转运塔的塔架钢结构吊装与焊接施工技术
2022-01-06付建震
付建震
(中铁十八局集团 建筑安装工程有限公司,天津 300308)
转运塔整体高度较高、结构复杂、施工区域受局限性大,由多种钢结构共同拼接而成,其塔架为钢结构,需要采取专业吊装设备和吊装技术,才能保证塔架钢结构吊装的安全性和稳定性。吊装拼接好之后,再选择合适的焊接施工技术,将塔架钢结构焊接成一个整体,完成转运塔塔架施工。但在具体施工中,需要综合考虑转运塔布置结构,需结合现场情况,做好吊装规划,并选择合适的吊装设备,以降低提升吊装效率,为焊接施工提供良好的条件,保证施工质量。基于此,有必要开展转运塔的塔架钢结构安装、吊装与焊接施工技术的分析研究。
1 工程概述
中粮佳悦(天津)有限公司扩建4000T/D大豆(兼顾2500T/D菜籽榨油)二厂项目,其工程钢结构为钢架结构和栈桥结构。其中包括转运塔、提升塔、1#、2#转运塔、C16栈桥、B25栈桥、B26栈桥、B27-B30栈桥、C17栈桥、C14AB栈桥、C15栈桥钢结构的安装,结合构件形式、重量、安装位置和施工现场实际情况,及现场设置吊车的各项起重参数性能,本工程钢结构采用预拼装的方式进行安装,先在地面靠近安装位置区域组装,再倒运至安装部位进行安装;其中单体最大跨度栈桥为B26栈桥,其跨度为32.4米。
2 塔架钢结构吊装技术的应用要点
就案例工程而言,塔架钢结构比较复杂,需要分批次吊装,先吊装钢柱,再吊装钢桁架,再用高强度螺栓紧固,并灌注混凝土。
2.1 钢柱吊装
钢柱吊装是塔架钢结构吊装的重难点之一,案例工程塔架钢结构比较复杂,钢柱和柱间的支撑在相同的基板之上。这就需要在吊装中,先将钢柱和支撑全部吊装到基板上之后,再按照设计要求进行合理调整,人工辅助落钩,吊装到位之后,及时绷紧缆风绳,为下一道工序施工营造良好的条件,钢柱吊装时其误差允许值如表1所示。
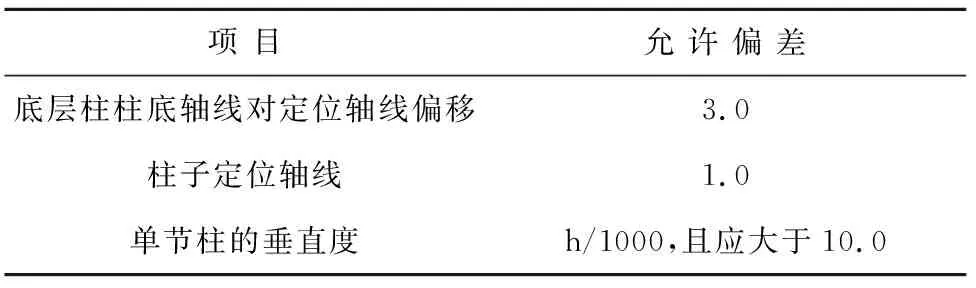
表1 柱子安装的允许偏差
第一段钢柱吊装完成检验达标之后,及时恢复钢柱顶端的连接板,同时调整螺栓孔,保证立柱和连接板能够一次连接到位,对钢柱的垂直度进行调整。达标之后,用经纬仪检测垂直度,复查各项尺寸,达标之后报给质监部门进行验收。
栈桥支腿结构设计为钢柱加支撑钢梁斜撑结构,采用地面组装形式整体吊装,可缩短整体安装工期,确保结构整体的安装精度,同时降低了高空作业风险,在进度、质量、经济性等各方面达到很好的效果,如图1所示。

图1 栈桥支撑钢柱吊装现场图
为保证钢柱吊装的安全性,在具体吊装时,需要对钢丝绳进行计算,具体如下:
吊装计算载荷Q计=16.5t;取安全系数:K=7;钢丝绳夹角: 50o;钢丝绳破断拉力换算系数:0.82。
钢丝绳允许拉力按下列公式进行计算:
[Fg]=αFg/K(1)
公式(1)中,[Fg]表示的是钢丝绳的允许拉力(kN);Fg表示的是钢丝绳的钢丝破断拉力总和(kN),查表得:Φ24mm 6×37+1钢丝绳破断拉力为358000N;α表示的是换算系数;K表示钢丝绳的安全系数。
使用四根Φ30的钢丝绳吊装:
每根钢丝绳受力:F=Qgsin50°/4=16500×10×sin50°/4=35.71kN
允许拉力[Fg]=αFg/K=0.82×358/7=41.94kN>35.71kN。
由此可得出,选用直径为30mm,6×37+1的钢丝绳作为吊装索具,能够满足吊装条件。
2.2 钢桁架吊装
钢桁架起吊离开地面20cm时,静置30s,观察起吊设备、索具等是否存在异常,没有异常之后,再继续吊装,吊装到设计位置约30cm时,稍作停留,等桁架稳定之后,再缓慢落钩,对好轴线标高,精确安装。尤其是对顶部结构及底部结构进行吊装中,必须严格控制轴线标高,在吊装的同时进行检测,确保全过程都符合规定要求[1]。钢桁架结构无法进行散装作业,只能采用地面组装整体吊装形式,在精度、效率各方面达到良好效果,同时根据组装重量合体组织吊车进行整体吊装见图2。

图2 钢桁架吊装现场图
为保证钢桁架吊装质量,需要对吊装荷载受力情况进行精确精算,本工程选择了150t履带吊,吊装计算荷载公式如下:
Q计=K1K2Q(2)
此公式中,Q计为吊装计算载荷;K1为动载荷系数;K2为不均衡载荷系数,因本次吊装为单台吊车,此系数不计;Q指的是一台起重机在吊装中承受的荷载,含索具及设备重量。则:Q计=K1K2Q=1.1×15000=16.5t。
2.3 高强度螺栓紧固
案例工程塔架钢结构吊装中,高强度螺栓采用了设计图纸中设计螺栓对构件进行连接,需要保证每颗高强度螺栓都相对干净没有污泥。在具体连接中,采用大六角头螺栓连接,要保证能够自由穿入孔中,严禁强行敲打,更不能气割扩孔。如果误差较大,可采用电动铰刀进行扩孔操作,扩孔之后及时清除铁屑。在紧固高强度螺栓时,要分三步进行,包括:初拧、终拧、复拧,并采用高强度螺栓扭力扳手进行施工,依次向外施拧,避免高强度螺栓的连接面的表面发生变化,以保证施工质量。
2.4 灌注混凝土
塔架钢结构吊装完成之后,经过复检验收之后,清除表面灰尘,提前24小时浇水润湿。柱脚位置搭设2cm厚木板支模,外部张贴上海绵条。模板需要按照设计要求紧贴混凝土外表面,要大于混凝土浇筑标高5cm左右,为控制混凝土浇筑质量,一侧模板较浇筑面高10cm左右,每侧要比柱脚板宽出10cm左右。灌注混凝土用机械搅拌,灌浆材料和水的重量比为15%,施工用水要选择干净水,温度控制在25℃左右[2]。在混凝土浇筑时,需要先将干粉倒入提前准备好的容器中,充分搅拌1min,再加入适量的水,搅拌3min后再使用,随拌随用。在混凝土灌注时要从模板较高的一侧开始灌注,表面覆盖上棉条,洒水保湿,24小时内进行振动。
3 塔架钢结构焊接施工技术的应用要点
3.1 合理确定焊接顺序
在塔架钢结构焊接施工中,为保证焊接质量,提升焊缝成形的美观性,减少焊接应力对塔架钢结构造成的不良影响,具体的焊接顺序为:钢结构经常检验、坡口加工处理、焊件现场组对、焊接施工、焊缝外观检查。
3.2 焊接施工方法
在塔架钢结构焊接中,都采用电焊进行打底,再用二氧化碳气体保护焊进行盖面。在进行Q345钢结构焊缝坡口加工和处理时,可采用氧气乙炔气割法进行切割加工处理,但需要保证切割之后的坡口形式、尺寸大小等都符合施工图纸的相关要求。焊接接头组对之前,需要先用手工或者砂轮机进行坡口边缘打磨处理,保证坡口相对整洁、平整[3]。在坡口20mm范围中不能存在油漆、毛刺、锈斑、氧化铁皮等杂质。
3.3 焊接工艺
在塔架钢结构焊接施工中,严禁在焊件表面位置引弧,更不能有试验电流,以免破坏塔架钢结构的表面质量。在具体焊接过程中,需要保证引弧和收弧的质量,尤其是收弧时需要尽量填满弧坑。如果塔架钢结构破坏深度大,需要进行多层焊接时,接头应该相互错开,且错开距离不能小于10mm。焊接过程中,焊接参数可按照表2的内容合理选择:

表2 焊接施工参数表
除有特殊要求之外,每条焊缝要连续焊完,如果因为断电或者其他因素的影响,必须中断,需要做好防裂处理,重新焊接时需要进行详细检查,确认没有裂纹之后再继续焊接[4]。在定位焊接中,所选择的焊接材料必须和正式焊接选择的材料相同,而且点焊的高度不能超过焊缝厚度的三分之二,如果点焊的长度超过40mm,则相互之间的距离需要控制在500~600mm之间,最后填满弧坑。具体的焊接示意图如图3所示。
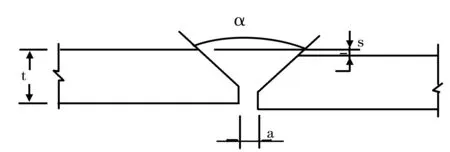
图3 塔架钢结构焊接施工示意图
在塔架钢结构焊接施工中,为保证焊接质量,需要严格控制焊接连接的允许偏差,具体的允许偏差边缘高差s情况如下:
4mm 8mm 通过案例工程转运塔的塔架钢结构吊装与焊接施工,需注意以下事项: 1)先进行混凝土柱施工,然后在其上安装钢桁架,为保证施工质量,混凝土柱中和钢桁架安装时轴线的最大偏差不能超过10mm。 2)在基础施工,为保证基础的平整度,满足塔架钢结构施工对稳定性的要求,基础可采用垫铁的方法进行找平处理,用水准仪辅助监测,控制找平误差不超过±2mm。 3)塔架结构之间都是通过焊接的方法连接到一起的,需要切实做好焊接材料的选型和保管工作,避免焊接材料受潮污染。做好焊接设备检查维护工作,保证焊接设备始终处于良好的工作状态,从而更好的保障焊接质量[5]。 综上,转运塔的塔架钢结构吊装与焊接施工具有很强的复杂性,而且施工难度比较大,为保证施工质量,降低施工难度,需要转运塔的结构特点,从吊装钢柱,吊装钢桁架,高强度螺栓紧固,灌注混凝土、加强焊接施工质量的控制,才能最大限度上保证施工质量,更好的控制影响因素。每个施工环节都有其特定的施工方法和技术措施,在具体施工中,要严格控制好每道工序的质量,才能根本上保证施工效率和质量。4 施工注意事项
5 结束语
