垃圾渗沥液处理中远程监控系统的应用
2021-11-14杨威巍
杨威巍
(南通润泽环境工程技术有限公司,江苏 南通 226000)
最近几年,远程监控系统在工业自动化控制系统中得到了越来越广泛的应用。同时随着我国居民生活水平的提高,排放到环境中的生活垃圾日益增多。目前垃圾的大体处理方式主要有两种:焚烧处理和填埋处理。无论使用哪种方式,都会产生垃圾渗沥液。垃圾渗滤液的处理和利用,即保护了环境,也促进了社会的和谐。PLC和远程监控系统在垃圾渗沥液处理远程监控系统中的应用在保障产水合格的同时,提高了安全系数,减少了事故发生率,并且在降低成本、资源能耗等方面起到了重要的作用。根据无锡某垃圾集运处理中心的渗滤液处理,设计了基于PLC和工业远程监控系统软件的垃圾渗沥液处理远程监测系统,能够对垃圾渗沥液处理过程进行远程监控。远程监控系统采用组态王6.6,远程监控系统软件能够实现对数据的实时监控、异常报警、报表制作、趋势分析等功能[1]。现场分布的西门子PLC和检测仪表,作为该垃圾渗沥液处理远程监控系统的下位机使用,完成实时数据采集和自动控制的功能。
1 渗沥液处理工艺流程
本项目渗沥液(废水)处理系统采用“预处理+UASB厌氧反应器+MBR(两级A/O+内置式超滤)+深度处理(纳滤)”工艺。剩余污泥由污泥储池储存,采用脱水机脱水,运至生活垃圾转运系统,污水经过本工艺要求同时满足一阶段和二阶段的出水水质要求。其具体工艺流程如图1所示。

图1 渗沥液处理工艺流程
2 渗沥液系统方案设计
2.1 渗沥液系统工艺要求分析
在预处理、调节池单元,利用超声波液位计、PLC、水泵和搅拌机等组成了若干个控制回路。超声波液位计将液位变化转化成4-20 ma信号传送给PLC,PLC根据信号给水泵搅拌机等设备发出高位启动,低位停止。从而通过自动控制机泵的启停控制预处理、调节池等单元的水量。
UASB是这渗沥液系统中去除COD的重要工艺之一,好的UASB系统会去除90%的COD,在好氧系统中利用流量计,PLC,水泵构成一个控制回路,通过PID控制水泵的进水量,从而达到稳定的流量,使得UASB在一个稳定的环境下运行,同时UASB的适宜温度为34-38 ℃。UASB在运行过程中会产生一定量的沼气,考虑到资源的再利用,沼气接入锅炉燃烧,通过温度计,水泵和PLC构成一个回路,使UASB常年保持在36 ℃左右[2]。
AO单元是去除氨氮的重要工艺之一,其最重要的任务是控制水中的含氧量。水中含氧量的控制通过ORP仪来实时检测,并将数据传送给PLC,PLC根据ORP仪提供的数据进行运算,对曝气风机进行PID控制,从而使水中含氧量控制在2.8左右。
MBR单元,是整个处理工艺中去除污泥和SS的重要工艺之一。PLC通过液位、压力等参数的变化,作出相应的反馈信号控制水泵、风机和电动阀,使其能泥水分离,同时不堵塞MBR膜。
NF系统是整个处理工艺中去取一价离子、二价离子的核心单元,PLC通过pH计、压力等参数的变化,作出相应的反馈信号通过加药计量泵、进水泵、高压泵、循环泵来实现NF系统中的自动控制,从而达到直排标准。
2.2 渗沥液系统监控系统方案的设计要求
渗沥液系统监控系统方案根据系统设计要求,采用“中控集中监测”的原则构建控制系统。采用中控远程控制和现场操作柱控制的结构,操作柱按钮在“本地”时,中控无法控制,现场操作柱为最高级控制,操作柱按钮在“远程”时,系统由中控控制。电气自控系统以西门子PLC和Profinet网络系统为控制系统主干,同时通过安装在上位工控机的远程监控系统软件来监控整个系统设备。渗沥液处理的监控系统是由上位工控机、SIMATICS7-1500PLC控制系统、SIMATICS7-1200PLC控制系统、SIMATIC S7-200smart PLC控制系统组成,通过Profinet网络组成高可靠性的分布式系统[3]。远程系统通过光纤(网线)和PLC连接。本系统的拓扑结构如图2所示。

图2 渗沥液监控系统拓扑结构
3 硬件设计
3.1 远程监控系统硬件系统配置
远程监控系统为研华工控机,具体配置为IPC-610MB-25LED/AIMB-501G2/I5-2500,3.2GHz/8G/1T企业级+240G SSD MLG企业级/1G独显/键盘/27寸显示器/Windows10专业版操作系统,通过远程监控系统,操作人员可以便捷地监测到各个机泵的运行状态,各个仪表的数据,控制各个现场设备。
3.2 下位机(PLC)硬件系统配置
各个PLC控制站主要负责采集现场各个传感器的信号,除了把信号转换后传给远程监控系统,在远程监控系统中显示,并且根据控制要求对现场执行机构作出相应的控制,所以各个PLC不但具有中心控制的作用,还具有数据中转站的作用。在远程状态下,根据检测数据对某些电机进行PID控制或者连锁控制,以达到最佳状态。本系统选用了PLC品牌为西门子,分别为1台S7-1500、1台S7-1200、3台S7-200SMART。
1#PLC站主要负责格栅、气浮、沉淀池、调节池、UASB、AO池MBR系统等设备的数据采集并控制。主要配备CPU模块CPU1515-2PN1块,22块16点数字量输入DI模块,9块16点数字量输出DO模块,12块8路模拟量输入AI模块和10块4路模拟量输出AO模块。
2#PLC站主要完成如下任务:控制火炬燃烧。主要配备CPU模块CPU1212 1块。
3#、4#PLC站主要完成如下任务:控制NF系统,主要配备CPU模块SR60各1块,8路模拟量输入AI模块各1块和模拟量输入输出AO模块各2块。
5#PLC站主要完成如下任务:控制离心脱水机系统。主要配备CPU模块SR60 1块,1块8路模拟量输入AI模块。远程监控系统通过网线接入Profinet网络。考虑部分PLC到中控室距离较远,故部分PLC采用光纤。
4 远程监控系统软件设计
系统的安全、稳定和经济运行取决于软件设计质量的好坏,开发一套符合现场环境使用的软件显得特别重要。根据系统的实际情况,系统要能稳定、安全和便于操作。系统软件设计同样分为远程监控系统软件设计和PLC软件设计。
远程监控软件的开发采用了组态王6.6。是一款新型的工业自动控制系统,是以Windows10中文操作系统作为其操作平台的全中文界面的远程监控系统软件。
4.1 系统设计介绍
根据系统需求,主要设计高、低浓工艺流程图,高、低浓预处理单元、高浓厌氧单元、MBR单元、纳滤反渗透单元、污泥单元、冷却塔单元、报表等画面,使用鼠标点击菜单中的不同的选项按钮,就会弹出与之对应的界面。各个画界面之间可以自由切换。
(1)工艺流程示意图画面:用以显示整个系统的运行状态及仪表数据,本系统分为高浓系统和低浓系统,其中高浓系统如图三所示。
(2)趋势画面:趋势画面可实时数据采集并绘制曲线效果图,可保留90天的历史数据。
(3)单元控制画面:实时地显示各单元被控设备的运行状态,以及仪表的参数。根据实时显示的数据,生产管理人员可以快速、清晰地对系统做出调整。
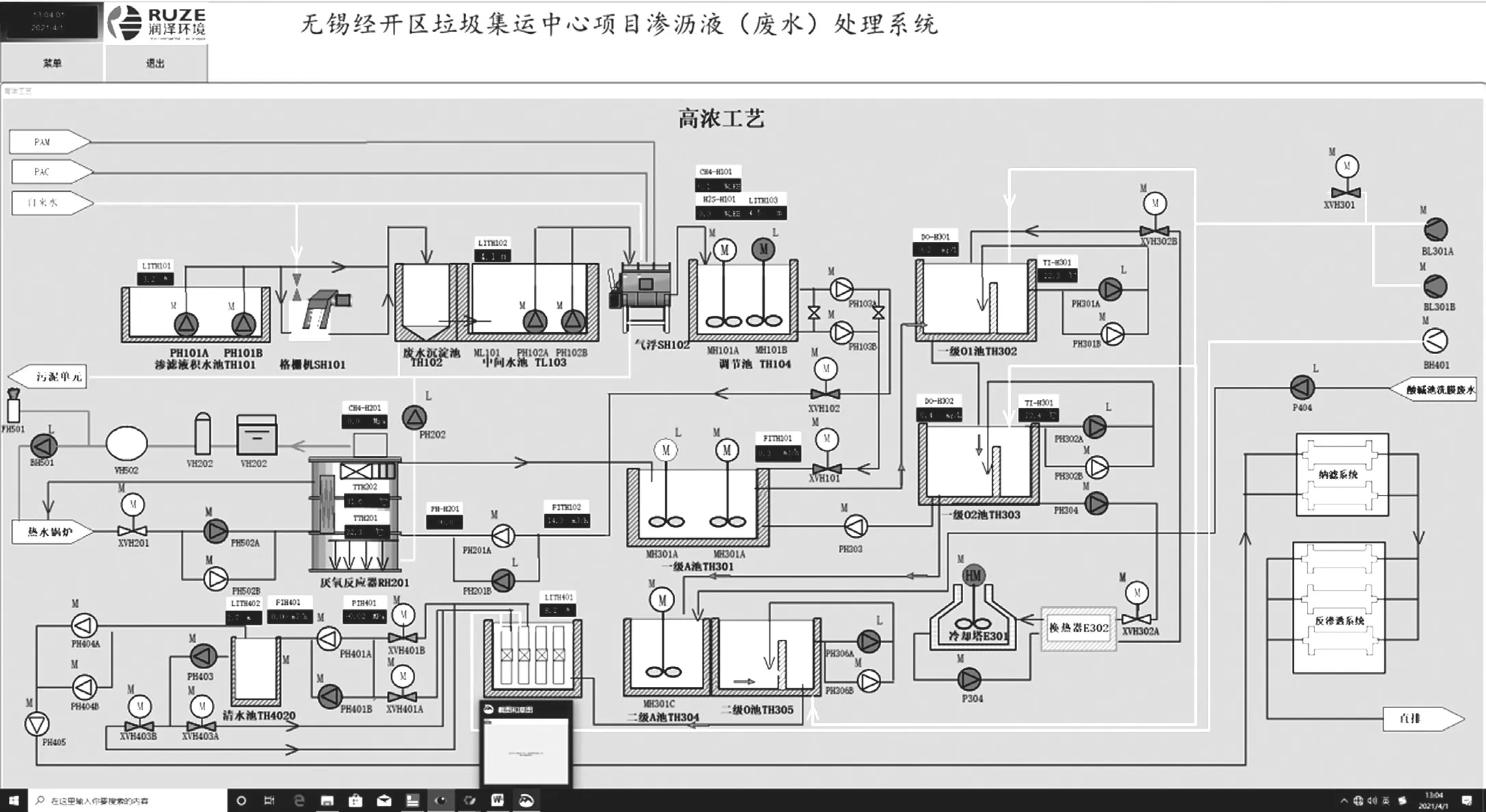
图3 渗沥液处理系统
(4)报警画面:显示设备故障的故障时间及故障方位,并做历史记录。
(5)报表画面:可查询每日流量累计,并有打印功能。
4.2 下位机控制程序开发
本系统的PLC(S7-1500、S7-1200)控制软件采用TIA Protal V16编程,本系统的PLC(S7-200SMSRT)控制软件采用STEP7-Micr/SMART V2.5编程。
5 结论
目前该系统在无锡经开区垃圾集运中心正常使用,运行稳定、安全、可靠。该系统使用时不仅能对渗沥液处理进行远程监控,而且还提高了整体效益,节约了人力物力,提高了系统安全性。
