于工程建设的各类施工机械的总称,量大面广[1]。随着我国工程机械保有量的持续攀升,市场对技术服务的需求急剧增大。液压泵是工程机械中液压系统的关键零部件,种类型号多,结构精密复杂,生产制造工艺严谨,价值较高。对工程机械液压泵进行再制造,实现循环再利用,能充分发挥其潜在价值,提高资源利用率。从生产制造成本、能耗、环境等角度来考量,液压泵再制造远优于重新制造新品。
土方机械零部件再制造工艺流程图如图1所示。由图1可知,再制造拆解是再制造工艺流程中的首个重要工序,柔性、高效、无损的拆解工艺,能够保障再制造毛坯的质量和性能,防止关键零部件遭受二次损坏,提高再制造效率,降低再制造的难度和成本,在GB/T 32806—2016《土方机械 零部件再制造 通用技术规范》中,明确要求最大限度地做到无损拆解[2]。根据GB/T 28619—2012《再制造 术语》,拆解指对再制造毛坯进行拆卸、解体的活动[3]。根据GB/T 32804—2016《土方机械 零部件再制造 拆解技术规范》,再制造拆解指将旧产品及其零部件按顺序依次拆卸、解体,直至最小不可拆解单元,同时需要保证在拆解过程中防止零部件的性能受到进一步损坏[4]。在GB/T 32804—2016和GB/T 32810—2016《再制造 机械产品拆解技术规范》中,详细规定了再制造拆解的技术规范,包含拆解要求、拆解方法、安全与环保要求等内容[4-5]。在JB/T 13788—2020《土方机械 液压泵再制造 技术规范》中,专门针对土方机械液压柱塞泵再制造规定了拆解、检测、修复等内容[6]。
各类工程机械的工况各不相同,一般在户外环境较为恶劣且在服役一定年限后,工程机械液压泵逐渐出现故障、失效、零件腐蚀、磨损、破碎等现象。目前,针对工程机械液压泵,国内主要由技术人员凭借经验进行手工维修,拆解主要依靠人力,效率低,安全隐患多,零件容易遭受二次损坏。当工程机械液压泵服役条件、服役时间不同时,即使同类型同型号工程机械液压泵,各零部件状况也有较大的不确定性,加之拆解并不是简单的装配逆过程,导致拆解过程费时费力。由此可见,研究工程机械液压泵柔性、高效、无损拆解,特别是拆解序列规划问题,非常有必要。
2 国内外研究现状
国内外针对拆解序列的研究,主要集中在可拆解性、拆解模型、拆解序列规划及自动生成、拆解时间计算等方面。

▲图1 土方机械零部件再制造工艺流程
Jin等[7]基于产品模型,构建了产品空间干涉矩阵,以表达零部件之间的空间约束关系。Li Jingrong等[8-9]基于拆解约束图,提出了一种面向对象的智能拆解序列规划方法。Xirouchakis等[10]考虑零部件的拆解优先关系,利用佩特里网生成拆解序列。Navin-Chandra[11]开发了一种分析工具ReStar,通过这种工具可以得到拆解计划,并且可以判断拆解计划在经济性方面和环境性方面是否有益。Arai等[12]利用计算机辅助设计仿真产品的装配和拆解过程,分析产品实体模型,从所有拆解序列中得到最佳的拆解序列。Dini等[13]最早提出干涉矩阵的概念,即产品任意一个零件在笛卡尔坐标下,沿着X轴、Y轴、Z轴运动时与其它零件会发生干涉情况。干涉矩阵能较好地反映产品零部件间的拆卸优先关系和约束关系,保证产品拆解序列在几何上的可行性。
李方义等[14-15]对绿色设计的理论和方法进行了研究。朱国才等[16]和向东等[17]对拆解梯次、拆解模型等进行了分析。裴恕等[18]对车辆拆解和回收技术进行了研究。王伏林、吴博等[19]对再制造拆解技术进行了大量研究,提出一种面向拆卸稳定性的产品拆卸序列规划方法。吴博[20]对工程机械液压缸再制造拆解进行了研究与应用。刘志峰等[21]对家电产品拆解进行了研究,提出利用遗传算法、粒子群算法等方法优化拆解序列。刘佳等[22]构建了飞机机载设备维修拆卸有色佩特里网模型,研究零部件间的优先关系。
上述研究基本解决了拆解序列生成问题,为拆解过程追求柔性、高效、无损提供了良好的基础。笔者选择工程机械配置率最高的日本川崎精机生产的具有双泵结构的K3V系列斜盘式轴向柱塞泵作为研究对象,构建二维和三维拆解模型,利用空间约束矩阵、接触矩阵、自由度约束矩阵分析拆解模型,研究拆解序列规划算法。该系列液压泵的额定压力为34.3 MPa,压力峰值为39.2 MPa,常用型号排量为112 cm3、140 cm3、180 cm3,对应质量依次为125 kg、160 kg、160 kg。
3 液压泵结构
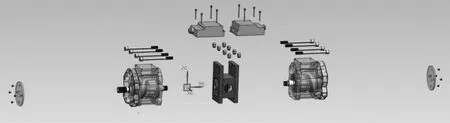
K3V系列斜盘式轴向柱塞泵实物如图2所示,局部剖开图如图3所示,理想二维拆解模型如图4所示。此类液压泵为双泵式布置,即左右各有一台液压泵,对称布置,中间用传动轴以花键套连接。一台完整K3V系列斜盘式轴向柱塞泵由调节器、传动轴、螺钉、前泵盖、前泵体、后泵盖、后泵体、中间泵体、密封圈、轴承、斜盘、配油盘、缸体、柱塞、滑靴、中心回程盘、中心套筒、弹簧、钢珠等零件组成。

▲图2 液压泵实物

▲图3 液压泵局部剖开图

▲图4 液压泵理想二维拆解模型
4 液压泵工作原理
当外力驱动传动轴旋转时,同时带动内部前、后两个缸体旋转。柱塞随缸体旋转,并且在柱塞孔内做往复轴向运动,形成容积变化。这样,前、后泵体同时完成吸压油,前后泵的吸油孔和排油孔都在中间泵体上。改变斜盘倾角时,可以改变柱塞行程,从而改变泵的排量。倾角增大,排量增大,最大倾角为15°~20°。当倾角为零时,柱塞不产生往复轴向运动,不吸压油,排量为零。
液压泵属于液压系统动力元件,K3V系列斜盘式轴向柱塞泵属于高压、大流量液压泵。根据实际经验,由于工程机械的工况较为恶劣,在服役过程中,液压泵常见的失效形式主要包括:① 缸体端面与配油盘磨损后产生间隙超差或配油盘破损;② 滑靴与斜盘长期摩擦导致磨损,使平面间隙超差,进而导致效率降低;③ 滑靴烧蚀脱落;④ 斜盘划伤;⑤ 中心回程盘磨损或崩裂;⑥ 液压油中混入杂质,导致柱塞外表面与柱塞孔内壁磨损严重,形成圆环形间隙,进而使吸压油失效;⑦ 柱塞拉伤、烧灼、卡死、断裂,或与缸体咬合[23]。
5 拆解序列规划
结合图4,21个零部件的可行拆解方向见表1,√表示在对应方向上可以拆解。

表1 压液泵零部件可行拆解方向
21个零部件的拆解空间约束矩阵为P,P中元素Pij表示零部件i与j的约束关系。当Pij为1时,表示j约束i。当Pij为0时,表示j不约束i。当i行的向量元素之和为0时,表示零部件i可拆解。j列的向量元素之和越大,表示被j约束的零部件数量越多,应优先拆解j。P为:

21个零部件的拆解空间接触矩阵C为:

C中元素Cij表示零部件i与j的接触情况。当Cij为1时,表示i与j有接触。当Cij为0时,表示i与j无接触。
21个零部件的拆解空间自由度约束矩阵F为:

(1)

由P可分析得到,当前可拆解零件为调节器、螺钉、长六角螺栓。前、后泵调节器非液压泵本体部分,优先拆解,如图5所示。P中6列和16列的向量和等于7,高于其它列对应的零件,可拆解,如图6所示。

▲图5 拆解调节器
由此,拆解序列为调节器、长六角螺栓、螺钉。拆解螺钉如图7所示。

▲图6 拆解长六角螺栓
更新拆解模型矩阵P、C、F,将确定已拆解的零部件对应编号从矩阵的行、列中删除,矩阵变化,得到可拆解前密封盖和后密封盖,如图8所示。
继续更新拆解模型矩阵P、C、F,中间泵体对应列的向量和等于10,高于其它零件,本应优先拆解中间泵体,但由于中间泵体所处位置不能直接拆解,只能分别将前泵体、后泵体从两边拆解,使中间泵体处于可拆解状态,如图9所示。
拆解前、后配油盘对其它零件不产生影响,剩下独立零件中间泵体,如图10所示。再拆解前、后缸体与柱塞组件,对其它零件不产生影响,如图11所示。

▲图7 拆解螺钉
▲图9 拆解前泵体、后泵体

▲图10 拆解前配油盘
此后,强行拆解前泵体或后泵体时,会强行带动前斜盘或后斜盘运动、振动,因此先拆解前、后泵盖,如图12所示。
前、后传动轴与轴承组件,以及前、后斜盘优先级别相同,前、后斜盘不受限制,立即拆解,如图13所示。最后拆解前、后传动轴与轴承组件,如图14所示。

▲图11 拆解前缸体与柱塞组件

▲图13 拆解斜盘

▲图14 拆解传动轴与轴承组件
最终得到可行拆解序列为前调节器、后调节器、长六角螺栓、螺钉、前密封盖、后密封盖、前泵体、后泵体、前配油盘、后配油盘、中间泵体、前缸体与柱塞组件、后缸体与柱塞组件、前泵盖、后泵盖、前斜盘、后斜盘、前传动轴与轴承组件、后传动轴与轴承组件。
6 结束语
笔者充分考虑了工程机械液压泵再制造的拆解序列要求,通过构建工程机械液压泵二维与三维拆解模型,利用空间约束矩阵、接触矩阵、自由度约束矩阵,研究零部件之间的关系和拆解过程,生成切实可行的拆解序列,旨在提高拆解效率,节约拆解时间,防止零部件在拆解中遭受二次损坏,追求泵类零件的柔性、高效、无损拆解。
