铝灰制备高纯硫酸铝的工艺研究
2021-11-21杨娜,朱山,李松
杨 娜,朱 山,李 松
(六盘水师范学院,贵州 六盘水 553000)
铝灰是冶炼过程中产生于转炉盐层下部,由氧化铝、金属铝和其他杂质形成成分复杂的盐渣[1,2]。近年来,我国铝工业迅猛发展,产量持续增长,已成为世界主要的铝生产国[3]。炼铝时产生的大量铝灰,主要来源于电解铝厂、再生铝厂等铝冶炼企业。这些铝灰堆积在厂区或填埋,不仅造成资源的浪费,同时也带来环境的污染,因此加强对铝灰的再利用已势在必行[4,5]。
铝灰的处理和再利用是铝工业生产链中的最后一环,是公认的世界性难题[6,7]。目前铝灰的处理方式主要以堆存为主,不仅占用大量土地,铝灰内含有的有害物质对人气健康及生态环境安全造成严重的威胁[8-10]。由于铝灰中含有较多的金属铝和氧化铝,是一种具有综合利用价值的工业废弃物。因此,提高铝综合回收利用率,实现铝灰有价组分回收及资源化利用是落实循环经济、节能减排正常的要求,是建设生态文明的重要保障措施;同时,铝灰的回收及资源化处理可以降低铝灰的处理成本和减少对环境的污染[2]。根据文献调研表明,目前铝灰处理可分为有价组分提纯法和残渣整体资源化,提纯法主要有金属铝、氧化铝氢气和氯盐等组分,资源化制备建材耐火材料及其他材料。为了进一步提升铝灰的资源化利用水平,一些新的铝灰利用方式不断被开发。因此,本文采用铝灰制备Al2(SO4)3,为铝灰的工业化应用奠定理论基础。
1 试验部分
1.1 实验样品的准备
对某企业提供的铝灰样品进行筛选、磨矿到一定粒度(80目),并采用X射线荧光光谱分析(XRF)对样品进行成分表征,其结果见表1。其中铝主要以氧化铝形态存在,钙主要以硅酸钙(2CaO•SiO2)形态存在。

表1 某企业铝灰成分
1.2 分析和表征方法
本文中所有的样品成分分析均采用X射线荧光光谱分析仪(Super mini200日本理学株式会社XRF)进行表征,样品物相分析采用X射线衍射仪(SHIMADZU Lab XRD-6100)进行表征。本文中样品的浸出率通过对比原料中铝的含量和浸出渣中铝的含量得出。
1.3 试验原理和方法
为了提高铝灰中铝的回收铝,本文中采用如下工艺从铝灰中回收硫酸铝(其工艺流程如图1所示)。其中浸出过程中主要化学反应为:Al2O3+3H2SO4→Al2(SO4)3+3H2O;水解沉淀过程中主要的化学反应为:Al2(SO4)3+18H2O→Al2(SO4)3•18H2O↓。

图1 铝灰中回收硫酸铝的工艺流程
2 试验结果与讨论
2.1 硫酸浓度对铝灰中铝的浸出率的影响
为了考察浸出剂硫酸浓度对铝灰中铝浸出率的影响,维持固液比为1:10(g/v),铝灰取用10g,浸出时间为30min,浸出搅拌强度为200r/min,浸出温度为20℃,分别改变浸出剂中硫酸浓度为5%、10%、15%、20%、25%。其结果见图2。
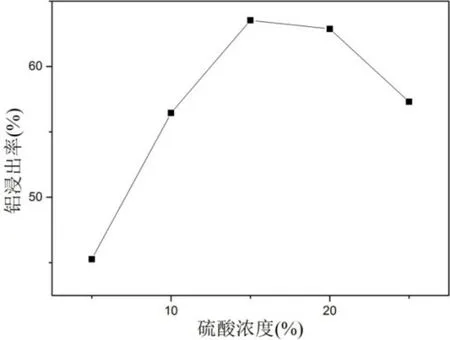
图2 浸出剂硫酸浓度对铝灰中铝浸出率的影响
由图2实验结果可知,当浸出剂硫酸浓度小于15%时,铝的浸出率随着硫酸浓度的升高逐渐增大,但是浸出剂硫酸浓度超过15%时铝的浸出率反而有所下降低。实验中我们还发现,当浸出剂硫酸浓度超过15%时,固液分离过滤时极困难,这可能是由于硫酸浓度过大导致浸出过程中矿物粒度过小,从而导致浸出渣中铝的损失增大,因此我们选择最佳的浸出剂浓度为15%的硫酸。
2.2 搅拌强度对铝灰中铝的浸出率的影响
为了考察浸出搅拌强度对铝灰中铝浸出率的影响,维持固液比为1:10(g/v),铝灰取用10g,浸出时间为30min,浸出剂硫酸浓度为15%,浸出温度为20℃,分别改变浸出搅拌强度为100r/min、200r/min、300r/min、400r/min、500r/min。其结果见图3。
由图3实验结果可知,随着浸出搅拌强度的增大,铝灰中铝浸出率整体呈增大趋势,但是当搅拌强度达到300r/min时,搅拌强度再增大铝的浸出率增大不明显。这可能是由于搅拌强度较小时,浸出过程处于扩散控制阶段,随着搅拌强度的增大,浸出过程逐渐由扩散控制变为化学反应控制阶段,所以当搅拌强度超过300r/min时再增大搅拌强度其浸出速率变化很小。因此,综合考虑我们选择最佳的搅拌强度为300r/min。
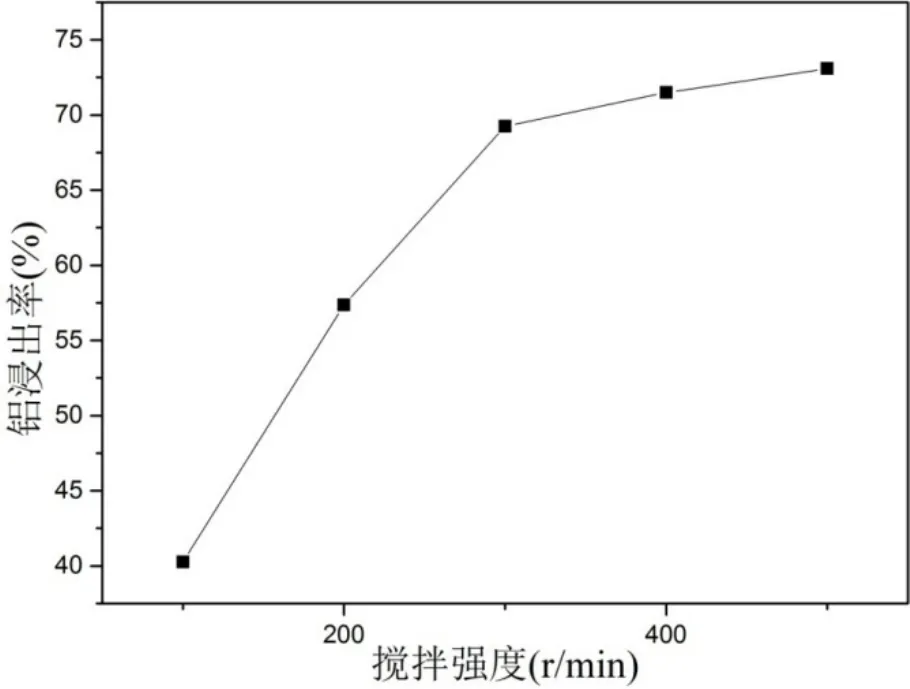
图3 浸出搅拌强度对铝灰中铝浸出率的影响
2.3 浸出温度对铝灰中铝的浸出率的影响
为了考察浸出温度对铝灰中铝浸出率的影响,维持固液比为1:10(g/v),铝灰取用10g,浸出时间为30min,浸出剂硫酸浓度为15%,浸出搅拌强度为300r/min,分别改变浸出温度为20℃、30℃、40℃、50℃、60℃。其结果见图4。

图4 浸出温度对铝灰中铝浸出率的影响
由图4实验结果可知,铝灰中铝的浸出率随着浸出温度的升高整体上呈现增大的趋势,但浸出温度从20℃升高到60℃,其浸出率增大值仅为9.47%,浸出率增大效果不是很明显。我们知道升高化学反应的温度,其化学反应速率会增大,但此浸出反应中浸出速率增大效果不明显,因此综合考虑化学反应速率、能耗等方面的因素,我们选择最佳的浸出温度为40℃。
2.4 固液比对铝灰中铝的浸出率的影响
为了考察浸出固液比对铝灰中铝浸出率的影响,维持浸出温度为40℃,铝灰取用10g,浸出时间为30min,浸出剂硫酸浓度为15%,浸出搅拌强度为300r/min,分别改变浸出固液比为1:5、1:10、1:15、1:20、1:25。其结果见图5。
由图5实验结果可知,随着浸出固液比的增大,铝灰中铝的浸出率逐渐增大,当固液比达到1:10之后,铝浸出率随着固液比增大趋势逐渐减小。这可能是由于随着固液比的增大,矿浆逐渐稀释,导致浸出剂分子与矿物颗粒之间的接触几率减小所致。因此,综合考虑铝的浸出率、浸出液后续处理负担我们选择最佳的浸出固液比为1:10。
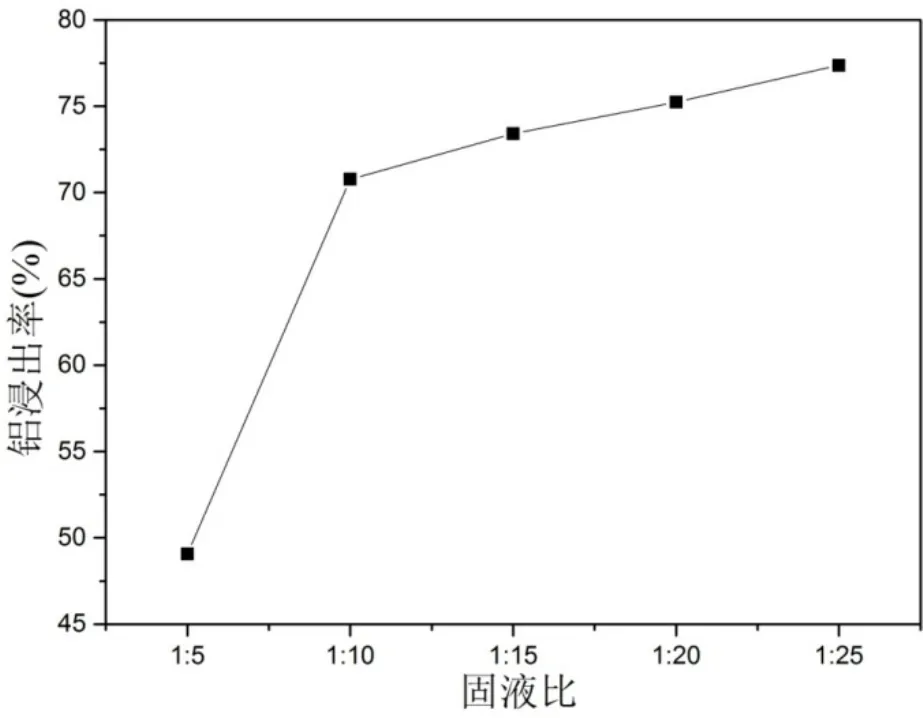
图5 浸出固液比对铝灰中铝浸出率的影响
2.5 浸出时间对铝灰中铝的浸出率的影响
为了考察浸出时间对铝灰中铝浸出率的影响,维持浸出温度为40℃,铝灰取用10g,浸出剂硫酸浓度为15%,浸出搅拌强度为300r/min,分别改变浸出时间为30min、60min、90min、120min、150min。其结果见图6。

图6 浸出固液比对铝灰中铝浸出率的影响
如图6所示,铝灰中铝的浸出率随着浸出时间的增大逐渐增大,当浸出时间达到90min时,其浸出率随浸出时间的增大趋势减小。因此,我们综合考虑效率、能耗等方面的因素,选择最佳的浸出时间为90min。最后我们在最佳浸出工艺条件下,即浸出剂浓度为15%的硫酸、浸出温度为40℃、浸出时间为90min、浸出搅拌强度为300r/min、固液比为1:10。在最佳的浸出工艺条件下,重复三次浸出试验铝灰中铝的最佳浸出率可达到90.12%。另外,为了提高铝灰中铝的直收率,需要加入过量的(15ml)5%过氧化氢,以氧化其中的杂质,并严格控制终点pH值为4.3,通过水解沉淀除去其中的Fe3+、Ca2+等杂质,最终铝灰中铝的直收率可以达到89%。
2.6 产物硫酸铝表征
产品硫酸铝我们通过元素分析和XRD分析。元素分析理论值(%)Al2(SO4)3•18H2O:Al,8.10;H,5.41;S,14.41;实验值:Al,7.92;H,5.15;S,13.87。XRD分析检测结果如图7所示。根据样品XRD衍射图谱和硫酸铝XRD标准卡片对比,并结合元素分析结果,我们所获得的产品为Al2(SO4)3•18H2O,其纯度可达到95%以上。
3 结论
本项目以铝灰为原料,采用“硫酸浸出—水解沉淀—结晶”工艺从铝灰中回收硫酸。综合考察了浸出过程中浸出温度、搅拌强度、浸出时间、固液比、硫酸浓度等因素对其浸出率的影响。实验结果表明,该工艺从铝灰中回收硫酸铝,浸出过程中最佳浸出参数为浸出剂浓度为15%的硫酸、浸出温度为40℃、浸出时间为90min、浸出搅拌强度为300r/min、固液比为1:10,重复试验铝灰中铝的最佳浸出率可达到90.12%。元素分析和X射线衍射分析表明产品硫酸铝中产物为Al2(SO4)3•18H2O。