浅谈空调压缩机气缸零部件加工模式分析
2021-11-18苏斌


摘要:本文主要着眼于空调转子压缩机气缸零部件加工模式的分析,包含市场主流两种加工模式:数控车床+16轴立式加工中心、多联机+16轴立式加工中心,并分别是从投资成本、刀具成本、稳定性、设备柔性等方面进行分别阐述;
关键词:气缸;加工方式;稳定性
2020年转子压缩机行业先抑后扬,最终全年产销以微幅下滑遗憾收官。产业在线监测数据显示,2020年累计产量21041.1万台,同比下滑1.55%,销量21155.1万台,同比下滑1.69%,回顾全年发展,二季度以来得益于疫情的有效控制,各地推出不同形式的消费券来鼓励消费,压缩机行业开启复苏周期,景气度不断回升,随着空调销量的增加其下游制造业也呈现爆发式增长,以格力精密、粤美、山西华翔等为代表的泵体结构件加工企业产能规模及生产设备也在逐年增加,其中最为代表性的产品有气缸、法兰、曲轴、滚子加工规模最大且数量最多,以气缸加工为例目前行业主流加工方式有二种(数控车床+16轴立式加工中心、多联机+16轴立式加工中心,两种加工模式各有利弊,本文重点将阐述两种加工方式的优缺点(从行业某某企业进行随机抽样调查),其抽样信息如下;
抽样时间;2019 年9月17日~2019年9月25日;
抽样方式:连续性间断抽样;
检测方式:海克斯康CMM(三坐标);
对比机床:多联机加工机床、传统加工方式为(数控车床+十六轴立式加工中心);
抽样数量:多联机、传统加工方式(车床+多轴加工中心)各30件;
一、气缸多联机与传统加工方式投资效益分析
综上所述:
传统方式与多联机所需土地折旧、切屑液、电费基本一致;但是多联机一次性投资较大;
在人力成本逐渐上升的当今时代,企业在规划新产线应当优先考虑人员问题;
二、刀具成本
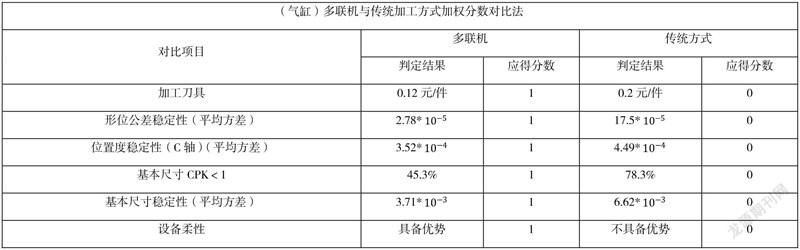
加工气缸主要用W、V型CBN刀片、钻头、丝锥、铣刀、球刀、复合阶梯台阶钻及铰孔刀具,本次刀具成本主要计算为钻头复磨3次、刀片类复磨3次后计算得出;多联机刀具成本0.12元/件,而传统方式刀具成本0.2元/件
综上结论如下;
多联机刀具成本比现有传统加工方式平均单件少0.08元/件,年节约刀具采购费用约为16.2万元;
三、设备稳定性(形位公差数据利用数学方差进行统计)
图1;气缸在客户端通过外圆与定位孔装夹,将内圆、上下端面进行磨削,所以必须保证内圆外圆同轴度、上下端面的平行度及定位孔与端面的垂直度,从而保证磨削稳定性,故将气缸半精件的重点行为公差纳入本次对比范围,利用数学方差,通俗点讲,就是和中心偏离的程度。用来衡量一批数据的波动大小(即这批数据偏离平均数的大小)并把它叫做这组数据的方差。记作S².在样本容量相同的情况下,方差越大,说明数据的波动越大,越不稳定(所有分析数据均按照统计学原理去除一组数据最大与最小值后进行分析),多联机加工方式形位公差数据方差为:2.78*,传统方式形位公差数据方差为:17.5*
综上结论如下;
利用数学统计学方案对两组数据进行对比,发现多联机数据更趋向稳定(数据方差较小);
四、全尺寸CPK(传统方式对比多联机)
Cpk:过程能力指数,反映过程的集中性。过程能力指数是指过程能力满足产品质量标准要求(规格范围等)的程度。也称工序能力指数,是指工序在一定时间里,处于控制状态(稳定状态)下的实际加工能力。它是工序固有的能力,或者说它是工序保证质量的能力。这里所指的工序,是指操作者、机器、原材料、工艺方法和生产环境等五个基本质量因素綜合作用的过程,也就是产品质量的生产过程。故本次对两种加工模式基本尺寸的CPK进行分析,多联机加工CPK<1占比45.3%,传统方式加工CPK<1占比78.3%
综上结论如下;
多联机加工过程能力指数更趋向稳定;换句话将也就是数据跟趋向集中,便于工序进行调整;
五、C轴定位误差汇总
由于气缸零部件上有很多与上下法兰连接的螺丝过孔,这个过孔的加工工艺是产品装夹在主轴上,利用主轴的分度功能,每旋转一个角度动力头进行一个对应的孔加工(包括钻孔与铰孔加工),所以在实际生产过程中必须保证分度的准确性,故本次将气缸上4个螺栓过孔的位置度纳入比较范围。经过计算得知多联机C轴定位误差也就是位置度方差3.52*,而传统方式为4.49*
观察多联机加工出来的数据比较稳定,而传统方式加工出来的数据比较离散。
结论如下;
从数学方差判断数据稳定性来讲传统加工方式孔之间位置度更为稳定(同时依据柱状图);
六、基本尺寸稳定性
气缸上行为公差主要是为了保证后续的磨削及装夹的可靠性,但是基本尺寸更是保证产品的适配性,不能在生产过程中出现外圆、内圆、厚度等尺寸的忽大忽小,这样不利于后面的磨削,由于厚度问题可以在客户端造成一定的撞机(因为客户端使用的使日本进口东洋磨床),故对两种制程能力基本尺寸保证能力进行一定的分析(所有分析数据均按照统计学原理去除一组数据最大与最小值后进行分析)。经过计算多联机基本尺寸稳定性数据方差3.71*,而传统方式6.62*。
观察发现,多联机加工方式做出来各项基本尺寸基本趋向集中性,反观传统方式做出来的各项基本尺寸比较离散。
综上结论如下;
从数据方差来讲多联机尺寸波动更小,更趋向稳定;
七、多联机与传统加工方式设备柔性
图7/图8;基于生产投资来讲,公司投资一条线体并不能只生产一种产品,所以工厂必须面临产品的切换,为了减少一定程度的经济损失及切换工作的复杂程度,故需要从切换的难易程度、换型内容、换型时间进行对比;
综上结论如下;
从同型号切换与不同类型切换生产角度出发,多联机对比传统加工方式耗时更小;
八、最终结论
如上表对多联机与传统方式两种加工模式进行分析,发现两种方式均可满足气缸零部件生产加工;
根据某某公司现场抽测各30件(多联机与传统加工方式)数据来看,多联机各项指标较传统方式更具备一定优势(稳定性、CPK、刀具成本等方面);
建议在购买新设备及规划新产线可以根据自身能力优先考虑多联机生产;从而保证别加工零件基本尺寸、形位公差稳定性。
参考文献:
[1]吴祖育,秦鹏飞.数控机床(第三版).上海科学技术出版社,2010(08)
[2]陶泳,朱文玉 Cpk(过程能力指数)与Ppk(过程性能指数),2005
[3]廉元国,张永洪编著.加工中心设计与应用.北京:机械工业出版社,1995
作者简介:苏斌,现任格力(武安)精密装备制造有限公司,精密加工分厂副厂长,大学本科。
