优化复合材料铺层结构抑制T型长桁固化变形技术研究
2021-11-19孟翠翠刘琦柳青余高杰
孟翠翠 刘琦 柳青 余高杰


摘 要:本文针对热压罐成型的T型长桁固化后出现的固化变形问题,通过优化铺层结构的方法,深入研究T型长桁固化变形的抑制方法。试验结果表明,T形长桁铺层设计的对称性是长桁翘曲变形的决定性因素。在保证铺层角度对称的情况下,当T形长桁底缘铺层角度分别是+45°或-45°时长桁均会产生翘曲变形;当无45°底缘铺层或底缘铺层为0°或45°底缘铺层放入L结构,则会抑制长桁的固化变形;当底缘铺层仅有一层0°或90°时,也会抑制长桁的固化变形。
关键词:复合材料;铺层结构;加筋壁板;T形长桁;扭曲变形
碳纤维增强树脂基复合材料具有高比强度、高比模量、耐腐蚀性等一系列优异的性能,因而在航空航天领域得到越来越广泛的应用[1-3]。复合材料加筋壁板结构由于其良好的后驱承载能力及减重效果,已被广泛应用于飞机的主承力结构。根据不同的承载能力需求,加筋壁板的结构形式多样化,人们按照长桁的截面形状分为T型、工型、Ω型、J型以及Z型加筋壁板[4],其中T型加筋板在机械载荷作用下表现出良好的稳定性,远大于其他截面形式的加筋板 [5],同时T形长桁相对于工型、J型长桁,具有剖面形状简单、成型工装结构简单、工艺设计简单的特点,故目前在加筋壁板上首选“T”形长桁作为其加强筋,特别是大尺寸的外翼盒段壁板,如A350XWB机翼长约35m,壁板上的加强筋为T形长桁[6]。所以对于T型加筋壁板的共胶接成型,T型长桁的成型是第一步也是关键的一步。除了控制T型长桁的表面质量和内部质量,控制长桁的固化变形也是至关重要的,一旦长桁发生固化变形将会影响整个壁板的胶接,即长桁和蒙皮的配合精准性,即使通过外力将长桁压紧到蒙皮上带着应力进行组合,壁板固化后可能会发上更大的固化变形进而产生更大的损失。
造成T型长桁固化变形的原因较多,在固化过程中热胀冷缩效应、基体树脂的化学收缩效应、复合材料与模具的热膨胀不匹配性以及铺层结构等因素均是引起长桁固化变形的原因。
1 T长桁的结构及特点
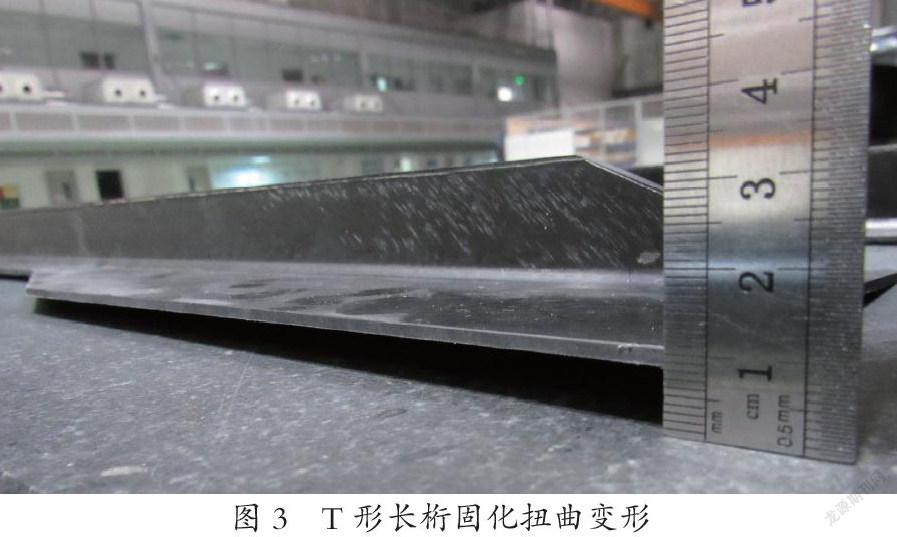
T形长桁一般结构为图1所示,为减小加筋壁板重量,但要保证长桁底部表面质量,长桁立筋铺层为[45/0/-45/0(织物)/45/0/-45/0/0/-45/0/45/0(织物)/-45/0]s,长桁底缘铺层在上45/0/-45/0(织物)/45/0/-45/0/0/-45/0/45/0(织物)/-45/0上有1层45°单向带铺层。从整体铺层上看,长桁腹板左右对称,长桁底缘整个铺层以0/0铺层为中心对称。但以上铺层结构的T型长桁固化后出现了严重的扭曲变形问题,以底缘为中心,两端头对角向上翘曲,最大翘曲量达8~10mm,如图2所示。
2试验过程
2.1原材料
碳纤维预浸单向带:CYCOM977-2-35-12KHTS-134,美国CYTEC公司生产
碳纤维预浸织物:CYCOM977-2A-37-3KHTA-5H-280,美国CYTEC公司生产
2.2成型模具及工艺流程
模具材料采用INVAR合金钢,结构一侧为定模、一侧为动模,如图3所示。铺层过程为:按设计铺层结构先分别铺出两侧L型铺层并逐层进行真空压实,然后将动模移动进行合模定模,完成三角区加捻填充,最后铺贴底缘45°单向带铺层。铺贴完成后封袋进入热压罐固化。
2.3试验内容
为了快速解决长桁固化扭曲变形问题,从优化长桁铺层结构入手,进行了不同底缘铺层角度和织物对长桁固化变形的影响2类试验,具体试验内容如表1 所示。整个试验过程采用相同的工装结构、成型方法、操作人员以及固化参数。
2.4试验结果及分析
以上8组试验件固化后,放置于平板工装(长桁底缘面与工装相贴)上,一端压紧测量另一端与工装的变形量。從试验结果看出,02、04、05、08试验件均无明显固化变形,。01、03、06、07试验件有不同程度上的固化变形。以上8组试验主要从底缘和织物的铺层优化两个方面进行分析。当左右两边立筋面上+45度/-45度对称时,底缘面上的+45度/-45度是交错的,底缘面铺贴1层45度单向带时,只能保证底缘面的对称性,令一侧则一定不对称。此结果必然导致长桁底缘面固化后发生翘曲变形。通过试验可以看出01试验件去掉底缘45°铺层、底缘增加1层-45°铺层、底缘45°铺层改为0°以及底缘45°一字铺层改为L铺层均能有效消除长桁的固化变形。
CYCOM 977-2A-37-3KHTA-5H-280织物为5 缎纹,此编织方法得到的织物左右两面为非对称结构,无论是0度织物还是90度织物均为非对称铺层,故07试验件固化变形;将1层0度织物换成2层90°单向带或90°加0°单向带后, 05试验件0°铺层和90°铺层的占比分别为35.4%和23.5%,而06试验件0°铺层和90°铺层的占比分别为47.1%和11.8%,铺层比例相差较大,导致固化变形。
对以上试验结构进行模拟仿真,仿真结果与实际试验结论吻合,模拟仿真云图如图4~7所示。
3结论
3.1 T形长桁铺层设计的对称性是长桁翘曲变形的决定性因素。
3.2在保证铺层角度对称的情况下,当T形长桁底缘铺层角度分别是+45°或-45°时长桁均会产生翘曲变形;当无45°底缘铺层或底缘铺层为0°或45°底缘铺层放入L结构,则会抑制长桁的固化变形;当底缘铺层仅有一层0°或90°时,也会抑制长桁的固化变形。
参考文献:
[1]AL–SALEH M H, SUNDARARAJ U.Review of the mechanical properties of carbonnanofiber/polymer composites[J]. Composites Part A: Applied Science and Manufacturing, 2011, 42(12): 2126–2142.
[2]杜善义.先进复合材料与航空航天[J].复合材料学报, 2007, 24(1): 1–12.
[3]GIBSON R F.A review of recent research on mechanics of multifunctional composite materials and structures[J].Composite Structures,2010,92(12):2793–2810.
[4]金笛,寇艳荣.复合材料加筋壁板结构选型设计[J].复合材料学报,2016,33(5):1142-1146.
[5]马良,马玉娥,秦强.热力耦合下不同加筋壁板稳定性分析[J].西北工业大学学报,2020,38(1):40-47.
[6]段友社,周晓芹,候军生.大飞机复合材料机翼研制技术现状[J].航空制造技术,2012 (18):34-37.
