降膜式再沸器在EO/EG装置提质增效的应用
2022-01-06丁玉奎李少达杨金禄
陈 东,丁玉奎,梁 波,李少达,杨金禄
(中国石油独山子石化分公司 乙烯二部,新疆 独山子 833699)
新型降膜式蒸发器在石油、化工、冶金等领域具有广泛的应用前景,因而具有巨大的潜在市场需求。由于国外技术对我国保密,之前国内基本见不到国产的降膜蒸发器产品,石化企业依然只能使用进口产品。如替代国外技术,可节省大量资金[1]。
独山子石化公司乙烯厂乙二醇装置采用SD(美国科学设计公司)技术,于1995年设计。装置中乙二醇精制工段设有脱水塔(T-610)、MEG精馏塔(T-620)、MEG回流塔(T-630)、多乙二醇精馏塔(T-710),每台塔的塔底均设有再沸器以提供塔内所需的热量。现年生产能力为5万吨乙二醇,运行8000小时,不论是热虹吸式结构形式再沸器还是强制循环结构形式再沸器,导致物料在管内停留时间相对较长,很容易在再沸器换热管内壁产生结焦与结垢现象。特别是E-610、E-620结焦较为严重,短则1~2个月,长则2~3个月就要清洗一次,早已无法满足长周期生产要求。2019年公司大检修,将乙二醇脱水塔及MEG精馏塔两塔再沸器更换为降模式再沸器,目标是降低蒸汽能耗,同时延长再沸器结焦周期。
1 降模式再沸器运行基本状况
从2019年10月开工至2021年7月,E-610/620已经投用运行22个月,其中因外部因素中间停工约4个月,实际运行18个月,壳程压力大多数时间维持在0.8~1.0MPa,两再沸器高压蒸汽用量均有不同程度减少,其他参数均正常可控。2020至2021年冬季,受原料原因停工期间,因防冻需要,EG物料在600#精馏系统长期自循环运行,停留时间长。再次开工后,对E-620结焦状况影响较大,壳程压力持续上升。装置于2021年5月局部停工对E-620再沸器进行蒸煮清焦,恢复效果较好。这是自降模式再沸器投用以来唯一一次清焦操作,超过延长清焦周期3倍的目标。
2 再沸器运行期间提质增效状况
根据公司工作安排,乙二醇装置于2020年4月15日11∶00至4月18日11∶00对装置进行了考核标定,乙二醇装置4月9日开始从2850kg/h提乙烯负荷,4月14提乙烯负荷至4100kg/h,标定期间维持4.1t/h乙烯负荷运行,标定期间增加中控及产品分析,保证乙二醇产品和二乙二醇产品持续合格,主要参数见表1。
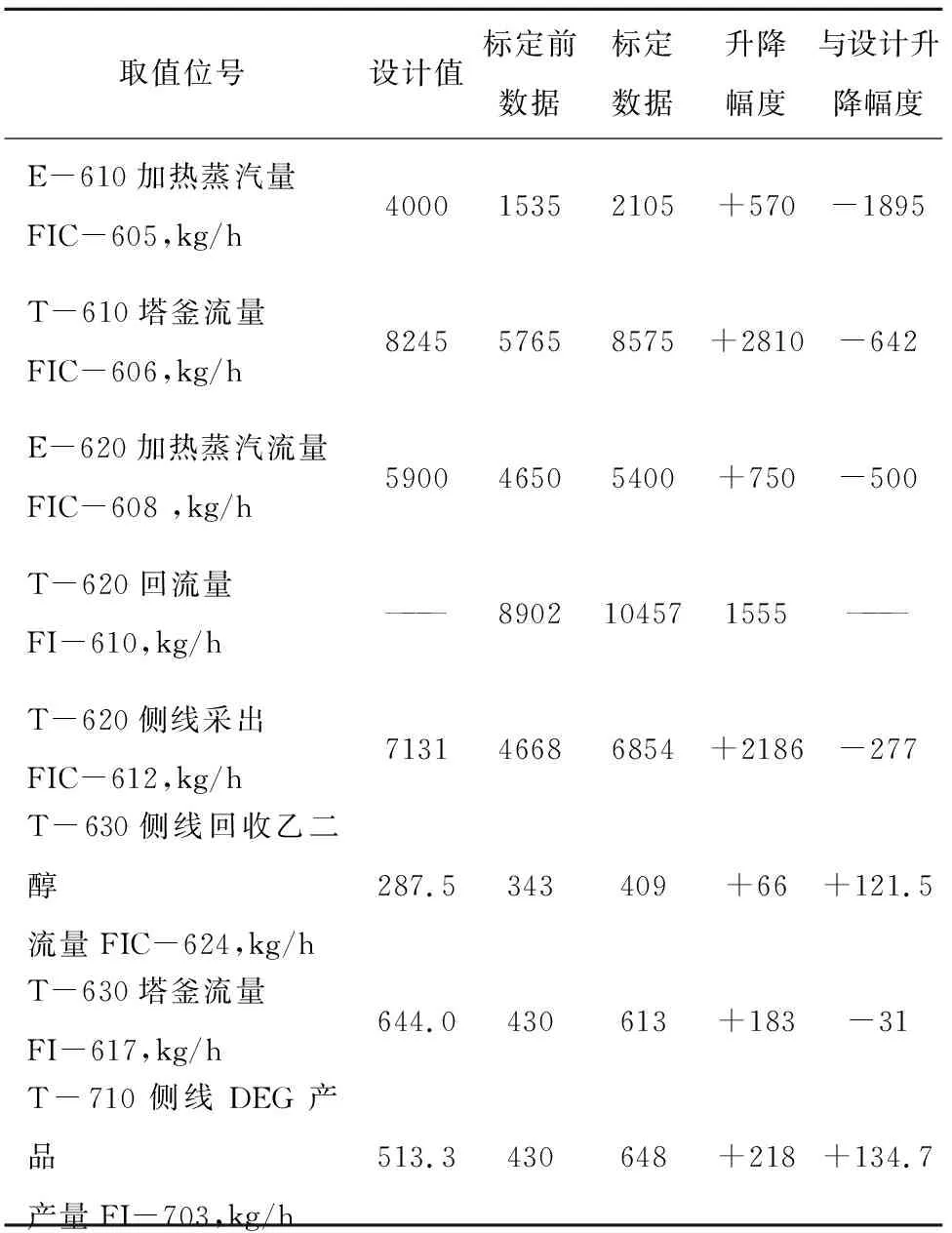
表1 标定前后600#、700#主要参数变化情况
在高负荷标定期间,乙二醇装置精制单元操作正常无波动,单元处理量增加,T-610/620降膜式再沸器蒸汽量相比2.8t/h乙烯负荷时增加,T-630乙二醇回收量增加,T-630塔釜MEG含量维持在0.01%以下,远低于3%的设计值。
4.1t/h乙烯负荷下E-610/620降膜式再沸器节汽量计算,数据见表2所示。

表2 E-610/620再沸器蒸汽量改造前后对比表
表2数据显示,在4.1t/h乙烯负荷下降膜式再沸器E-610/620较改造前相同工况共节省高压蒸汽2t/h,超出完成节省1.5t/h的协议目标值。
降膜蒸发器使用,可节省蒸汽2吨/小时,年可蒸汽1.6万吨(按8000小时计算),每吨蒸汽按170元计算,仅年节约高压蒸汽产生直接经济效益:
16000×170元=272万元/年
两套再沸器设备(3台,或是2台),投资总计在100万元左右。现场改造费用包括地基、框架、管线等,以及不可估算费用约为100万元。总费用预计200万元(参考)。
投资回报率:200/272=0.73年(约9个月)
3 降模式再沸器在应用中的问题及解决办法
3.1 结焦转移问题
与更换降模式再沸器之前相比,与再沸器相关联的塔釜泵,再沸器强制循环泵,甚至再沸器流量控制调节阀,塔釜流量计,再沸器循环流量计孔板都不同程度出现结焦现象,如图1所示。主要表现在:

图1 再沸器循环泵叶轮轴封结焦状况
(1)机泵入口过滤器不能完全挡住结焦颗粒,更多是黏糊状结焦物使机泵叶轮不能正常工作。出现过只清理过滤器而使备用泵实际无法备用的现象。
(2)塔釜控制流量的调节阀及再沸器循环量控制调节阀逐渐开大至全开,无法调节流量。
(3)再沸器循环量流量计孔板结焦使循环流量出现假显,使这个重要参数无法真实反映出来。
采取措施:
(1)对容易结焦的塔釜泵定期切换并用蒸汽凝液蒸煮的办法进行清焦。如干燥塔T-610塔釜泵,精馏塔T-620塔釜泵,干燥塔再沸器E-610强制循环泵G-611,精馏塔再沸器E-620强制循环泵G-626等。由更换降模式再沸器之前的每三个月切换一次,缩短到每一个月切换一次,每次切换后除必须清理入口过滤器外,还必须对泵体用蒸汽接胶管蒸煮24小时,确保备用泵备用正常。
(2)结焦后期,实际各塔釜泵,循环泵并不能坚持一个月,此时必须加一重保障,对塔釜循环泵设定压力。如班组巡回检查时,G-611压力低至0.46Mp,G-626压力低至0.24Mp则必须切换并清理入口过滤器进行蒸煮清焦。
(3)当塔釜流量调节阀和强制循环调节阀异常结焦开大时,设定最高限位,及时对调节阀进行隔离蒸煮清焦。再沸器强制循环流量孔板结焦假显时,以现场泵出口压力表,调节阀开度及换热器壳层压力值来综合判断实际循环量。
3.2 实际操作对降模式再沸器的影响及对策
从E-620壳层压力变化曲线来看,开停工过程及装置负荷的频繁变化对再沸器壳层压力冲击较大,每一次开停工和负荷变化都会使再沸器壳层压力有所上升,影响到再沸器的使用周期。减少物料在系统中的停留时间,尽可能减少各塔塔釜不合格物料的重新回收回炼。
控制乙二醇精馏塔塔釜较低的温度,有利于控制再沸器壳层压力的上升。但长久来看塔釜温度不宜过低,过低的温度会使更多的MEG由乙二醇分离塔返回前系统再重新进料,使精馏塔进料重组分增加。严重时还会让分离塔T-630因负荷过大,使二乙二醇成品馏出口S-739中乙二醇含量超标。实际生产中,乙二醇精馏塔灵敏板温度控制在145℃左右,塔釜组分中MEG含量在35%以下较为适宜。
尽可能稳定乙烯负荷,避免负荷频繁变化对生产影响调控氧化操作,减少酸、醛的生成,维持工艺水处理单元U-550的出水pH≥8,电导率≤8μs/cm,保持精制水水量对F-540水置换的工艺控制措施,减少铁离子和其他杂质累积,提高工艺水品质。
强化U-550阴离子交换树脂再生效果,提前跟踪订货,每三个月更换U-550四个床层树脂,保证在树脂老化前能够及时安排更换。
2021年5~6月,对T-620再沸器E-620唯一一次蒸煮清焦前后运行对比分析,5月24日乙二醇装置按计划对T-620/E-620局部停工,进行水蒸煮除焦。5月29日乙烯负荷提至4.1t/h稳定运行,E-620壳程压力由1.8Mpa将至0.8MPa,较蒸煮前相同负荷工况降低1MPa,蒸煮除焦效果明显,如图2所示。
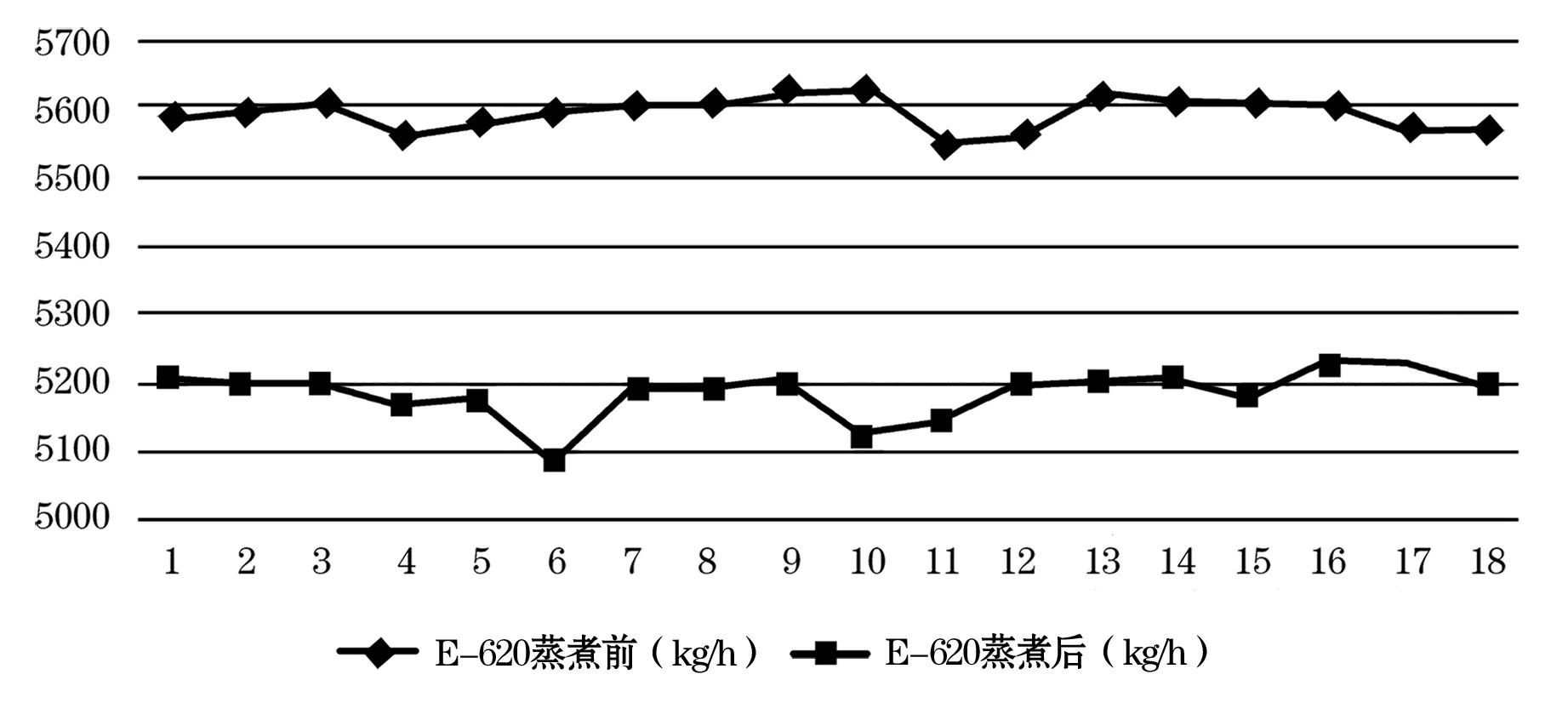
图2 E-620蒸煮前后蒸汽耗量对比图(4.1t/h乙烯工况)
从图2可看出,E-620蒸煮后换热效率提升明显,E-620蒸汽耗量较蒸煮前相同工况降低约400kg/h。 按照高压蒸汽单价170元/吨计算,月度高压蒸汽成本将降低约4万元。
查LIMS分析结果,2021年6月(E-620蒸煮后)T-620塔釜乙二醇含量为33.56wt%,较2020年5月(E-620蒸煮前)降低8.87wt%。
T-620塔釜乙二醇含量的降低,可降低乙二醇回收塔T-630操作负荷,T-630再沸器蒸汽耗量降低,如图3所示。

图3 E-620蒸煮前后T-630再沸器蒸汽耗量对比图(4.1t/h乙烯工况)
从图3可看出,因E-620蒸煮后T-630操作负荷降低,T-630再沸器蒸汽耗量较蒸煮前相同工况降低约50kg/h。 按照高压蒸汽单价170元/吨计算,月度成本将降低0.55万元。
再沸器结焦状况直接影响到蒸汽使用能耗。目前干燥塔再沸器E-610壳层压力自更换以来始终控制在0.7~1.0Mpa平稳正常,乙烯负荷4.1状态下蒸汽用量保持在1.9~2.1之间稳定,节能效果明显。精馏塔再沸器E-620壳层压力上升至1.2Mpa后,蒸汽用量由5.2t上升至约5.6t非常明显。清焦后恢复正常。
当再沸器出现结焦较为严重的阶段,无特殊情况,不必勉强长时间维持运行,及时清焦,降低运行成本及操作难度,保持运行平稳也不失为一个更好的选择。
4 结束语
采用国产降膜式再沸器结构,代替传统的换热器。从目前运行18个月来看,能够达到预期的技术与节能指标,运行情况良好:
1)设备传热效率提高30%以上;
2)节省多消耗蒸汽1.8吨/小时以上;
3)设备清洗周期比原来延长3倍以上。
但在使用过程中也出现结焦转移,仪表失灵,壳层压力异常上升等问题,给长周期运行带来了一定的困难。但实践证明,只要及时分析原因,总结经验,采取正确的应对措施,出现的生产波动问题都得到了控制和处理,保持了装置的长周期平稳生产。
