重质分流风分器在打叶机组中的应用
2021-11-25朱昭德张皓然宋浩宇张晓磊高军浩张长弓
朱昭德,高 津,陆 骧,唐 宏,温 静,张皓然,陈 金,宋浩宇,张晓磊,高军浩,张长弓
1.贵州烟叶复烤有限责任公司铜仁复烤厂,贵州省铜仁市高新区铜仁复烤厂554300
2.秦皇岛烟草机械有限责任公司,河北省秦皇岛市经济技术开发区龙海道67号066004
打叶复烤是卷烟制丝生产中的一项基础环节[1],主要依靠打叶机组(包括打叶器、风分器、落料器)和烟叶复烤设备完成。打叶机组中常用的风分器有马克式拨叶辊抛料风分器和高速皮带抛料风分器(以下称高速皮带风分器),在生产中一般是串联多台风分器进行风分。其中,高速皮带风分器因造碎率低、设备占地面积小而被广泛应用[2]。近年来,新版《卷烟工艺规范》[3]对打叶复烤的各项指标提出了更高要求,而常规高速皮带风分器受风分载荷高、抛料角度固定等因素的限制,难以进一步提升大中片率、减少片烟造碎以及降低叶中含梗率。针对此问题,张忠峰等[4]采用气流抛料器替代高速皮带以解决抛料角度不可调的问题,有效提升了风分效率和各项性能指标的稳定性;陈秋荣等[5]采用降低高速皮带抛料速度、增加风力补偿等方法来改善抛料效果,同时减少了高速皮带的维护工作量;陆俊平等[6]采用低速带或低速振槽替代高速皮带送料同时利用风嘴和机械辊进行二次抛料来改善抛料效果,解决了高速皮带跑偏、回带烟叶等问题;李朋等[7]将高速皮带与风分器进行软连接,并通过调节支腿高度来改变抛料角度,调整范围控制在5°以内,避免对抛料效果产生较大影响。但对于如何解决高速皮带风分器风分载荷高、不能进行精细风分的问题则鲜见报道。为此,在高速皮带风分器的基础上,基于重质分流技术设计了一种重质分流风分器,通过对重质叶和轻质叶合理分流,避免风分器超负荷运行,以期进一步提升打叶机组的生产性能。
1 问题分析
如图1a所示,片烟经一级打叶后依次进入6台串联的高速皮带风分器。每台风分器筛分出的轻质叶经过落料器后由皮带机汇总收集,剩余烟叶被输送至下一台风分器继续进行风分,筛分出的重质叶和未分出的轻质叶被输送至二级打叶。如图1b所示,风分过程中烟叶由倾斜的高速皮带1抛撒至风分仓,在仓内上升气流(风选风7)的作用下悬浮并因质量不同而分层,轻质叶和剩余烟叶分别从出口5和出口6脱离风分器。为确保高速皮带不跑偏并降低维护难度,要求皮带运行速度≤5 m/s,有效风分宽度≤2 440 mm。根据精分要求(即风分器宽度方向负荷为2.3 kg/mm)计算高速皮带风分器的额定负荷为5 600 kg/h。当风分器超负荷运行时,片烟堆积厚度增加,风选风难以穿透堆积层,造成轻质叶风分效果不佳,进而导致后续大中片率降低以及造碎率增加等问题,只能通过适度调节风选风量改善风分效果。目前在流量为12 000 kg/h的打叶机组中,一般将1#、2#风分器(图1a)并联以降低单台机器负荷,但每台风分器仍然处于满负荷(6 000 kg/h)运行状态。若增大风量,则筛分出的轻质叶中会含有大量重质叶,造成叶中含梗率超标;若减小风量,则大量轻质叶被输送至后序工序,造成3#~6#风分器负荷增大,进而导致大中片率和造碎率超标。
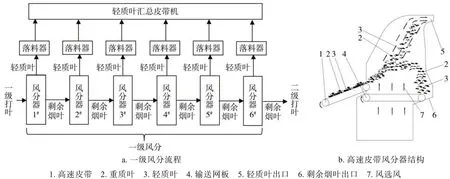
图1 改进前一级风分流程(a)及高速皮带风分器结构示意图(b)Fig.1 Flow of first stage pneumatic separation(a)and structure of pneumatic separator with highspeed belt(b)before modification
2 改进方法
2.1 重质分流风分器工作原理
如图2a所示,针对风分器因超负荷运行而导致风分效果不佳等问题,对高速皮带风分器进行了改进,基于重质分流技术设计了一种重质分流风分器。使用2台并联的重质分流风分器替代原打叶机组中的1#、2#风分器。经一级打叶后的片烟经重质分流风分器风分后,轻质叶被汇总收集送入下一级工序,重质叶被汇总输送至二级打叶,剩余烟叶依次进入3#~6#高速皮带风分器继续进行风分。
如图2b所示,重质分流风分器采用高速旋转的机械辊2替代高速皮带进行抛料,并在机械辊2下方增加了导料板1;将原剩余烟叶出口划分为重质叶出口7和剩余烟叶出口6,配合活动挡板5实现重质叶的分流;机械辊2上安装有可调节高度的齿形板[6],当机械辊2高速旋转时产生的气流可以将进入齿形板的重质叶和轻质叶抛入风分仓,并对片烟起到松散作用;根据重质叶的抛物线轨迹可调整导料板1的角度,进而改变抛料角度与抛料距离;活动挡板5可上下移动,用于调整重质叶的筛分比例。当加工不同部位、不同等级烟叶时,根据重质叶的质量、悬浮速度调整机械辊2抛料速度、导料板1角度以及活动挡板5高度,可以使重质叶、轻质叶抛出后因悬浮速度不同而自然分层。分层后的片烟中,大部分轻质叶被筛分出,一部分重质叶受活动挡板5阻挡而下落到输送网板3上,剩余烟叶从活动挡板5上方进入剩余烟叶出口6。

1.导料板2.机械辊3.输送网板4.轻质叶出口5.活动挡板6.剩余烟叶出口7.重质叶出口8.风选风
2.2 重质分流风分器参数的确定
重质分流风分器的组成以结构制作件为主,在运行过程中不需要维护,其最大宽度达到3 660 mm,根据精分计算得到单台额定负荷最大约为8 400 kg/h,并联使用2台重质分流风分器即可满足12 000 kg/h打叶机组的生产要求。考虑到节能降耗要求,最终选用宽度为3 050 mm的重质分流风分器。
2.3 重质叶抛料运动轨迹的确定
由于重质叶与轻质叶的悬浮速度不同,故运动轨迹也不同。在x、y两个方向上,重质叶和轻质叶的运动轨迹可通过运动微分方程和解微分的理论进行计算:


式中:m为物料质量,kg;ux、uy为物料速度水平分量和竖直分量,m/s;Cd为气流阻尼系数;Ap为物料在垂直气流方向的投影面积,m2;ρj为气流介质密度,kg/m3;ρp为物料密度,kg/m3;uj为气流速度,m/s;α为气流倾角,(°);u0为物料初速度,m/s;β为物料初速度倾角,(°);g为重力加速度,m/s2。
根据公式(1)和(2)计算并绘制重质叶和轻质叶的运动轨迹(图3),可见重质叶和轻质叶被抛出后出现两种不同轨迹,且改变抛料速度u0和角度β对重质叶轨迹的影响大于轻质叶:在相同抛料角度(β=0°)下逐渐增大抛料速度,重质叶水平速度增大,落点逐渐趋于远端;在同等抛料速度(u0=2 m/s)下增大抛料角度,重质叶水平速度减小,落点逐渐趋于近端。重质叶和轻质叶在不同抛料角度和速度下的运动轨迹为重质叶的分流及其出口位置的设计提供了理论支持。
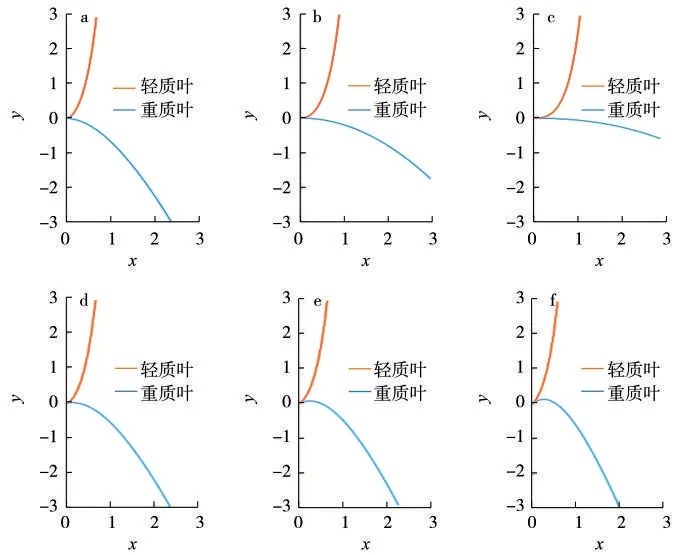
图3 轻质叶和重质叶受抛料速度和角度影响的运行轨迹Fig.3 Moving trajectory of lighter and heavier tobacco affected by projecting speed and angle
3 应用效果
3.1 实验设计
材料:贵州省铜仁市2020年产WCC3F等级(C2F和C3F混 打,C2F占 比15.4%,C3F占 比84.6%)中部烟叶。
设备:12 000 kg/h打叶机组(秦皇岛烟草机械有限责任公司),其中一级风分中1#、2#风分器采用有效风分宽度为3 050 mm的重质分流风分器且并联使用,3#~6#风分器采用有效风分宽度为2 440 mm的高速皮带风分器;CA24.DA质量控制振动筛(秦皇岛烟草机械有限责任公司);宾德M-115干燥箱(德国Binder公司);CA13叶中含梗率测定仪(北京长征高科技公司);RX-29-10多层振动筛分器(美国W.S.TYLER公司);LA34111S型电子秤(感量0.1 g,德国Sartorius公司);CAP223S型电子天平(感量0.001 g,德国Sartorius公司);62MAX型测温枪(美国FLUKE公司)。
方法:①设置两种风分器的烟叶流量均为6 000 kg/h,分别对风分器进口处、出口处的烟叶进行取样。按照GB/T 21137—2007[8]检测风分前烟叶中轻质叶、重质叶所占比例;根据文献[9]计算两种风分器的风分效率;按照GB/T 21136—2007[10]检测并计算轻质叶出口处烟叶的叶中含梗率;按照GB/T 21137—2007[8]检测并计算重质叶出口处的流量及轻质叶的比例。每个样品重复取样3次,间隔5 min,取平均值。②在相同测试条件下对比改进前后打叶机组的大中片率、叶中含梗率、造碎率等关键工艺指标,采用M-115干燥箱和62MAX型测温枪检测重质叶样品在一级风分前和二级打叶前的温度和含水率,对比水分和温度散失情况,取平均值进行对比。
3.2 数据分析
3.2.1 改进前后风分器风分效率对比
现场检测结果表明,烟叶经一级打叶后,重质叶和轻质叶所占比例分别为61%和39%,因2台重质分流风分器并联且均匀分料,单台重质分流风分器的烟叶流量为6 000 kg/h,其中轻质叶流量为3 660 kg/h,重质叶流量为2 340 kg/h。如表1所示,重质分流风分器风分效率为70.67%,与高速皮带风分器相比提高6.57百分点,叶中含梗率控制在0.65%以内;由于重质叶分流比例超过45%,且重质叶中轻质叶含量在1.5%以内,减少了后续工序的造碎;经计算,进入3#高速皮带风分器的片烟流量未超过4 700 kg/h,低于其额定负荷,由此提高了3#~6#风分器的风分效率。

表1 改进前后风分器测试数据Tab.1 Test data of pneumatic separators before and after modification (%)
3.2.2 重质叶温度和含水率对比
如表2所示,改进后重质叶在二级打叶前的含水率和温度分别提高1.5百分点和7.3℃,原因在于轻质叶与重质叶分流,避免了重质叶因长时间、长距离风选而造成温度和水分流失,提高了片烟耐加工性,有利于减少烟叶造碎[11]。

表2 改进前后打叶机组重质叶含水率和温度对比Tab.2 Moisture content and temperature of heavier tobacco before and after modification of threshing line
3.2.3 改进前后关键工艺指标对比
如表3所示,改进后打叶机组采用了重质分流风分器+高速皮带风分器的风分组合方式,叶中含梗率降低至1.2%以下,大中片率达到86.10%,造碎率控制在0.25%以内,能够满足叶梗分离后片烟结构的工艺指标要求。

表3 改进前后打叶机组工艺指标对比Tab.3 Technical indexes of threshing line before and after modification (%)
4 结论
基于重质分流技术对打叶机组中的风分器及一级风分流程进行了改进,采用机械辊进行抛料,通过导料板调节抛料角度和距离,增加重质叶出口并通过活动挡板将重质叶直接输送至二级打叶设备,实现了轻质叶与重质叶分流,从而避免了重质叶温度和水分的流失,降低了风分器的风分负荷。以贵州烟叶复烤有限责任公司铜仁复烤厂生产加工的WCC3F烤烟烟叶为对象进行测试,结果表明:与高速皮带风分器相比,重质分流风分器的风分效率提高6.57百分点;改进后打叶机组进入二级打叶的重质叶含水率和温度分别提高1.5百分点和7.3℃,大中片率提高0.69百分点,造碎率和叶中含梗率均降低0.23百分点,有效提升了打叶机组的性能指标。
