316L/S32101异种金属焊接接头的显微组织与力学性能研究
2021-12-13孙浈杨涛俞照辉简海林
孙浈,杨涛,俞照辉,简海林
316L/S32101异种金属焊接接头的显微组织与力学性能研究
孙浈,杨涛,俞照辉,简海林
(国核电站运行服务技术有限公司,上海 200233)
研究乏燃料水池用钢板316L与覆板S32101双相不锈钢的焊接性、接头不同区域显微组织特征及接头与母材之间的性能差异。利用氩弧焊接技术对5 mm厚的316L底板与3 mm厚的S32101覆板以搭接的形式进行焊接,利用金相显微镜、扫描电镜、维氏显微硬度仪和电子万能材料试验机对焊接接头的宏观形貌、显微组织以及力学性能进行研究。316L/S32101焊缝组织主要由铁素体基体、晶界树枝状奥氏体以及晶内细小片状奥氏体所组成;316L侧靠近焊缝处存在一个较窄的熔合区,其组织由奥氏体基体和少许细小分散的铁素体组成,而S32101侧靠近焊缝处组织则由粗大铁素体晶粒和沿晶粒边界分布的若干小块状奥氏体组成。从316L母材区到焊缝区,硬度显著增大,而从焊缝区到S32101母材区,硬度变化很小;焊接接头的抗拉强度高达510 MPa,为两侧316L和S32101母材强度的87.9%和88.6%。在焊接电流为240 A和焊接速度为300 mm/min的条件下,可以通过氩弧焊获得成形良好的搭接接头,且接头的力学性能优异。
异种钢焊接;核电维修;316L不锈钢;S32101双相不锈钢
在整个核电站运行周期中,需要定期更换核燃料来维持稳定的电力输出,因此,也会不断产生核废料——乏燃料。乏燃料仍具有高剂量的放射性和自衰变发热功能,需要在乏燃料水池中浸泡来屏蔽辐射和降温。绝大多数的乏燃料水池钢覆面材料采用316L奥氏体不锈钢或者成分相近的牌号[1],这类材料对于氯离子极为敏感,易产生应力腐蚀开裂。迄今为止,国内外乏燃料水池钢覆面已出现不少由于应力腐蚀开裂而导致泄漏的案例,其维修技术也日益成为核电站特种维修工作者关注的焦点[2—4]。
当前,对于乏燃料水池泄漏部位的维修,主要采用覆板焊接维修,即在泄漏部位覆盖一块同材质不锈钢板,并通过搭接环焊缝进行密封[5]。对于覆板材料的选择,以往主要采用同材质的3系列奥氏体不锈钢或者镍基合金,前者存在二次开裂损坏的风险,而后者对焊接施工要求非常高,尤其是在水下作业。为了解决上述问题,新型的AP1000核电站尝试将耐腐蚀性优异的S32101双相不锈钢应用于乏燃料水池覆板[6]。目前国内外关于316L不锈钢与S32101双向不锈钢之间的焊接工艺及接头性能的研究很少,相关研究主要集中在316L与Q235[7]或Q345[8]、316L与铜合金[9]、316L与钛合金[10]、S32101双向不锈钢的焊接工艺性[11]以及S32101与410[12]等。文中采用316L不锈钢为底板和S32101双相不锈钢作为覆板,进行乏燃料水池焊接堵漏技术研究,并系统研究316L/S32101焊接接头的显微组织和力学性能,以期
为乏燃料水池泄漏部位的维修提供必要的实验和理论基础。
1 实验
采用底板规格为500 mm×500 mm×5 mm的316L不锈钢板,覆板规格为200 mm×200 mm×3 mm的轧制态S32101双相不锈钢。其各自的名义化学成分如表1所示。
焊接设备采用福尼斯MW4000氩弧焊设备与KUKA机器人所组成的自动焊工作站。试样以搭接的形式进行焊接,底板箱体倒置,即底平面朝上,覆板置于底板平面上部,然后将覆板四周与底板的上表面熔接在一起。氩弧焊的相关焊接参数为:焊接电流为240 A,焊接速度为300 mm/min,保护气体使用纯度为99.9999%的高纯氩气。
焊后,以垂直于焊缝方向为长度方向对焊接接头进行取样。经400#—1200#砂纸逐级研磨、机械抛光后,用王水(HCL︰HNO3=3︰1)和5 mL HCL+10 mL HNO3+100 mL H2O+10 g FeCl3溶液分别侵蚀316L和S32101,利用莱卡DMI5000M型金相显微镜对焊接接头进行金相组织观察,采用蔡司ΣIGMA HDTM扫描电镜配套的能谱仪(EDS)对焊接接头进行元素扫描分析,采用HVS-1000Z型维氏显微硬度仪对焊接接头进行显微硬度测试。采用CMT5105型电子万能材料试验机进行拉伸试验,实验的加载速度为1 mm/min。
表1 焊接材料的名义化学成分(质量分数)

Tab.1 Nominal chemical composition of welding materials (mass fraction) %
2 结果与分析
2.1 焊接接头宏观形貌
图1为316L/S32101异种钢搭接焊件的宏观形貌,其中图1c和d分别为图1a中焊件的直焊道和圆角焊道放大图。由图1a—d可以看出,覆板紧密贴合于底板上,变形量较小。无论是直焊道、还是圆角焊
道处,其成形均十分良好,焊道表面鱼鳞纹分布均匀,无咬边、弧坑、裂纹等宏观缺陷。图1e和f分别为图1a中直焊道和圆角焊道熔焊接头的横截面,经过对比发现,直焊道和圆角焊道处底板熔深相似且很浅(约0.35 mm),这说明底板的稀释率较小,焊缝可以保持与覆板较为相近的化学成分,对提高抗应力腐蚀性能具有重要的作用。
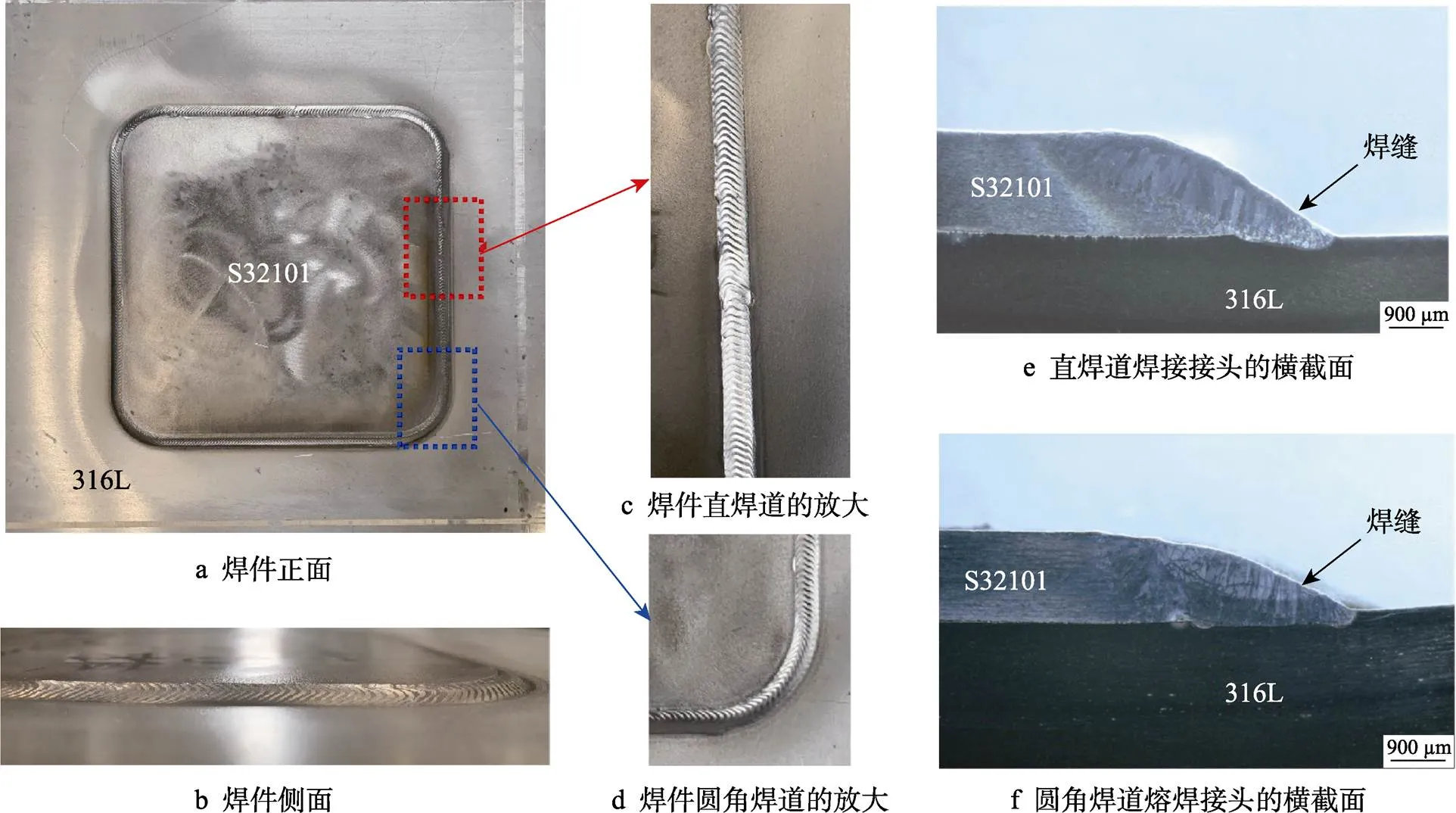
图1 316L/S32101异种钢焊接搭接的宏观形貌
2.2 显微组织
图2为316L侧母材和焊接接头的金相显微组织。由图2a可知,316L母材为单相奥氏体组织。从图2b可以看出,316L侧热影响区的组织与其母材类似,仍由六角状的奥氏体组成,但经过对比后发现(图2a和b),热影响区中部分晶粒有明显长大。由图2c可见,316L侧热影响区与焊缝组织差异显著,且它们之间的界面非常清晰。在焊缝和316L侧热影响区之间存在一个约40 μm的熔合区(如图2b中红线标识),该区域的组织保持了316L焊缝的典型特征,主要由奥氏体基体和少许细小分散的铁素体组成。黄本生等[13]在Q345/316L异种钢填充焊接接头中也发现了类似现象,其主要原因是熔池边缘的组织主要由母材焊后重新凝固所形成的。熔合区内侧的焊缝显微组织明显出现变化,黑色铁素体成分增多(图2c中箭头所示),这说明在该区域,316L和S32101成分混合或合金元素互相扩散,促进了铁素体的形成[14—15]。
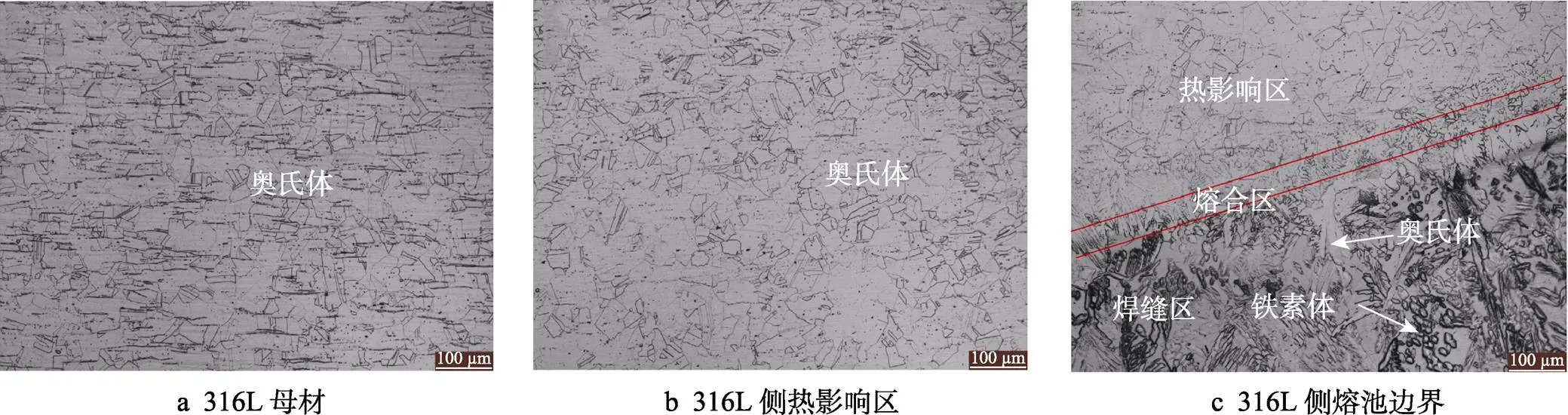
图2 316L侧显微组织
图3为S32101侧母材和焊接接头的金相显微组织。由图3a可知,S32101双相不锈钢母材组织中岛状分布的明亮相是奥氏体相,奥氏体沿着双相不锈钢的轧制方向以条状分布,而灰色的基体组织是铁素体相,两相交替分布。从图3b可以看出,焊缝与S32101侧热影响区的组织也存在显著差异,且它们之间的界面清晰可见。此外,与焊缝边界相邻的S32101侧热影响区(紧挨焊缝边界处)组织由粗大铁素体晶粒和沿铁素体晶粒边界分布的若干小块状奥氏体组成,如图3c中箭头所示,其主要原因是焊接过程中在高温作用下该区域大量奥氏体向铁素体转变,且铁素体晶粒发生粗化;在后续冷却过程中,尽管在铁素体晶粒边界处逐渐析出奥氏体,且伴随着奥氏体长大,但是由于该区域冷却速率很快,导致这些奥氏体以小块状存在[16—17]。
图4为316L/S32101异种钢焊缝中心部位的金相显微组织。可以看出,与S32101侧熔池边界组织(图3b中箭头所示)类似,316L/S32101异种钢焊缝组织主要由铁素体基体和奥氏体相组成,其中奥氏体存在2种不同形态:① 晶界奥氏体,其特征为树枝形貌的长条状奥氏体,沿铁素体晶界析出,如图4a所示;② 晶内奥氏体,其生长在铁素体晶内,特征为尺寸小,呈小片状,如图4b所示。
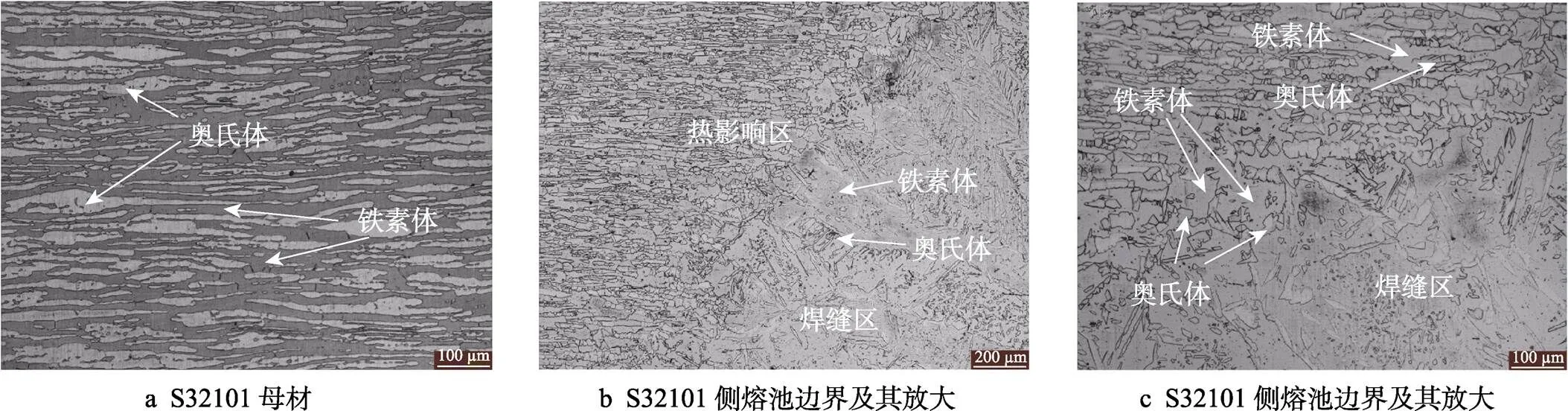
图3 S32101侧显微组织
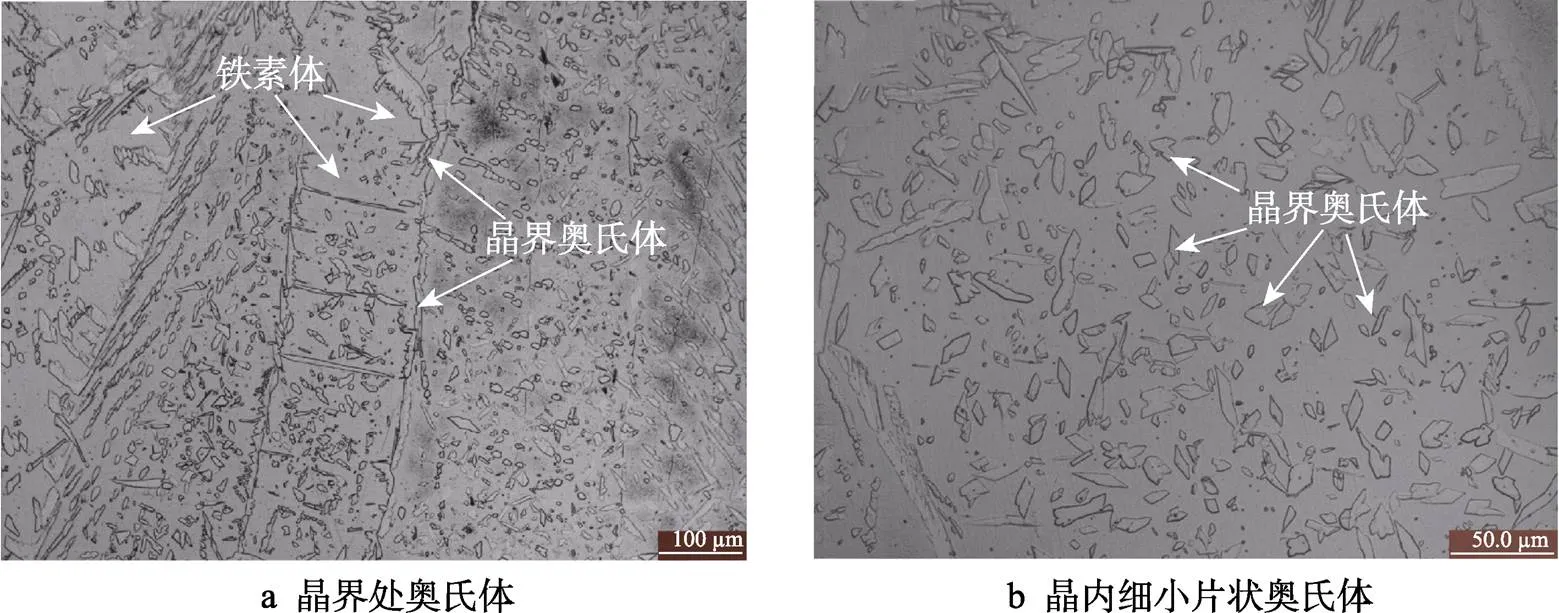
图4 316L/S32101异种钢焊接接头显微组织
为了分析316L/S32101异种钢焊接过程中合金元素的迁移情况,分别对316L侧和S32101侧熔池边界进行EDS能谱线扫描分析,如图5和图6所示。对比316L/S32101两种钢母材的化学成分(见表1)可知,316L母材中Ni和Mo元素的含量与S32101母材的差异很大(前者比后者高很多倍),而S32101母材中Cr和Mn元素的含量略高于316L母材,其他元素含量相似。研究表明[18],由于不同金属母材中合金元素浓度有显著的差异,在高温熔池条件下,熔合线两侧的不同金属间有显著浓度差异的活泼元素就会从高浓度向低浓度迁移。由图5可知,316L侧中Ni和Mo元素向焊缝发生明显迁移,导致在316L侧和焊缝中Ni和Mo元素差异相对较小。但是焊缝中Cr和Mn元素向316L侧迁移较小,从而在316L侧和焊缝中Cr和Mn元素含量差异与316L母材和S32101母材中的差异相当。图6为S32101侧焊缝边界SEM图像及线扫面能谱图,可以看出,在S32101侧和焊缝中,Ni,Mo,Cr,Mn元素的含量非常相近,而且在焊缝边界处这些元素没有明显的浓度梯度变化,这表明S32101侧中Cr和Mn元素向焊缝、焊缝中Ni和Mo元素向S32101侧均发生了较为明显的迁移。
2.3 力学性能
2.3.1 显微硬度
为了分析316L/S32101异种钢焊接后不同区域的硬度分布变化,沿316L母材-焊缝-S32101母材区进行硬度测试,其硬度分布特征如图7所示。可知,焊缝区的硬度(约255HV)明显高于316L侧热影响区及316L母材(约200HV),与S32101侧热影响区及S32101母材区(约250HV)的硬度相近。这可能与316L底板熔化量较少,稀释率较低,焊缝主要由S32101熔化而成有关。因此,焊缝区硬度与S32101母材硬度相近,而与316L母材硬度有一定差异。此外,316L侧热影响区出现了硬度比较明显的降低,这可能与奥氏体晶粒受热循环的影响,部分晶粒发生长大,从而导致热影响区组织发生软化有关。
2.3.2 拉伸性能
表2为轧制态316L母材、S32101母材以及316L/S32101搭接接头的室温拉伸性能。可以看出,搭接接头的抗拉强度、屈服强度和伸长率分别为510 MPa,246 MPa和12%,分别为两侧316L和S32101母材抗拉强度的87.9%和88.6%,屈服强度的96.5%和51.3%,伸长率的28.6%和31.6%。
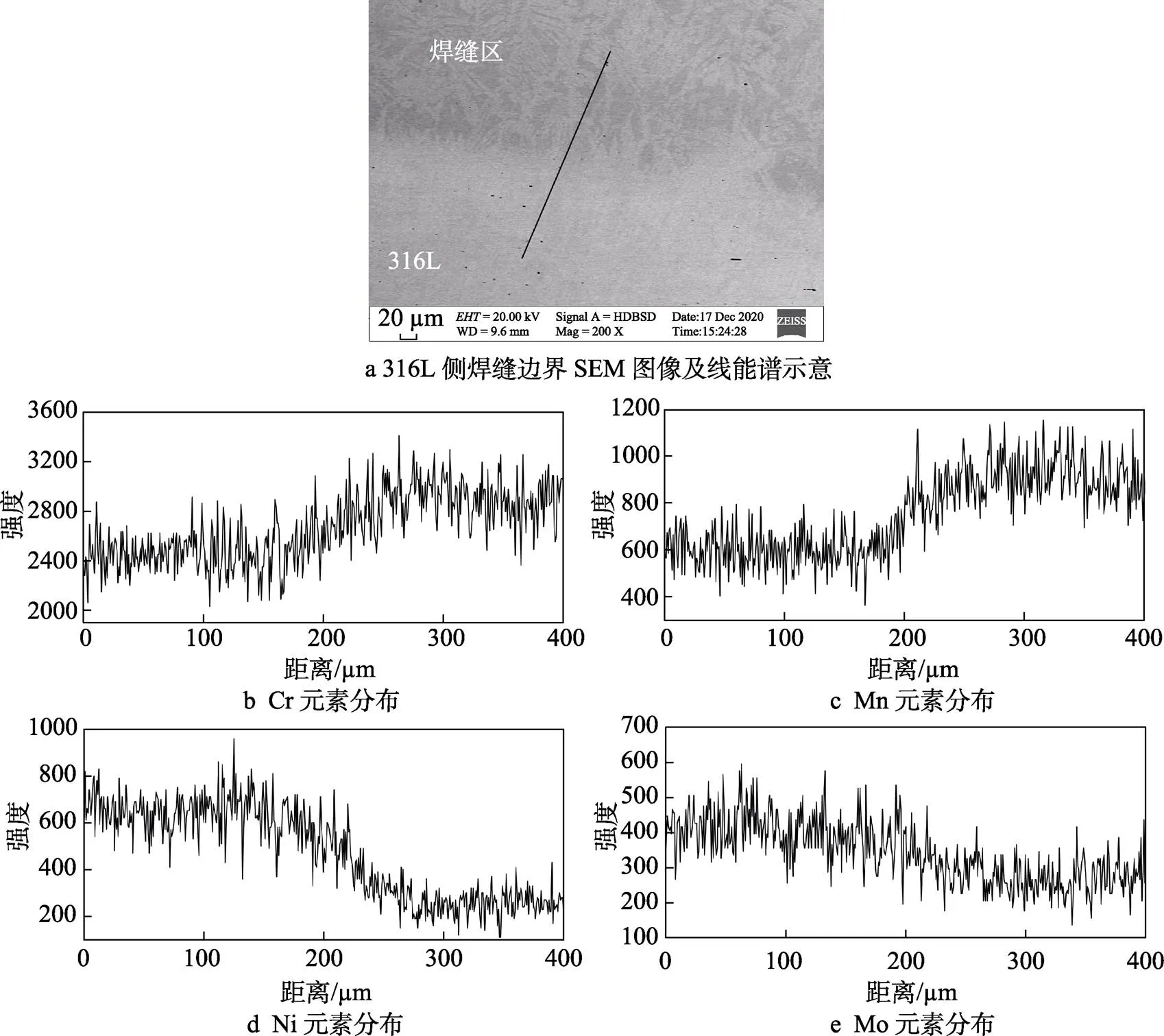
图5 316L侧焊缝边界SEM图像及线扫面能谱
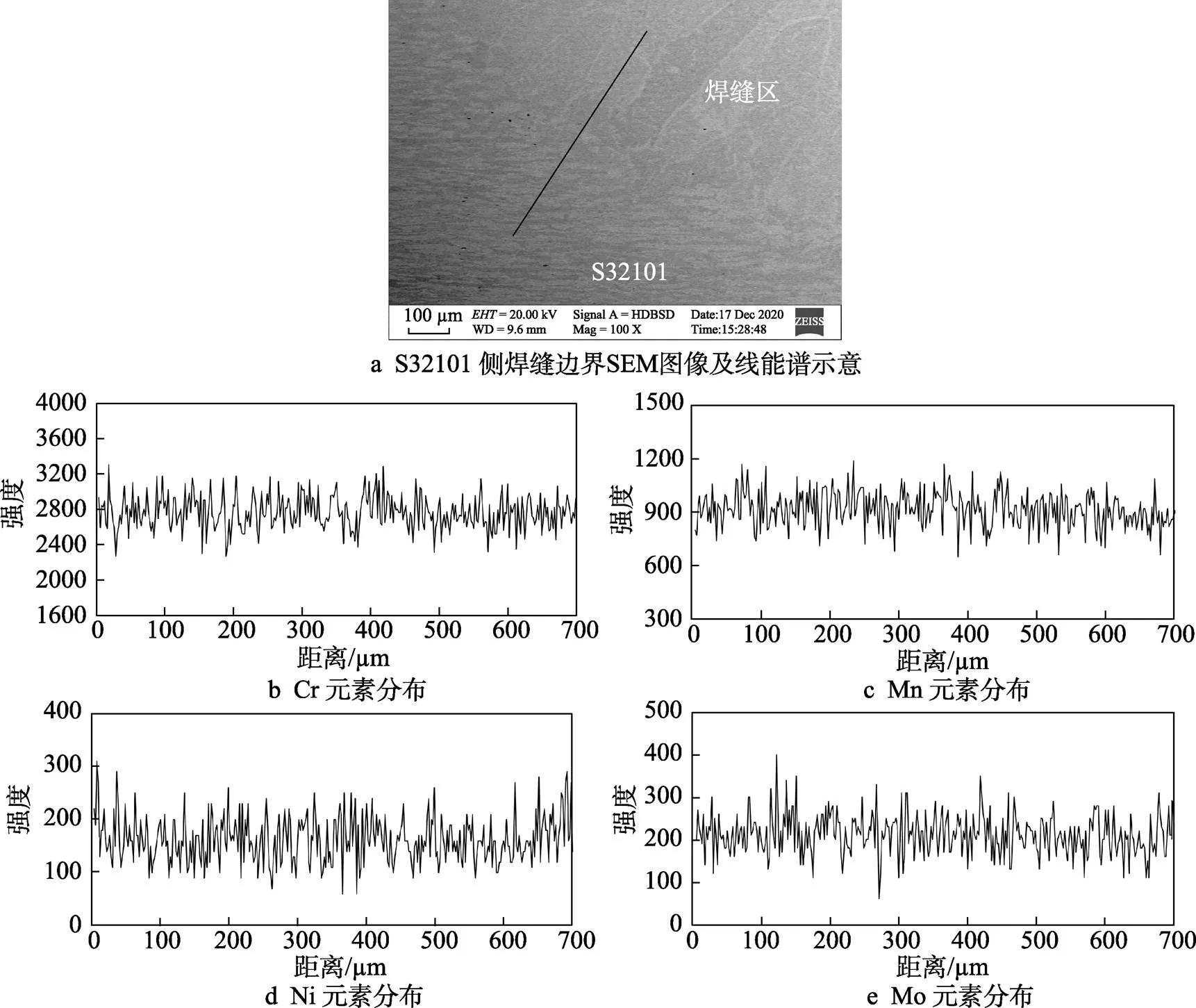
图6 S32101侧焊缝边界SEM图像及线扫面能谱
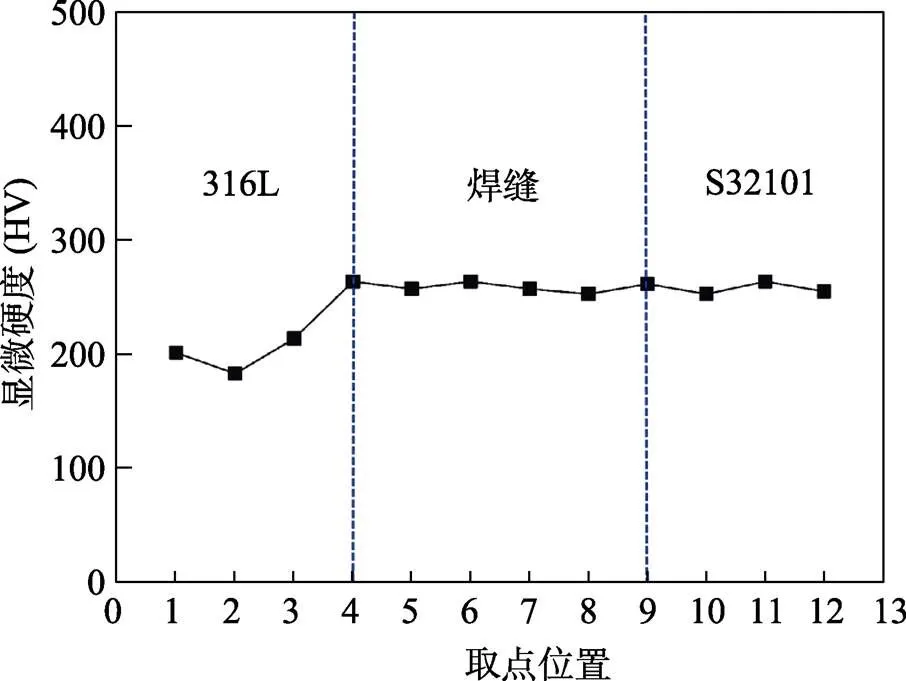
图7 焊接接头显微硬度分布
表2 轧制态316L母材、S32101母材和316L/S32101焊接搭接接头的室温拉伸性能
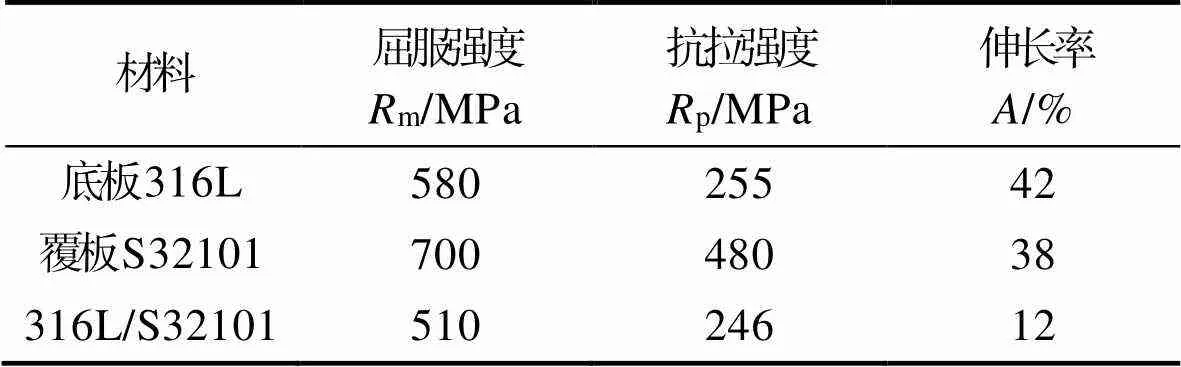
Tab.2 Room temperature tensile properties of rolled 316L base metal, S32101 base metal and 316L/S32101 welded lap joints
3 结论
1)采用氩弧焊方法,对316L不锈钢/S32101双相不锈钢进行搭接自熔焊时,在焊接电流为240 A和焊接速度为300 mm/min的条件下可以获得成形良好的搭接接头。
2)316L/S32101焊缝组织主要由铁素体基体、晶界树枝状奥氏体以及晶内细小片状奥氏体组成;在316L侧靠近焊缝处存在一个较小的熔合区,其组织由奥氏体基体和少许细小分散的铁素体组成;在S32101侧靠近焊缝处的组织由粗大铁素体晶粒和沿铁素体晶粒边界分布的若干小块状奥氏体组成。
3)316L母材区的硬度约为200HV,从316L母材区到焊缝区,硬度显著增大,焊缝区平均硬度约255HV,而从焊缝区到S32101母材区,硬度变化很小;316L/S32101焊接接头的抗拉强度和伸长率分别为510 MPa和12%,为两侧316L和S32101母材强度的87.9%和88.6%,伸长率的28.6%和31.6%。
[1] 吴崇志, 朱瑞峰, 林金平, 等. AP1000换料水池材料的选型分析与应用控制[J]. 热加工工艺, 2015, 44(14): 120—125.
WU Chong-zhi, ZHU Rui-feng, LIN Jin-ping, et al. Selection and Application of AP1000 IRWST Material[J]. Hot Working Technology, 2015, 44(14): 120—125.
[2] 李锴, 钟志民, 孟令强. 压水堆核电厂乏燃料水池失效分析与预防初探[J]. 金属热处理, 2019, 44S: 435—440.
LI Kai, ZHONG Zhi-min, MENG Ling-qiang. Spent Fuel Pool Failure Analysis and Protection Research for PWR Nuclear Power Plant[J]. Heat Treatment of Metals, 2019, 44S: 435—440.
[3] 赵迪, 李光福, 钟志民. 核电厂水池用不锈钢的腐蚀问题及相关研究[J]. 腐蚀与防护, 2020, 41(9): 10—15.
ZHAO Di, LI Guang-fu, ZHONG Zhi-min. Corrosion of Stainless Steels for Water Pools of Nuclear Power Plants and Relevant Researches[J]. Corrosion & Protection, 2020, 41(9): 10—15.
[4] 郑越, 雷欣, 崔岚, 等. 核电厂水池覆面用不锈钢钢板在硼酸水溶液中的点蚀行为[J]. 腐蚀与防护, 2017, 38(7): 491—495.
ZHENG Yue, LEI Xin, CUI Lan, et al. Pitting Corrosion Behavior of Stainless Steel Plate Used for Steel Liner of Nuclear Power Plant in Boric Acid Solution[J]. Corrosion & Protection, 2017, 38(7): 491—495.
[5] 邓天红. 某核电厂乏燃料水池覆面焊接变形分析及处理[J]. 焊接技术, 2013, 42(2): 56—59.
DENG Tian-hong. Analysis and Treatment of Cladding Welding Deformation of Spent Fuel Pool in a Nuclear Power Plant[J]. Welding Technology, 2013, 42(2): 56—59.
[6] 庄源, 黄忠平, 史寅康, 等. 一种新型核电站建设材料—双相不锈钢[J]. 热加工工艺, 2012, 41(18): 69—71.
ZHUANG Yuan, HUANG Zhong-ping, SHI Yin-kang, et al. New Material in Nuclear Power Plant Construction: Duplex Stainless Steel[J]. Hot Working Technology, 2012, 41(18): 69—71.
[7] 赵勇桃, 李波波, 鲁海涛, 等. Q235钢与316不锈钢异种钢焊接接头组织及力学性能的研究[J]. 热加工工艺, 2019, 48(11): 35—38.
ZHAO Yong-tao, LI Bo-bo, LU Hai-tao, et al. Study on Microstructure and Mechanical Properties of Q235 Steel and 316 Stainless Steel Welded Joints[J]. Hot Working Technology, 2019, 48(11): 35—38.
[8] 汤彦斌. 316L与Q345B异种钢的焊接工艺[J]. 电焊机, 2018, 48(4): 91—93.
TANG Yan-bin. Discussion on Welding Technology of 316L and Q345B Dissimilar Steels[J]. Electric Welding Machine, 2018, 48(4): 91—93.
[9] XU Jun-feng, YANG Ming, MA Honghao, et al. Fabrication and Performance Studies on Explosively Welded CuCrZr/316L Bimetallic Plate Applied in Extreme Environments[J]. Journal of Materials Research and Technology, 2020, 9(4): 8971—8984.
[10] LI Jun-zhao, LIU Yi-bo, GAO Yi-fan, et al. Benefits of Interfacial Regulation with Interlayers in Laser Welding Ti6Al4V/316L Steel[J]. Optics & Laser Technology, 2020, 125: 106007.
[11] 刘先文, 刘道寿, 杨青云, 等. 核电双相不锈钢S32101焊接工艺研究[J]. 中国核电, 2019, 12(1): 51—55.
LIU Xian-wen, LIU Dao-shou, YANG Qing-yun, et al. Welding Process of Duplex Stainless Steel S32101 for Nuclear Power Plant[J]. China Nuclear Power, 2019, 12(1): 51—55.
[12] LOTO R T. Study of the Corrosion Behaviour of S32101 Duplex and 410 Martensitic Stainless Steel for Application in Oil Refinery Distillation Systems[J]. Journal of Materials Research and Technology, 2017, 6(3): 203—212.
[13] 黄本生, 杨江, 卢东华, 等. Q345/316L异种钢焊接接头显微组织结构与力学性能[J]. 材料热处理学报, 2016, 37(5): 45—51.
HUANG Ben-sheng, YANG Jiang, LU Dong-hua, et al. Microstructure and Mechanical Properties of the Q345/ 316L Dissimilar Steel Welded Joints[J]. Transactions of Materials and Heat Treatment, 2016, 37(5): 45—51.
[14] 王晓军, 杨健, 周栋, 等. Q345/316L异种钢K-TIG焊接接头的组织及性能[J]. 电焊机, 2021, 51(1): 66—72.
WANG Xiao-jun, YANG Jian, ZHOU Dong, et al. Microstructure and Properties of K-TIG Welded Joint of Q345/316L Dissimilar Steel[J]. Electric Welding Machine, 2021, 51(1): 66—72.
[15] TABRIZI T, SABZI M, MOUSAVI A S H, et al. Comparing the Effect of Continuous and Pulsed Current in the GTAW Process of AISI 316L Stainless Steel Welded Joint: Microstructural Evolution, Phase Equilibrium, Mechanical Properties and Fracture Mode[J]. Journal of Materials Research and Technology, 2021, 15: 199—212.
[16] 李美琳, 耿富强. S32101双相不锈钢焊接接头的组织性能研究[J]. 现代制造技术与装备, 2014(5): 22—24.
LI Mei-lin, GENG Fu-qiang. Organization Performance Study on S32101 Duplex Stainless Steel Welding Joint [J]. Modern Manufacturing Technology and Equipment, 2014(5): 22—24.
[17] CUI Shu-wan, SHI Yong-hua, SUN Kun, et al. Microstructure Evolution and Mechanical Properties of Keyhole Deep Penetration TIG Welds of S32101 Duplex Stainless Steel[J]. Materials Science and Engineering: A, 2018, 709: 214—222.
[18] 黄卫东, 伍建文, 芦丽莉, 等. Inconel 690/321不锈钢异种金属焊接接头组织与性能研究[J]. 电焊机, 2020, 50(7): 141—146.
HUANG Wei-dong, WU Jian-wen, LU Li-li, et al. Microstructure and Properties of Inconel 690/321 Stainless Steel Dissimilar Metal Welded Joint[J]. Electric Welding Machine, 2020, 50(7): 141—146.
Investigation on Microstructures and Mechanical Properties of 316L/S32101 Dissimilar Lap Joints
SUN Zhen, YANG Tao, YU Zhao-hui, JIAN Hai-lin
(State Nuclear Power Plant Service Company, Shanghai 200233, China)
The work aims to study the weldability of 316L steel plate for spent fuel pool and S32101 duplex stainless-steel overlay plate, the microstructure characteristics of different areas of the joint and the performance differences between the joint and the base metal. The 316L base plate of 5 mm thick and S32101 cladding plate of 3 mm thick were welded by argon arc welding technology in the form of overlap. The macro morphology, microstructure and mechanical properties of the welded joint were studied by metallographic microscope, scanning electron microscope, Vickers microhardness tester and electronic universal material testing machine. The results showed that the microstructure of the 316L/S32101 welded joint was mainly composed of ferrite matrix, dendritic austenite at grain boundary and fine lamellar austenite inside grain. There was a narrow fusion zone near the fusion line on the 316L side. Its microstructure was composed of austenite matrix and a few fine dispersed ferrite; while the microstructure near the weld on the S32101 side was composed of coarse ferrite grains and some small massive austenite distributed along the grain boundary. From 316L base metal zone to weld zone, the hardness increased significantly; while from weld zone to S32101 base metal zone, the hardness changed little. The tensile strength of the joint was up to 510 MPa, which was about 87.9% and 88.6% of the strength of 316L and S32101 base metal, respectively. It can be concluded that a well-formed lap joint of excellent mechanical property can be obtained by argon arc welding technology as the welding current is 240 A and the welding speed is 300 mm/min.
dissimilar steel welding; maintenance of nuclear power plant; 316L stainless steel; S32101 duplex stainless steel
10.3969/j.issn.1674-6457.2021.06.019
TG456.7
A
1674-6457(2021)06-0138-07
2021-09-10
国家重大科技专项(2018ZX06002006)
孙浈(1985—),男,高级工程师,主要研究方向为核电焊接技术管理和焊接性能控制。
杨涛(1988—),男,工程师,主要研究方向为核电焊接技术管理和焊接性能控制。
