浮选柱在低品位难选锡铜共生矿试生产中的调试应用
2021-12-06杨志锋


摘要:目前,我厂引进了两台新型KYZ浮选柱,用于提高铜精矿品位和实收率。浮选柱的主要工作原理为,由外部气源供气,经气泡发生器产生细小气泡进入浮选柱内,入选矿浆由上部缓向下流动,颗粒与气泡在柱体内发生矿化效应,铜矿物被附着到气泡上,上浮到泡沫液面上,经再次富集后产出铜精矿,气泡未附着的颗粒下降后经尾矿管排出。在调试过程中,发现充气量不足、泡沫矿化效果差、形成的铜精矿泡沫层薄,产出的铜精矿品位、实收率低。针对浮选柱的给矿浓粒度,入料、排尾不顺畅,分矿器易堵塞、充气量不足、泡沫层厚度设置不合理等原因,采用了不同的措施和方法,通过4个月的生产调试,目前浮选柱生产工艺运行正常,铜的技术经济指标:精矿品位在原来的基础上提升了0.2 %,回收率3.85%。
关键词:浮选柱 低品位难选锡铜共生矿 调试应用
1.浮选柱简介、原矿性质分析
1.1浮选柱工作原理
浮选柱的主要工作原理为,由外部气源供气,经气泡发生器产生适度的气泡进入浮选柱内,入选矿浆由上部缓慢向下流动,矿物质颗粒与气泡在柱体内碰撞,矿物质被吸附到气泡上,矿物上浮到泡沫液面上,经二次富集后产出铜精矿,未吸附着的矿物质颗粒下降经尾矿管排出;浮选柱液位高低和泡沫层厚度由液位控制系统调节。
1.2液位控制系统的工作过程
主要是通过浮球的上下浮动,浮动的位移由红外线探头感应,发送4-20mA的电信号到接收器,经过系统PID运算,发出信号到气动排尾阀,控制阀门的开度大小,达到调节液位和泡沫层厚度的目的。
浮选柱主要由排尾系统、液位检测装置、喷淋水系统、给矿系统、喷枪等部件构成。
1.3矿石性质分析
1.3.1锡铜共生矿化学性质分析
对锡铜共生矿矿样进行了多元素分析、铜物相分析,结果见表1-3-1~1-3-2。
表1-3-1可知,选矿生产主要回收对象为锡,综合回收铜、硫、硫铁矿等,有害元素As的品位为0.546%。
由表1-3-2可知,铜主要以黄铜矿形式存在,其占铜分布率的63.86%,次生硫化铜占铜分布率的9.65%,硫酸铜和自由氧化铜占为11.87%。结合氧化铜占铜分布率的14.62%。
根据多元素分析、铜物相分析、结合多年选矿生产实际可知,锡铜共生矿中的锡品位仅为0.26%,铜品位仅为0.342%,其他杂质含量高,锡、铜集晶粒度细、和其他物质相互伴生、共生、包裹、铜矿物氧化率高,属于低品位难选矿,不利于铜的有效回收。
2.试生产过程中存在的问题
尾矿排尾不顺畅,大量尾矿集中在柱体内,导致泡沫层厚度减少,甚至没有形成泡沫层就从浮选柱溢流口流掉,造成精矿品位低≤8%,为不合格的产品。
入料,导致进料不顺畅,泡沫液面忽高忽低,调节难度增大。
柱体内充气量调节不灵敏,柱体充气主要通过电动闸阀、涡街流量计,气量在140m³就没有办法再增大,即使把电动闸阀开度到100%,气量没有改变。
3.分析存在问题的原因
尾矿排放不顺畅的问题,刚开始根据厂家所提供的安装高度来安装排尾装置,但是由于操作平台的位置高于尾矿箱安装高度1200mm,为了操作方便就把尾矿箱安装到了操作平台上,尾矿箱排尾管中距柱体溢流口高差仅仅有1500mm。是造成排尾不顺畅的原因。
入料分矿器容易堵塞,存在几个方面的原因:①是有大块物料、碎钢球、草渣等杂物进入分矿器;②是入料的矿浆粒度过粗;③是进料管道的坡度或者高差不够,导致进去柱体的压力不够。
气量上不去有几方面的原因:①是空压机的压风量不足;②是气路有泄漏;③是进入浮选柱前的电动闸阀没有全部打开,操作液面显示的开度99%有误差。
3.12021年4-7月KYZ浮选柱给矿浓度15.-27%,粒度-200目95.30-97.22%,-300目77.72-81.11%;
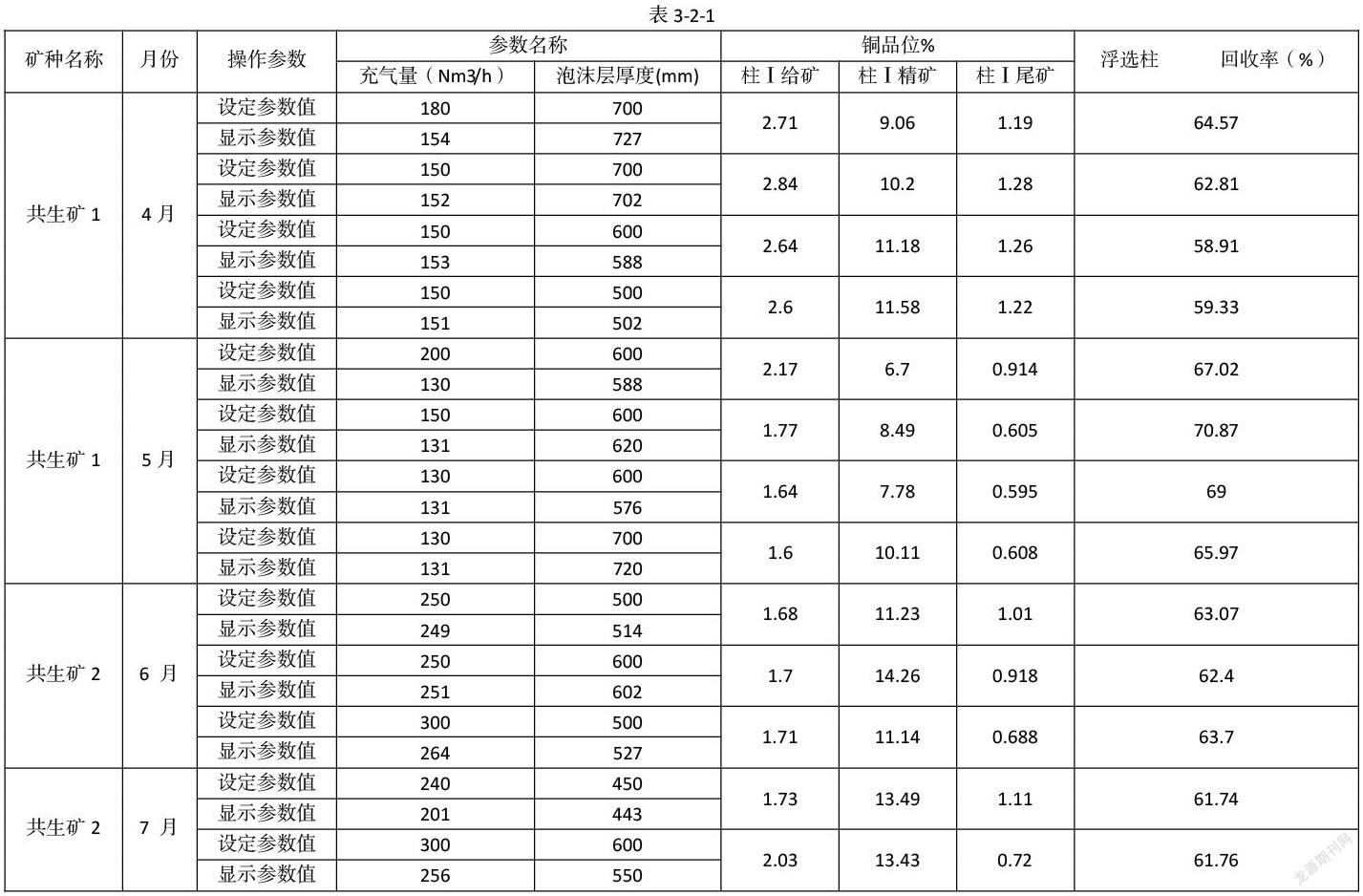
3.22021年4-7月浮选柱应用充气量、泡沫层厚度参数调试结果:
通过以上数据分析可知:当处理1)共生矿1时新型KYZ浮选柱显示参数值:充气量(251Nm3/h),泡沫层厚度(602mm)铜精矿品位14.26%、回收率62.4%;2)共生矿2时新型KYZ浮选柱显示参数值:充气量(256Nm3/h),泡沫层厚度(550mm)铜精矿品位13.43%、回收率61.76%。
4.针对这些问题的调试方案
解决尾矿排尾不顺畅的方案,把原有的安装高度降低到厂家要求的6000mm,然后开机试生产,结果排尾還是不太顺畅。后来通过分析和研究,我们将尾矿箱高度再次降低,降低到距离排尾管道高2500mm的位置,开机后排尾正常。排尾的问题得到了初步的解决。
解决分配器堵塞的方案,我们将分配器拆开,检查里面的情况,基本是被粗颗粒矿浆堵塞,及不存在杂物进入,现场管道坡度和高差通过计算后满足工艺要求。我们将矿浆反射盘的孔径扩大到12mm,杜绝了粗颗粒矿浆进去堵塞分配器的问题。
解决气量的方案,首先调试空压机,观察空压机操作界面,能自动加载和卸载,供气压力保持在0.8MPa,空压机正常。其次是检查电动闸阀,把操作界面上的开度先开到100%,然后拆开连接螺栓,查看闸阀是否正常开启,经检查闸阀完全打开,并无卡死的情况。最后就是测试涡街流量计,我们采用的方法是将涡街流量计拆除,更换为直管连接,浮选柱的气量有非常明显的增高,而且非常大。我们起初也是怀疑流量计选型选小的问题,但是经过多次与厂家沟通联系后,厂家一致认为是由于气泡发生器的喷嘴孔径选小了,原装配置为Φ2mm孔径,导致进入浮选柱的气量不够,影响浮选柱的效果。现在改为孔径Φ3mm。
4.2.1把存在的浓粒度、泡沫层厚度、充气量、尾矿排放不顺畅,分矿器易堵塞,问题逐一解决、调适后获得技术经济指标
浮选柱通过4个月生产应用与调试,目前浮选柱正常运行,铜的技术经济指标精矿品位提升了0.2 %,回收率3.85 %。
结语
本人所叙述的浮选柱调试方案,只是本人在实际调试过程中的一点体会,如有不妥之处敬请谅解。同时也为我们后期运用浮选柱和调试浮选柱积累一些经验,能使我们都能把浮选柱运用好,为企业的发展奠定好设备基础,保障企业可持续生产和发展。
参考文献:
[1]北矿机电科技,浮选柱手册.
[2]中国选矿设备实用手册,机械工业出版社出版 2002年(5月).
作者简介:杨志锋(1985- )云锡股份公司老厂分公司 机械工程师 ;现从事设备能源管理工作
