轧钢液压、润滑管道的在线循环酸洗应用
2022-01-06张圆吉曹永波程晶晶
张圆吉 曹永波 程晶晶
(潍坊特钢集团有限公司,山东 潍坊 261201)
1 工艺特点
(1)液压、润滑系统管道制作、安装完毕后不用拆卸,只需在现场根据循环酸洗要求组成若干个酸洗回路。与传统的槽浸式酸洗二次安装工艺相比缩短了工期,大大减轻劳动强度,节约了管道拆卸、二次运输、二次安装的时间和费用,并克服了因二次拆卸所造成的污染;(2)酸洗过程中用临时泵组低压运行,使酸洗液易于来回流动,保证酸洗效果,在短时间内达到酸洗条件;(3)经过循环酸洗的管道已具有一定的清洁度,可大大缩短系统油冲洗的时间;(4)这种方法还具有涂油工序,可维持管内较长时间不生锈,对安排油冲洗提供了灵活条件;(5)酸洗装置和涂油装置设计得结构紧凑,在施工现场可灵活调动[1]。
2 适用范围
该工艺适用于冶金及其它工厂的大、中型液压、润滑系统的管道,管径范围φ10-φ325mm。
3 施工工序
根据现场实际,按照水试漏→脱脂→水冲洗→酸洗→中和→钝化→水冲洗→干燥→喷防锈油(剂)的基本程序进行施工操作。
4 操作要领
酸洗前的准备工作如下所述。
4.1 酸洗施工前提条件的确认
(1)液压、润滑管道施工完毕,达到酸洗条件;(2)管路上的阀门、仪表、胶管等不能参与酸洗的零部件全部拆除完毕。与设备相连的管口应分离开,必要时阀台等小型设备应拆除移位。液压比例、伺服系统中的比例阀、伺服阀等精密元器件可用过渡板替代进行酸洗;(3)生产线上的机械设备应二次灌浆完毕,油库土建施工已完毕。
4.2 现场施工条件调查及准备
(1)施工现场道路畅通,车间内的起重设备应能保证使用;(2)现场应有足够的布置酸洗装置、槽罐、涂油装置等设备的场地和用油存放地及小型机具的临时仓库;(3)现场能提供水源:自来水或者工业循环水;(4)现场应具有干燥洁净的压缩空气,P=0.7Mpa,Q ≥40m3/min。若车间内没有压缩空气,需准备10m3/min 的空压机和储气罐;(5)应落实施工电源;(6)应落实废液排放地点、方法、如何处理;(7)核实临时接管的接头形式、规格及数量,以便加工或购买;(8)了解并掌握酸洗管道的规格、数量及管道布置,确定酸洗回路的划分,对于过长的管道需分段时,根据酸洗方式确定回路连接方式,增设连接口的位置;(9)酸洗回路中增设排气阀和排液阀,保证回路畅通安全;(10)落实酸洗用临时管道(耐酸碱的橡胶软管)进入油库的通道。
4.3 设备、材料和机具的准备
1.根据工程量的大小,准备适当量的材料及酸洗装置、按施工进度进入现场指定位置。化学药品、油类材料必须进入临时仓库保管。
2.各种专用设备在进入现场前均应进行检查维护,保证完好,在现场按照要求组装好。
3.酸洗回路的连接:首先水、电、压缩空气、酸洗装置、涂油装置等准备好,管道按照方案链接好,对接好泵、酸洗液、各回路支管等,按照图1、图2 连接。

图1 串联连接
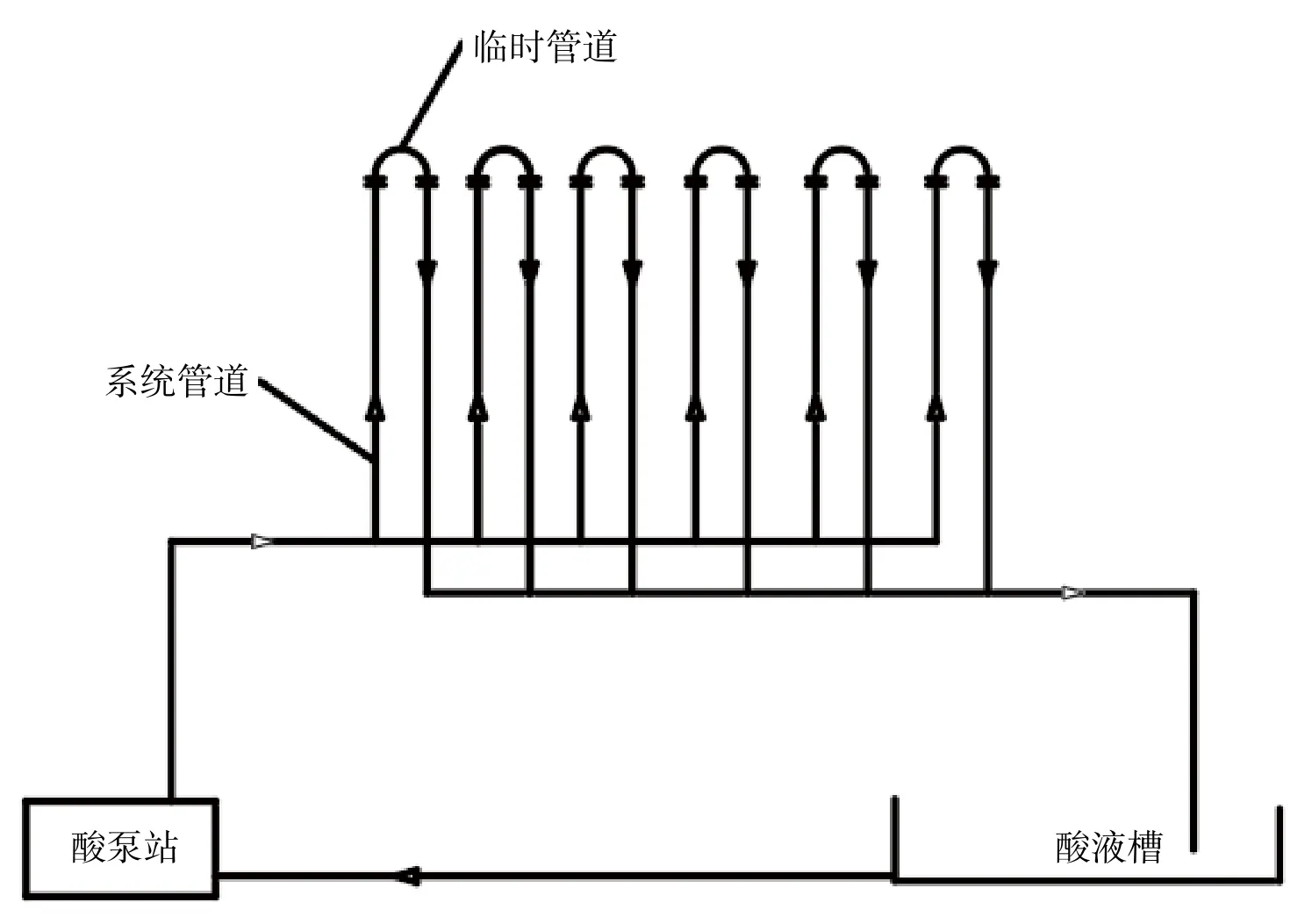
图2 并联连接
4.管道通水试压。连接完毕检查是否畅通,电源、水、电是否能正产运行,管道是否封闭良好。
5.管道脱脂。根据管道内部油脂的多少,确定脱脂液的配方及浓度。对管道内部油脂较多的管道可用5-10%的NaOH 水溶液进行循环脱脂;对油脂较轻的管道可用0.3-0.4%的洗洁精水溶液进行脱脂,脱脂时间的长短视脱脂情况而定。当返回脱脂水溶液液面上没有油花时,可视为脱脂合格,脱脂温度视油脂多少在40-80℃之间。
脱脂合格后,将脱脂液从管路中排空,然后用清水冲洗管道,直到管内残存脱脂液全部排除(使用洗洁精脱脂可不必排空,因为溶液呈中性)。
6.管道酸洗。向酸洗装置中加酸洗药剂,配制酸洗溶液。即盐酸、氟化氢铵、乌洛托品的水溶液。循环酸洗2-4 小时,酸洗温度视管道锈蚀情况而定,一般为40-60℃。管道酸洗要根据管子锈蚀程度、酸液浓度和温度,掌握好酸洗时间,不得造成过酸洗。酸洗结束后,将管内酸液排空,然后用清水冲洗管道,直至冲洗出来的水呈中性(PH=7)为止。废酸排入废液槽,待中和处理后排放。
7.钝化处理。经检查已达到酸洗质量要求后,用含柠檬酸的水溶液对管道进行浮锈处理,直至当清水冲洗所产生的二次浮锈全部被除掉时停止循环,时间约为30 分钟,温度为常温。用氨水调节水溶液的PH=9-10(钢铁钝化最佳区间),即略呈碱性后,加入亚硝酸钠对管道进行2-3 小时的循环钝化。
钝化后,用干燥压缩空气将管道内的钝化液吹出,打开最低点处排液阀,将回路中残存的钝化液排空。
8.涂油。酸洗后的管道应立即用涂油装置涂油,防止管内再度锈蚀。油在管内循环1-2 小时,油温为常温。液压系统管道的涂油应采用系统工作油,润滑系统可用10#机油。油液应使用精细滤油机过滤加入,涂油结束后,用压缩空气将管内的油液吹回油箱。
9.溶液配置。根据酸洗回路管道的直径及长度和酸洗装置储液槽的容积,计算出溶液需用量,按配方比例依次投药,例如配置酸洗液投药顺序:先在储液槽内加水,核算出回路总容积,按配方先加入缓蚀剂,搅拌均匀后,用加酸泵加酸,再加氟化氢铵。
10.废液处理。酸洗工序结束后排出的废酸如能再利用(检查铁离子含量),可暂将其储放在专用的槽罐内,待下一套回路酸洗时再次使用。不能再利用的均排放到废液槽内,中和处理达到排放标准后方可排放。
11.临时连接管的拆除和原系统管道的恢复。酸洗全过程(包括涂油)完成后,马上将临时连接管拆除,对系统管道进行恢复。敞开的管口要用干净的管堵堵严或用塑料布包扎好,防止灰尘异物进入。在线循环油冲洗应在酸洗结束后马上进行,一般不宜超过15 天。
5 专用设备、材料
5.1 专用设备
1.酸洗装置:一套。
2.涂油装置:一般二至三套酸洗装置配备一套涂油装置。
5.2 化学药品
盐酸HCl;氟化氢铵(NH4)HF2;柠檬酸C6H8O9;亚硝酸钠NaNO2;氢氧化钠NaOH;碳酸钠NaCO3;生石灰CaO;洗洁精;乌洛脱品。以上药品用量根据工程量和配方而定。
5.3 其它材料
胶布、洁净的干布等。
6 质量标准及检查方法
质量标准按照YBJ207—85《冶金机械设备安装工程液压、气动、润滑系统施工及验收规范》中规定的条款执行验收,保证管内壁无附着异物,达到规范要求。检查方法:酸洗时取一、二个与回路中待酸洗管道内壁锈蚀程度相当的短管作为试样放在储液槽内,通过检查试样酸洗质量来判断回路的酸洗情况。试样合格后,可拆开几处管道接口检查内部酸洗质量。
7 结语
在各工序配备有经验的操作人员,保证操作工艺质量,确保达到理想的工艺效果。事实证明,在线循环酸洗法是先进、科学的,比槽式酸洗大大减轻了劳动强度,是清除液压、润滑管道内壁铁锈、油污的有效方法。同时节省劳力,节约费用,缩短工期,且酸洗质量高,特别在液压比例、伺服系统,对系统清洁度要求很高的工程中,采用在线循环酸洗法可以在较短的时间内达到系统的清洁度要求,因此应得到广泛的推广和应用。
