曲轴加工技术分析及优化
2021-12-23张彦岗李二红张晓辉张仓平白泽兵
张彦岗 李二红 张晓辉 张仓平 白泽兵

摘 要:高性能中高速柴油机广泛应用于船舶动力、发电领域。曲轴是柴油机的核心部件,因其形状复杂、精度要求高,国内很多厂家很难对曲轴的加工精度和生产效率进行有效控制。曲轴的加工精度和生产效率取决于加工技术设计合理与否,尤其是曲轴热处理会产生较大的应力及变形,并影响随后的精磨,导致曲轴加工精度很难提高。基于此,针对某型号曲轴,详细分析了关键机械加工工序及热处理工序,找到了影响曲轴精度的关键因素,并对曲轴加工工艺进行了优化设计。
关键词:曲轴;变形;控制;优化
0 引言
曲轴是柴油发动机中传输动力的核心部件。在柴油发动机的工作循环中,曲轴承受的载荷不断变化,因此对曲轴的刚度、韧性、耐磨性、抗疲劳强度等要求很高[1]。
本文讨论的某型号曲轴总长2 m,有8个连杆轴颈、9个主轴颈,主轴颈、连杆轴颈及其圆角采用中频淬火强化。中频淬火产生热应力会引起曲轴变形,且其会一直影响到后续的磨削。
控制曲轴跳动是该曲轴的加工难点,本文根据该型号曲轴小批量加工全过程各工序的详细数据,重点围绕跳动控制进行详细分析,找到影响跳动的主要因素,提出合理有效的措施,优化加工工艺。
该曲轴的主要加工工艺流程为:锻造毛坯—调质—粗铣一—第一次高温时效—粗铣二—第二次高温时效—精铣—第三次高温时效—粗磨—中频淬火—修中心孔—精磨—抛光—探伤—清洗—最终检验。
1 影响曲轴精度的主要工序分析
1.1 锻造毛坯
大功率柴油发动机的曲轴毛坯常用锻件,根据各种锻造工艺的特点,主要有墩锻工艺、整体模锻工艺。墩锻工艺使用特制的工装,在液压机上通过逐拐变形实现曲轴锻件逐拐的整体成型,最终获得毛坯锻件。而整体模锻是采用整体锻造模具,在液压机上一次锻造成型。
在加工工艺研究过程中,上述两种状态的毛坯都采用过。对比两种状态的毛坯,在后续机械加工及调质过程中发现,单拐墩锻毛坯变形不规律,后续加工中很难消除其变形,粗铣后曲轴跳动依然很大,导致后续加工余量不足,无法继续加工;而且该种锻造工艺应力分布杂乱,在后续中频淬火后,曲轴弯曲变形不规律,高点位置随意,很难控制。因此该种状态的毛坯不建议继续使用。
整体模锻件毛坯,整体余量均匀,应力分布较好。体现在后续加工中,每次粗铣后,零件跳动较小,在0.4~1 mm之间,而且经过高温时效后还会减小,通过跟踪小批次曲轴的加工情况可知,变形比较稳定。因此后续加工中建议使用整体模锻件毛坯。
1.2 调质
零件整体调质,硬度302HB~363HB,抗拉强度980~1 180 MPa。曲轴调质有两种方式:第一种是井式炉加热,零件竖直吊装入液淬火;第二种是箱式炉水平放置加热,零件水平放置入液淬火。
比较两种热处理方式,在后续机械加工中发现,采用第二种调质方式的零件弯曲变形较大,而且经过粗铣一消除变形后,经过第一次高温时效,零件跳动依然会很大;经过粗加工消除跳动后,在中频淬火时其跳动依然会很大且不容易控制。而采用第一种调质方式的零件在后续加工中其变形非常规律且容易控制,能够满足后续粗精铣、中频淬火、粗精磨工序要求。
1.3 粗铣一
曲轴调质后进行第一次粗铣,粗铣主轴颈、连杆轴颈、曲臂,此工序使用曲轴内铣机床。此工序为毛坯锻造后第一次粗加工,切削余量大且不均匀(主轴颈及连杆轴颈单边铣削余量4 mm),切削过程中振动较大;毛坯经过画线工序,导致余量不均匀,甚至局部有毛坯面加工不出来,加工完成后,零件跳动在1~2 mm。粗铣完零件会产生较大的残余切削应力,因此对其进行高温时效处理,以消除残余切削应力[2]。
1.4 第一次高温时效
粗铣加工后,曲轴的组织内部会产生切削残余应力,因此曲轴在粗加工后,需进行去应力处理。此工序采用箱式炉高温回火,温度550 ℃,保温5 h,曲轴放在专用回火夹具中,水平放置,高点向上,随炉冷却至室温。高温回火后,曲轴跳动将减小0.1~0.5 mm。可以看出,高温时效处理能有效减小加工过程中产生的切削应力。
1.5 粗铣二
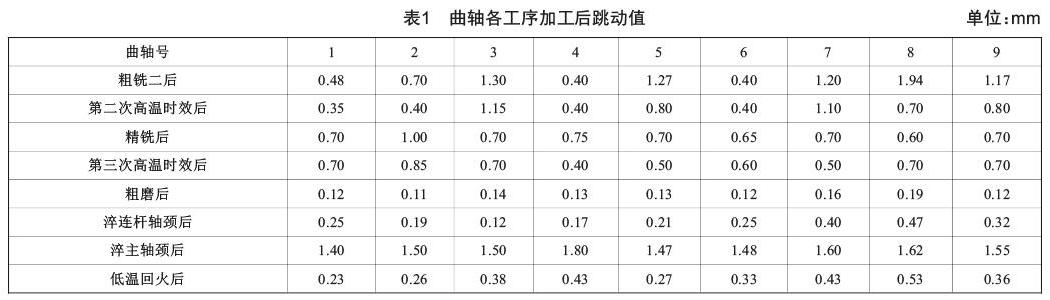
曲轴第二次粗铣,此工序去除了主轴颈及连杆轴颈单边加工余量4 mm,由于已进行了一次铣削加工,此工序加工余量相對均匀,切削状态良好。此工序仍然采用曲轴内铣设备。零件加工完成后,其跳动值在0.4~1.94 mm,比一次粗铣后明显降低,具体如表1所示。
1.6 第二次高温时效
由于粗铣二去除了较大的余量,因此对曲轴进行二次高温时效。参数及方式与第一次高温时效相同。高温时效后曲轴跳动将减小(表1),减小量最大为1.24 mm,可以看出,高温回火能有效减小加工过程中产生的切削应力。
1.7 精铣
精铣曲轴,主轴颈单边余量3 mm,连杆轴颈单边余量2.5 mm。此工序仍然采用曲轴内铣设备。该工序零件加工完成后,曲轴各开档直线尺寸已到成品尺寸,轴肩留余量进行后续磨削加工。加工完成后其跳动均小于1 mm,比粗铣有所减小(表1)。
1.8 第三次高温时效
曲轴精铣后为减小切削残余应力,进行第三次高温时效,参数与方式同前两次,高温时效后跳动减小(表1),最大减小量达到0.35 mm,说明本次高温时效可以减小应力,但减小幅度没有前两次大。
1.9 粗磨
粗磨主轴颈及连杆轴颈,磨削余量单边0.85 mm,所用设备为曲轴磨床,主轴颈与连杆轴颈一次装夹磨削,能够很好地保证尺寸的一致性,磨削完成后曲轴最大跳动如表1所示。
1.10 中频淬火
淬火在中频感应淬火机床上进行,三爪卡盘夹紧自由端,三爪卡盘与传动轴浮动连接,只起到传递扭矩的作用,曲轴在自由状态下进行中频感应淬火。由于圆角部位的淬火,曲轴变形较大,达到1 mm以上,这个变形量不能满足工艺要求。之后设计专用夹具,调整电压、功率、加热时间等参数,同时确定先对连杆轴颈淬火,再對主轴颈淬火,通过一系列的多次试验,最终有效减小了曲轴在淬火过程中的变形。中频淬火后,检测曲轴直线尺寸,发现曲轴长度缩短了0.6~1.3 mm。
连杆轴颈淬火,淬火顺序为先中间后两边,感应器依次对各连杆轴颈进行淬火。淬火时使用专用工装,能够对各轴颈进行压紧,由于相位的不同,根据理论推算,具体淬火时压紧相应的轴颈,能够有效减小曲轴变形,淬火后曲轴跳动如表1所示。
主轴颈淬火,感应器依次对各主轴颈进行淬火。根据理论推算,淬火时压紧相应的轴颈,能够有效降低曲轴变形,淬火后曲轴跳动如表1所示。
主轴颈淬火后回火,回火采用专用工装支撑,曲轴水平放置。
1.11 修中心孔
淬火后曲轴变形,影响后续磨削加工,需要修正中心孔。原先中心孔在普通车床加工,由于效果较差,经过分析,针对每一根曲轴淬火后跳动情况,进行精确测量,找到相应高点位置,通过计算,找到最佳位置,在加工中心上修正中心孔。修正后,曲轴跳动值≤0.4 mm,满足后续磨削加工要求。
1.12 精磨
磨削主轴颈和连杆轴颈,设备采用曲轴磨床,直径磨削余量0.8 mm。本次磨削后,曲轴跳动0.05~0.10 mm,工艺要求为0.05 mm,因此不能够完全满足工艺要求。之后进行多次调整,改变磨削顺序、多次磨削、优化磨削参数,反复试验,最后保证了曲轴跳动能够满足图样要求[3]。
2 曲轴加工工艺优化对策
根据上述对曲轴加工关键工序的工艺分析,对以下工序进行优化改进:(1)毛坯选择模锻件;(2)调质过程采用井式炉加热,垂直入液;(3)粗铣切削余量大,变形严重,应采取多次铣削方式减小切削应力;(4)中频淬火由于操作比较复杂,注意的事项较多,因此通过试验验证形成了作业指导书;(5)中频淬火虽然采取了各种措施,但变形依然较大,因此中频淬火后重新修正中心孔以保证满足后续加工要求;(6)中频淬火后长度缩短,在精铣工序进行长度补偿。
曲轴加工工艺优化对策具体如表2所示。
3 结语
中高速柴油机的曲轴加工过程非常复杂,加工技术要求较高,必须同时考虑毛坯、热处理、机械加工等每个加工单元的特定条件并使用先进的加工技术。本文主要关注了某型号曲轴,采用中频淬火强化,在加工过程中控制其变形;在对各个加工环节进行详细的工艺分析的基础上,对其进行了改进优化。今后需要进一步针对不同技术要求的曲轴,研究其整体的工艺方案,以逐步提高曲轴的加工工艺水平。
[参考文献]
[1] 任国光.曲轴加工工艺分析[J].科技信息,2009(28):99-100.
[2] 丛明.中速柴油机锻钢曲轴连杆颈加工关键工艺研究[D].大连:大连理工大学,2017.
[3] 钟希圣.国内外曲轴磨床及磨削生产线[J].机械工艺师,1992(9):24-26.
收稿日期:2021-08-23
作者简介:张彦岗(1980—),男,山西大同人,工程师,研究方向:柴油机制造工艺技术。
