表面处理对TC4钛合金激光焊接的影响
2021-12-13李倩
李倩
表面处理对TC4钛合金激光焊接的影响
李倩
(河南工业贸易职业学院,郑州 451191)
为了提高TC4钛合金焊缝强度,满足实际生产的要求。对TC4钛合金表面分别进行砂纸打磨、喷砂、涂覆石墨层以及激光扫描处理,然后采用2000 W光纤激光器对TC4钛合金进行拼接焊接实验。对表面处理后的焊接焊缝熔深、抗拉强度进行了测试,结果表明,相对于未经过表面处理的焊缝熔深,采用表面处理后的焊缝熔深均增加了30%,焊缝抗拉强度均有增加,其中采用激光扫描处理后的焊缝抗拉强度达到最高的1106 MPa,超过了母材的抗拉强度。激光扫描处理后,在材料表面形成的毛化现象,增加了材料对激光的吸收率,提高了焊缝的熔深,同时激光扫描过程中,未引入任何的杂质,不会产生裂纹及气孔,使焊缝的抗拉强度大于母材,满足实际生产要求。
表面处理;TC4钛合金;激光焊接;微观结构
钛合金具有重量轻、韧性好、比强度高、耐腐蚀性强的特点,特别适用于航空航天材料,随着汽车、自行车轻量化的要求,钛合金的应用也越来越多[1—3]。钛合金具有较小的导热系数(15.24 W/(m×K))以及较低的膨胀系数(约9.41×10−6~10.03×10−6℃−1),且对激光的吸收率较低,约为0.4%,以及较高的熔点(1670 ℃)[4],这些属性意味着需要较高的热量输入,才能实现钛合金的焊接,而过高的热量输入可能会导致焊缝气化,产生焊接缺陷,进而降低焊缝的抗拉强度。
激光焊接时的能量密度高,可以用较小的热量输入得到较大的焊缝熔深[5—9],激光焊接已经在不锈钢焊接中得到较多的应用。对激光吸收率较低的金属,由于大部分激光能量被反射掉,需要较高的激光能量输入才能使材料形成焊接,这样浪费了能量,同时增加了热影响范围[10—13]。对材料表面进行处理,可以增加材料对激光的吸收率,如对铝合金表面进行喷砂或使用深色涂层[14—15],可以提高激光吸收,导致焊缝熔深显著增加;在铜表面涂覆石墨,提高材料对激光的吸收率,可以得到较好的焊接效果[16]。截至目前,国内外均未见有对钛合金表面进行处理后进行激光焊接的报道出现。
文中对钛合金TC4表面进行处理,然后进行激光焊接,研究表面处理对激光焊接焊缝熔深、微观组织和力学性能的影响,为实际生产提供实验参考。
1 焊接实验
1.1 材料
实验材料为钛合金,牌号为TC4,厚度为2 mm,将板材切割为100 mm×50 mm。采用夹具将材料夹紧,激光焊接过程中,采用99.99%的氩气对焊缝表面进行保护,TC4钛合金的化学成分如表1所示。
表1 TC4钛合金的化学成分(质量分数)

Tab.1 Chemical composition of TC4 titanium alloy (mass fraction) %
1.2 设备
采用高功率连续光纤激光器作为焊接光源,激光器最大功率为2000 W,波长为1064 nm,光纤芯径为100 µm,激光器为武汉锐科激光公司提供,型号为RLF-C2000,激光束经过加工头聚焦后,在激光焦点处的光斑大小为0.4 mm。激光加工头固定不动,三维运动平台带动载具及材料运动,实验平台如图1a所示。焊缝接头的抗拉强度采用微机控制电子万能试验机进行测试,由珠海三思泰捷公司提供,型号为CMT4102,测试平台如图1b所示。
2 工艺实验结果及分析
2.1 材料表面处理
在激光焊接前,对钛合金TC4表面进行处理,表面处理的方式有4种,分别为砂纸打磨、喷砂、涂覆石墨层以及激光扫描。用砂纸打磨处理时,采用600目的水砂纸对板材表面分别进行横向和纵向打磨,时间各为3 min,砂纸打磨后的材料表面平整,无明显划痕;喷砂处理是采用喷砂枪将260目的石英砂喷射到材料表面,喷砂后使材料表面平整,分别用丙酮、酒精清洗表面油污及杂质。涂覆石墨层的方法是:采用纯度为95%,粒度3000目的鳞片石墨粉,将其用刷子多次涂覆在钛合金TC4表面,直到材料表面的石墨粉分布均匀为止。激光扫描处理采用100 W光纤激光器,平均功率为100 W,频率为10~ 2000 kHz,波长为1070 nm,光纤芯径为14 µm,激光束经过加工头聚焦后,在激光焦点处的光斑大小为0.028 mm,可以对材料表面进行激光扫描,在表面形成网格图形,增加材料对激光的吸收率。
图1 实验平台
2.2 激光焊接焊缝强度测试
采用最大功率3000 W的光纤激光器对4种表面处理后的钛合金TC4板材进行激光焊接。经过测试,采用的焊接工艺参数为,激光功率2600 W,焊接速度为50 mm/s,离焦量为+2 mm,采用氩气对焊缝表面进行保护,氩气流量为10 L/min。将焊接样品采用线切割机切割成标准式样,采用拉力测试机测试样品焊缝的拉力值,拉力值除以焊缝面积(焊缝面积等于焊缝宽度乘以焊缝长度)得到焊缝的抗拉强度值。表面未处理的焊缝抗拉强度为587 MPa,为母材(抗拉强度为895 MPa)的50%左右。砂纸打磨处理后的焊缝抗拉强度为889 MPa,非常接近母材的抗拉强度。喷砂处理和涂覆石墨层后的焊缝抗拉强度分别为683 MPa和678 MPa,比表面未处理的大,但是低于钛合金母材。激光扫描处理后的焊缝抗拉强度为1106 MPa,大于母材。
2.3 激光焊接焊缝切片分析
对焊缝进行切片分析,焊缝切片如图2所示,其中图2a为未进行表面处理的焊缝切片,焊缝熔深较小,为1.50 mm,这可能是因为钛合金对激光反射率较高,材料吸收率较低,导致熔深较低,这种情况下,焊缝抗拉强度较低。图2b为砂纸打磨处理后的焊缝切片,焊缝熔深增加到2.02 mm,相对于未进行表面处理的焊缝,熔深增加了30%,这是因为砂纸打磨后,材料表面形成漫反射,提高了材料对激光的吸收率,进而增加了焊缝熔深,使焊缝抗拉强度增加到接近母材的抗拉强度。其中图2c为喷砂处理后的焊缝切片,图2d为涂覆石墨层后的焊缝切片,焊缝熔深相对于未进行表面处理的焊缝,熔深均有增加,但是焊缝内部存在微裂纹及气孔,导致焊缝抗拉强度较低,这可能是因为喷砂处理以及涂覆石墨将杂质引入到了焊缝中,在熔池冷却凝固过程中产生了裂纹倾向。图2e为激光扫描处理后的焊缝切片,焊缝熔深为1.99 mm,达到材料本身的厚度,表明材料被焊透,且焊缝内部无裂纹及气孔,这是因为激光扫描后,在材料表面形成毛化现象,增加了材料对激光的吸收率,提高了焊缝的熔深,同时激光扫描过程中,未引入任何的杂质,不会产生裂纹及气孔,使焊缝的抗拉强度大于母材。
2.4 焊缝微观结构分析
进一步对4种表面处理后的钛合金TC4激光焊缝微观结构进行分析,焊缝的熔合区500倍放大如图3所示,其中图3a对应为砂纸打磨处理后的激光焊缝熔合区的微观结构,图3b对应为喷砂处理,图3c对应为涂覆石墨层处理,图3d对应为激光扫面处理。由图3可知,所有样品的熔合区显微组织均为马氏体,对图像仔细观察可以发现,4种表面处理后激光焊缝的马氏体微观结构之间存在一些差异,砂纸打磨处理后的焊缝微观结构由针状α马氏体结构组成,存在暗色针状颗粒,可能是TiC,喷砂处理以及涂覆石墨层处理的焊缝微观结构由片状马氏体结构组成,晶界处存在较暗的颗粒,可能是石墨夹杂物,这些颗粒会导致焊缝脆化,降低焊缝的抗拉强度。激光扫描处理后的焊缝微观结构由针状α马氏体结构组成,内部针状结构非常致密,内部无杂质,使焊缝抗拉强度达到了最高的1106 MPa,超过了母材的强度。
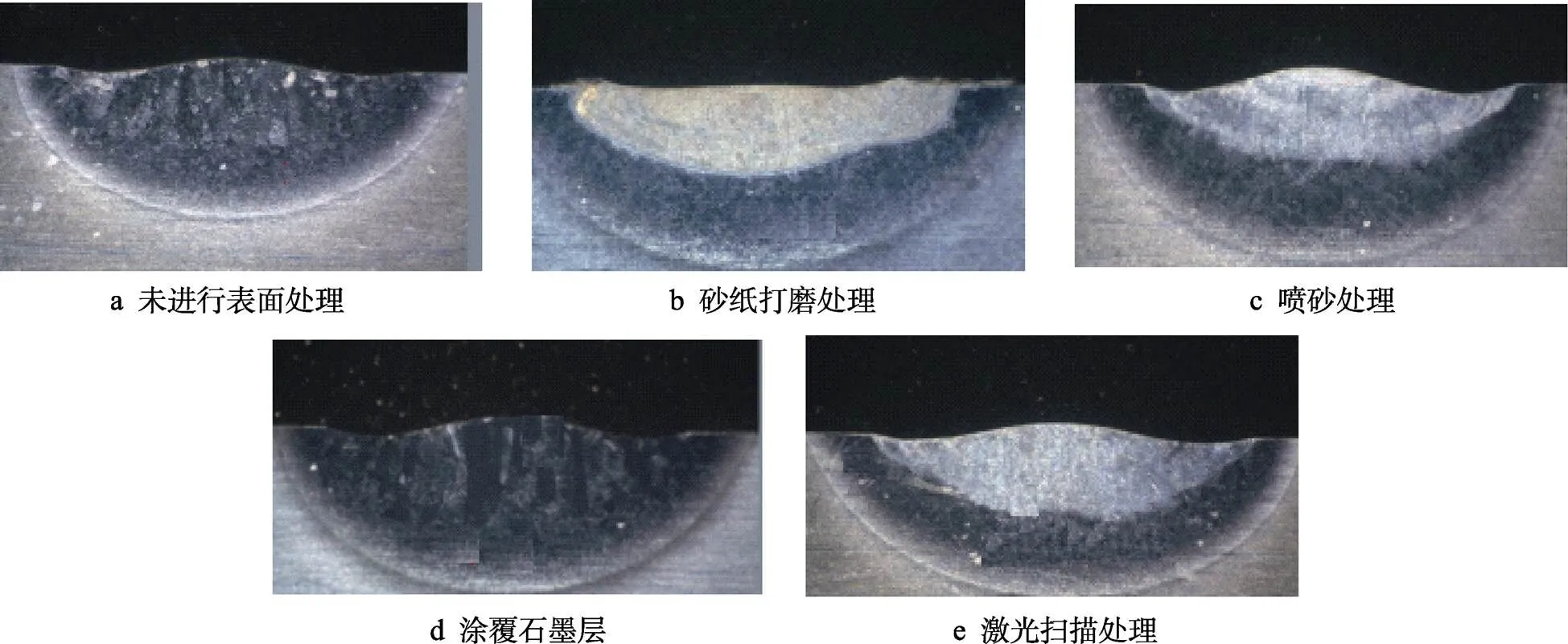
图2 焊缝切片

图3 焊缝微观结构
3 结论
研究了表面处理对钛合金TC4激光焊接的影响。4种不同的处理方法如砂纸打磨、喷砂处理、涂覆石墨层以及激光扫描均可提高焊缝抗拉强度及熔深。
焊缝熔合区域的显微组织分析结果表明,所有焊缝均由马氏体组成,但是不同的表面处理方式焊接后的显微组织有细微的差异,激光扫描处理后的焊缝微观结构中内部针状结构非常致密,内部无杂质,使焊缝抗拉强度达到了最高的1106 MPa,超过了母材的强度。
[1] 王林青, 周永涛, 王军军, 等. TC4钛合金在模拟海水中腐蚀-磨损交互行为研究[J]. 摩擦学学报, 2019, 39(2): 78—84.
WANG Lin-qing, ZHOU Yong-tao, WANG Jun-jun, et al. Corrosion-Wear Interaction Behavior of TC4 Titanium Alloy in Simulated Seawater[J]. Tribology, 2019, 39(2): 78—84.
[2] 姜军, 李细锋, 陈军. 脉冲电流频率对退火态TC4钛合金耐腐蚀性能的影响[J]. 模具技术, 2018(4): 1—7.
JIANG Jun, LI Xi-feng, CHEN Jun. Effect of Pulse Current Frequency on Corrosion Resistance of Annealed TC4 Titanium Alloys[J]. Die and Mould Technology, 2018(4): 1—7.
[3] 宋纬. 汽车钛合金气阀的铸造工艺优化[J]. 热加工工艺, 2018, 47(7): 102—104.
SONG Wei. Optimization of Casting Process for Automobile Titanium Alloy Air Valves[J]. Hot Working Technology, 2018, 47(7): 102—104.
[4] 蔡雨升, 吉海宾, 雷家峰, 等. 热处理对激光选区熔化TC4钛合金显微组织和力学性能的影响[J]. 钛工业进展, 2020, 37(1): 9—16.
CAI Yu-sheng, JI Hai-bin, LEI Jia-feng, et al. Influence of Heat Treatment on Microstructure and Mechanical Properties of TC4 Titanium Alloy Fabricated by Selective Laser Melting[J]. Titanium Industry Progress, 2020, 37(1): 9—16.
[5] 张瑄珺, 孙小兵, 潘涌, 等. 304不锈钢薄板外观件激光焊接工艺研究[J]. 应用激光, 2016(3): 321—325.
ZHANG Xuan-jun, SUN Xiao-bing, PAN Yong, et al. Process Research on Laser Welding of 304 Stainless Steel Sheet Appearance Parts[J]. Applied Laser, 2016(3): 321—325.
[6] 李扬, 胡绳荪, 申俊琦. 紫铜与316L不锈钢脉冲激光焊微观组织及力学性能[J]. 中国激光, 2014, 41(7): 93—98.
LI Yang, HU Sheng-sun, SHEN Jun-qi. Microstructural Characteristics and Mechanical Properties of Pulsed Nd: YAG Laser Welded Copper and 316L Stainless Steel[J]. Chinese Journal of Lasers, 2014, 41(7): 93—98.
[7] 刘键, 石岩, 刘佳, 等. 保护气体对奥氏体不锈钢激光焊接的影响[J]. 激光与光电子学进展, 2014(5): 122—127.
LIU Jian, SHI Yan, LIU Jia, et al. Effect of Shielding Gas on Laser Welding of Austenitic Stainless Steel[J]. Laser & Optoelectronics Progress, 2014(5): 122—127.
[8] 王鹤, 杨勇. 氮气/氩气对316不锈钢激光焊接的影响[J]. 热加工工艺, 2018, 47(15): 207—209.
WANG He, YANG Yong. Effect of N2or Ar Protective Atmosphere on Laser Welding of 316 Stainless Steel[J]. Hot Working Technology, 2018, 47(15): 207—209.
[9] 毕宗岳, 王维东, 鲜林云, 等. 1Cr17Mn6Ni5N奥氏体不锈钢焊接接头性能分析[J]. 应用激光, 2019(3): 435—439.
BI Zong-yue, WANG Wei-dong, XIAN Lin-yun, et al. Performance Analysis of 1Cr17Mn6Ni5N Austenitic Stainless Steel Welded Joint[J]. Applied Laser, 2019(3): 435—439.
[10] 杨玉东, 刘佳, 石岩, 等. 喷嘴形状对铝合金复合焊接头成形质量的影响[J]. 激光技术, 2018, 42(2): 222—228.
YANG Yu-dong, LIU Jia, SHI Yan, et al. Influence of Nozzle Shape on the Quality of Aluminum Joints Product by Laser-Arc Hybrid Welding[J]. Laser Technology, 2018, 42(2): 222—228.
[11] 贾坤宁, 石景岩, 刘威. 2A12/5052异种铝合金激光焊接头的组织与性能[J]. 材料热处理学报, 2018, 39(10): 126—132.
JIA Kun-ning, SHI Jing-yan, LIU Wei. Microstructure and Properties of Laser Welded Joints of 2A12/5052 Dissimilar Aluminum Alloy[J]. Transactions of Materials and Heat Treatment, 2018, 39(10): 126—132.
[12] 杨吉伟, 杨尚磊, 杨文涛, 等. 高速列车车体用高强铝合金激光焊接接头研究[J]. 上海工程技术大学学报, 2015, 29(3): 229—232.
YANG Ji-wei, YANG Shang-lei, YANG Wen-tao, et al. Study on Laser Welded Joints of High Strength Aluminum Alloy for High-Speed Train Body[J]. Journal of Shanghai University of Engineering Science, 2015, 29(3): 229—232.
[13] 邹东利, 陈向林, 肖大武, 等. 5A06铝合金激光焊接接头显微组织及缺陷分析[J]. 稀有金属材料与工程, 2019, 48(9): 2951—2956.
ZOU Dong-li, CHEN Xiang-lin, XIAO Da-wu, et al. Microstructure and Defects Analysis of 5A06 Aluminium Alloy Laser Welded Joint[J]. Rare Metal Materials and Engineering, 2019, 48(9): 2951—2956.
[14] 张继祥, 刘凤芝, 高波, 等. Al-Mg系铝合金脉冲激光焊接性能影响因素分析[J]. 激光技术, 2015, 39(6): 863—868.
ZHANG Ji-xiang, LIU Feng-zhi, GAO Bo, et al. Affecting Factors of Pulse Laser Welding Property of Al-Mg Series Aluminum Alloy[J]. Laser Technology, 2015, 39(6): 863—868.
[15] 刘雷, 耿正, 王敏, 等. 表面处理对铝-CFRTP激光焊接功率及接头强度的影响[J]. 电焊机, 2018, 48(12): 1—5.
LIU Lei, GENG Zheng, WANG Min, et al. Effect of Surface Treatment on the Laser Welding Power and Joint Strength of Aluminum-CFRTP[J]. Electric Welding Machine, 2018, 48(12): 1—5.
[16] 焦俊科, 王飞亚, 孙加强, 等. 紫铜表面预处理及激光焊接工艺研究[J]. 激光与光电子学进展, 2016, 53(3): 158—163.
JIAO Jun-ke, WANG Fei-ya, SUN Jia-qiang, et al. Study on Copper Surface Pre-Treating and Welding with Fiber Lasers[J]. Laser & Optoelectronics Progress, 2016, 53(3): 158—163.
Effect of Surface Treatment on Laser Welding of TC4 Titanium Alloy
LI Qian
(Henan Industry and Trade Vocational College, Zhengzhou 451191, China)
The work aims to improve the weld strength of TC4 titanium alloy to meet the requirements of actual production. The surface of TC4 titanium alloy was sanded, sandblasted, coated with graphite layer and scanned by laser. Then, 2000 W fiber laser was adopted to conduct splicing and welding experiment onTC4 titanium alloy. The weld penetration and tensile strength after surface treatment were tested. Compared with the weld penetration without surface treatment, the weld penetration after surface treatment increased by 30%. The weld tensile strength also increased, and even the one scanned by laser reached to the highest of 1106 MPa, exceeding the tensile strength of the parent metal. After treatment by laser scanning, the material surface is roughed, which increases the absorption rate of the material for the laser, and improves the weld penetration. At the same time, there is no impurity in the laser scanning process and no cracks and pores are produced, so the tensile strength of the weld is greater than that of the parent metal, meeting the actual production requirements.
surface treatment; TC4 titanium alloy; laser welding; microstructure
10.3969/j.issn.1674-6457.2021.06.021
TG456.7
A
1674-6457(2021)06-0151-05
2021-03-08
河南省高等学校重点科研项目计划(17A90019)
李倩(1975—),女,硕士,副教授,主要研究方向为机械加工。
