激光跟踪法检测陶瓷砖几何量参数初探
2021-11-12刘纯辉,林鸿波,曾伟军,孙善民,周军珲,杨志荣,夏诗明,张杰,钟振青
刘纯辉,林鸿波,曾伟军,孙善民,周军珲,杨志荣,夏诗明,张杰,钟振青


摘 要: 建筑陶瓷砖的生产、质量监督检测以及应用中,其尺寸等几何量质量参数非常重要,包括长度、宽度、厚度、边直度、直角度、表面平整度等尺寸和中心弯曲度、边弯曲度、翘曲度等表面质量(弯曲度)参数,然而采用GB/T3810.2-2016 《陶瓷砖试验方法第2部分:尺寸和表面质量的检验》不仅复杂、费时费力,而且对1.2米以上的大板(岩板)的检测基本难以完成,检测需求难以得到满足。本文根据实践情况提出一种便捷和实用的检测陶瓷砖(包括大板和岩板)几何量参数的方法---激光跟踪法。
关键词: 激光跟踪法;检测;陶瓷砖;几何量;质量参数
1 前言
(1)陶瓷砖一般的检测方法
目前,陶瓷砖一般的检测方法是按照GB/T4100-2015《陶瓷砖》技术要求以及GB/T3810.2-2016 《陶瓷砖试验方法第2部分:尺寸和表面质量的检验》的方法对相关陶瓷砖进行尺寸等几何量质量参数非常重要,包括长度、宽度、厚度、边直度、直角度、表面平整度等尺寸和中心弯曲度、边弯曲度、翘曲度等表面质量(弯曲度)参数的检测。
陶瓷砖生产线企业内部质量内控使用是激光在线平整度仪进行检测,仅满足质量内控的需要。
在实际质量检测中,一般主要使用符合以上标准的陶瓷砖平整度、边直角、直角度综合检测仪进行检测,其原理示意图如图1所示。
该综合检测仪是主要用于测定各种墙地砖尺寸等几何量特性的仪器。其尺寸特性包括面砖的中心弯曲度、边弯曲度、翘曲度以及边直角度、直角度、边长度等六项指标,在测定时可准确测出以上六种数据,是产品质量检测单位与有关生产厂家对产品检测的主要仪器。测定仪应用了与所测陶瓷砖类似外形和具有标准尺寸的多种标准板,将标准板至于三个等高支柱所构成的理想平面上,且以矩形的临边为直角坐标,采用在此平面坐标上安置侧头并进行比较测量的方法。
(2)传统陶瓷砖几何量一般检测方法存在的问题
方法所需设备要求简单,投入少。但是操作比较复杂,费时费力,一般起码需要2人以上配合检测,劳动强度比较大,效率比较低,一台设备8个小时检测4块陶瓷砖。而且 对于大于1.2米的砖其标准板更重,基本难以人工检测,而生产过程在线检测数据又难以确保其统一和准确性。
(3)陶瓷砖几何量检测新方法的需求
基于传统陶瓷砖几何量检测方法存在的问题,我们一种更好的方法来解决这些问题,在几何量测试中,我们发现激光跟踪法可能正是解决这些问题一种很好的选择。
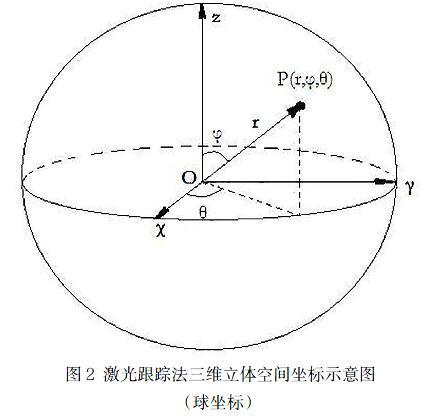
激光跟踪法检测几何量的基本原理:激光跟踪法是使用激光跟踪仪进行目标的几何量检测。激光跟踪仪是一台以激光为测距手段配以反射标靶的仪器,它同时配有绕两个轴转动的测角机构,形成一个完整球坐标测量系统。球坐标系是只要求长度量的,其他两个角度量完全可以用现代精密的角度编码器完成。
激光跟踪仪是利用激光测距,测距精度很高,但角度编码器随着距离的加大带来的位置误差亦很大,所以跟踪仪本身主要是角度误差。
激光跟踪法检测器件几何量具有高精度、高效率、实时跟踪测量、安装快捷、操作简便等特点,适合于大尺寸工件配装测量。激光跟蹤仪在汽车、航空航天和通用制造领域工装设置、检测和机床控制与校准应用中得到普遍认可,应用领域广泛。
把激光跟踪法应用在陶瓷砖几何量检测具有很强的必要性和可行性。
2研究的目标、研究的内容
目标:激光跟踪法根据、参考或模拟GB/T4100-2015《陶瓷砖》(包括和大板、岩板等)和GB/T3810.2-2016 《陶瓷砖试验方法第2部分:尺寸和表面质量的检验》等的技术要求实现检测陶瓷砖几何量参数,必要时探讨建立新检测方法框架实践的可能性。
研究的内容:
(1)激光跟踪法的检测陶瓷砖几何量的设备配置。
激光跟踪测量系统可测量静止目标,跟踪和测量移动目标或它们的组合,它集合了激光干涉测距技术、光电探测技术、精密机械技术、计算机及控制技术、现代数值计算理论等各种先进技术,对空间运动目标进行跟踪并实时测量目标的空间三维坐标。
激光跟踪测量系统基本都是由激光跟踪头(跟踪仪)、控制器、用户计算机、反射器(靶镜)及其它测量附件(如:)等组成。
(2)激光跟踪法的检测陶瓷砖几何量的具体方案。
1)采用激光跟踪法根据GB/T4100-2015《陶瓷砖》(包括和大板、岩板等)和GB/T3810.2-2016 《陶瓷砖试验方法第2部分:尺寸和表面质量的检验》等的技术要求实现检测陶瓷砖几何量参数,必要时探讨建立新检测方法框架实践的可能性。
2)应用激光跟踪法确定各个点在同一球坐标系下(或可折算为同一坐标系下)的坐标位置,再通过各种算法确定不同几何量参数数值。通过已知的每点球坐标可以计算出任意两点间的距离和任意相邻两根线段之间的夹角(可以转化为直角坐标系来计算),相关计算方式如下所述。
见图3,假设已知空间中任意三点(A、B和C点)的球坐标。
若O为球坐标系的基点,O1是A点在基准平面的投影,O2是B点在基准平面的投影,θ为OO1与OO2的夹角。
则有:
∠AOO1=φ1,∠BOO2=φ2,AO1∥BO2
AO1=r1·sin(φ1),BO2=r2·sin(φ2),OO1=r1·cos(φ1),OO2=r2·cos(φ2)
θ=|θ1-θ2|
若A距离平面较远(即A01>B02)。作一条线段BB垂直于AO1,相交于B点,有:AB=AO1-BO2,BB=O1O2,且根据余弦定理,O1O22=0012+0022-2·OO1·OO2·COS(θ)
根据直角三角形边长计算公式(勾股定理),可以求出AB线段的长:
AB2=AB2+BB2
同理可以求出AC和BC的距离。
若三角形已知三边可应用余弦原理求出三角形各条边(线段间)的夹角:
cos(∠CAB)=■,则有:∠CAB=arccos(■)
cos(∠ABC)=■,则有:∠ABC=arccos(■)
cos(∠BCA)=■,则有:∠BCA=arccos(■)
从而,可求出每个角顶点到对边的距离(即每条边所对应三角形的高),也可算出三角形各边对应的高相交点所分割的两边线段的长。
h(AC边所对应的高)=AB·sin∠CAB
=AB·sin[arccos(■)]
AC边的高所分两边AC内两条线段的长为:
AB·cos∠CAB和AC-AB·cos∠CAB
h(AB边所对应的高)=BC·sin∠ABC
=BC·sin[arccos(■)]
AB边的高所分两边AB内两条线段的长为:
BC·cos∠ABC和AB-BC·cos∠ABC
h(BC边所对应的高)=AC·sin∠BCA
=AC·sin[arccos(■)]
BC边的高所分两边BC内两条线段的长为:
AC·cos∠BCA和BC-AC·cos∠BCA
3)有关算法示例
根据陶瓷砖几何量检测方法,陶瓷砖的中心弯曲度定义为:砖面的中心点偏离由4个角点中的3点所确定的平面的距离(国标GB/T3810.2)。
见图4,按照中心弯曲度的定义,设经激光跟踪仪检测已知陶瓷砖表面四个角点(A、B、C和D)以及中心点O的空间五个点球坐标,求任意一点到其它任意三个点所在平面间的距离的算法?
选择O点到A、B和C三个点所在平面间的距离h计算如下:
(1)把四个点相互间连成各条线段。组成△ABC、△OAB、△OBC和△OAC四个三角形。
(2)由于已知各点的球坐标,根据2)所述的原理,可以得出各线段的长和各线段之间的夹角。
(3)作O点到△ABC所在平面的垂直线段,点面相交于O点。此时有h=OO。,且OO⊥AB,OO⊥BC,OO⊥CA。
(4)作O点到△ABC各边的垂直线段分别与AB、BC和AC相交于O1、O2、O3点。根据(3)有OO⊥OO1,OO⊥OO2,OO⊥OO3。
(5)连接OA、OB、OC、OO1、OO2和OO3六条线段。
因OO垂直于△ABC所在平面,则有:OO⊥OO1,OO⊥OO2,OO⊥OO3;根据直角三角形原理,有:OO12=OO12+OO2,OO22=OO22+OO2,OO32=OO32+OO2。
因AB⊥OO1,OO⊥AB,OO1与OO相交,根据线面垂直判定准则,AB垂直于三角形△OO1O所在平面,故OO1⊥AB,同理OO2⊥BC,OO3⊥AC;△OAO1、△OO1B、△OO1A、△OBO2、△OO2C、△OO2B、△OCO3、△OO3A、△OO3C為直角三角形)。
(6)设∠CAB=j1,∠ABC=j2,∠BCA=j3。A、B、C、D和O五个点的球坐标已知,则根据2)所述原理,j1、j2和j3均可知。
(7)设AB=l1,AO1=l11,O1B=l12;BC=l2,BO2=l21,O2C=l22;AC=l3,CO3=l31 ,O3A=l32;A、B、C、D和O五个点的球坐标已知,则根据2)所述原理,l1,l11,l12;l2,l21,l22;l3,l31 ,l32均可知。
根据海伦公式,三角形?ABC的面积经公式计算可知:
S△ABC=■,p=■---(☆1)
(8)设OA=l4,OB=l5,OC=l6,OO1=l7,OO2=l8,OO3=l9,OO1=a1,OO2=a2,OO3=a3,设∠OAC为∠0,∠CAO为∠1,∠OCA为∠2。
由于A、B、C、D和O五个点的球坐标已知,根据2)所述原理,OA、OB、OC=l6及∠OAC可知,则l4、l5、l6和∠0为已知值,由直角三角形△OAO3和△OO3C可知:
OO3=OA·sin∠OAC,而且l9为可知值:
l9=l4·sin∠0
O3A=OA·cos∠OAC,有l31 ,l32为可知值:
l31=l4·cos∠0,l32=l3-l31;
由直角三角形△OAO3和△OO3C:
OO3=l31·tan∠OAC,有a3=l31·tan∠1;
OO3=l32·tan∠OCA,有a3=l32·tan∠2。
则有l31·tan∠1=l32·tan∠2--------------(☆2)
由图示可知,三角形△ABC,内由三个三角形△OAB,△OBC和△OCA构成。S△ABC=S△OAB+S△OBC+S△OBC。
S△OAB=■·AB·OO1=■·l1·[AO1·tan(∠CAB-∠1)]
=■·l1·[l11·tan(j1-∠1)]
S△OBC=■·BC·OO2=■·l2·[(O2C·tan(j3-∠2)]
=■·l2·[l22·tan(j3-∠2)]
S△OBC=■·AC·OO3=■·l3·(O3A·tan∠1)
=■·l3·(l32·tan∠1)
故有:
■·l1·l11·tan(j1-∠1)+·l2·l22·tan(j3-∠2)+■·l3·(l32·tan∠1)=S△ABC-------------------------(☆3)
三角函数公式有:
tan(a+b)=■;tan(a-b)=■--------(☆4)
根据式(☆1)、(☆2)、(☆3)、(☆4),并l1、l11、j1、j2、l2、l22、l3,l31 ,l32和S△ABC均为可计算的已知值,从而可求得∠1的值。
因为OO垂直于△ABC所在平面,所以有OO⊥OO3,三角形△OOO3是直角三角形,而且有OO=h,OO3=l9,CO3=l31,O3A=l32,OO3=a3,
所以有:
OO32=OO2+OO32
OO3=OA·sin∠OAC,有l9为可知值:
l9=l4·sin∠0
O3A=OA·cos∠OAC,有l31 ,l32为可知值:
O3A=l31=l4·cos∠0,l32=l3-l31;
OO3⊥AC,三角形△OAO3是直角三角形,
有OO3=a3=O3A·tan∠1=l4·cos∠0·tan∠1,
因为l92=h2+a32,所以有O点到A、B和C三个点所在平面间的距离h为:
h=■=■=l4·■
式中l4、∠0、∠1根据球坐标数据均可根据2)所述方法和式(☆1)、(☆2)、(☆3)、(☆4)计算而得的已知值。
除此之外,还可以采用矢量法求点到三角形平面间的距离,或者将球坐标转化为直角坐标系坐标x=r·sin(θ)·cos(φ),y=r·sin(θ)·sin(φ),z=r·cos(θ)
,由此來求得O点及ABC三点的直角坐标,再由ABC三点直角坐标计算得出ABC平面方程 Ax+By+Cz+D=0,最后再根据以下点到面的距离公式:
d=■ ,求出h。
参考以上数据处理方法,可以对GB/T3810.2-2016 《陶瓷砖试验方法第2部分:尺寸和表面质量的检验》各参数量值采用激光跟踪法进行检测和计算求得,并且操作方法简单快捷,可解决了陶瓷大板几何量检测难题。
3激光跟踪法存在的一些问题。
(1)由于激光跟踪仪是利用激光测距,所以测距精度很高,但角度编码器随着距离的加大带来的位置误差亦很大,所以跟踪仪本身主要是角度误差。在激光跟踪仪的应用中靶标对测量精度的影响亦不可忽视,通常靶标外形为球形,内部为3个互相垂直的反射镜(CCR)。若三个反射镜的角点和外球的中心不重合或3个反射镜面相互不垂直都会引起误差,因此在同一次测量中推荐使用同一个反射镜,同时反射镜不要绕自身光轴转动。激光本身受大气温度、压力、湿度及气流流动的影响,所以大气参数的补偿对此仪器的正常使用十分关键。
(2)激光跟踪仪比较昂贵,多则2-3百万一台,少则几十万一台,成熟的品牌厂家三家均为国外厂家,国内的激光跟踪仪研发生产还处于起步阶段。
(3)激光跟踪仪准确度可达微米级,准确度比较高,日常使用维护要求和维护校准费用相对较高。
(4)大板等存在自然重力弯曲和使用时张力/应力的原因,导致大板的检测数据随大板的放置位置和方式等有所不同,若非检测当前状态的需要,则存在需要解决放置的基准平面等统一性问题。
(5)陶瓷砖几何量等参数激光跟踪检测方法需形成规范来统一评价,包括检测点的取点位置规定等等。
(6)仪器相关软件算法也需要增设完善,便于检测操作和数据处理。
4尾语
综上,激光跟踪仪在建筑陶瓷砖的尺寸等几何量质量参数,包括长度、宽度、厚度、边直度、直角度、表面平整度以及中心弯曲度、边弯曲度、翘曲度等表面质量(弯曲度)参数的检测应用具有很强的可行性,各参数量值可采用激光跟踪法进行检测和计算求得,并且操作方法简单快捷,该方法值得推广应用,但我国跟踪仪生产领域丞待进一步发展,同时,相关检测方法和要求等配套标准或规范也需要进一步统一制订。
参考文献
(1)GB/T4100-2015,陶瓷砖[S].
(2)GB/T3810.2-2016 ,陶瓷砖试验方法第2部分:尺寸和表面质量的检验[S].
(3)JG/T463-2014,建筑装饰用人造石英石板[S].
(4)JJF 1242-2010,激光跟踪三维坐标测量系统校准规范[S].
(5)GJB 8624-2015,大尺寸测量系统-激光跟踪仪校准规范[S].
